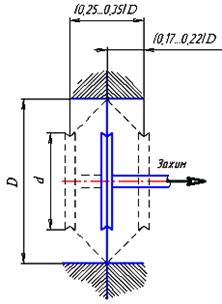
Для плоской резинотканевой диафрагмы
 мм (2.6)
мм (2.6)
 мм; (2.7)
мм; (2.7)
2.1.3. Расчет погрешности базирования
При установке заготовки в приспособлении будет возникать погрешность базирования. Погрешность базирования ε будет равна максимальному зазору в соединении отверстие в заготовке и палец в приспособлении.
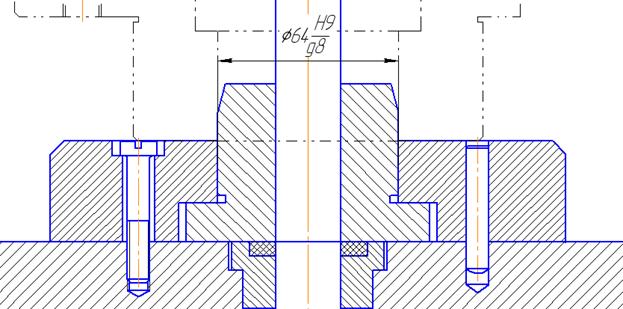
Размеры отверстия в заготовке согласно технологии обработки Ø64Н9 (+0,074)
Размеры пальца в приспособлении приняты Ø64g8( )
)
Максимальный зазор в соединении Δ будет равен:
Δ = Dmax – dmin, мм
Dmax – максимальный диаметр отверстия в заготовке, мм
dmin – минимальный диаметр пальца в приспособлении, мм
Dmax = 64 + 0,074 = 64,074мм
dmin = 64 – 0,056 = 63,944мм
Δ = 64,074 – 63,944= 0,13 мм
Следовательно, погрешность базирования ε будет равна
ε =Δ = 0,13 мм
Требуемый размер, по чертежу детали, на межцентровое расстояние между осями отверстий 30 ± 0,1. Следовательно, поле допуска на размер будет составлять 0,2 мм.
Погрешность базирования ε = 0,087 мм меньше поля допуска на размер 0,2 мм
0,13< 0,2
Следовательно, заданная точность размера 30 ± 0,1 будет обеспечена спроектированным приспособлением.
2.2. Расчёт и конструирование режущего инструмента
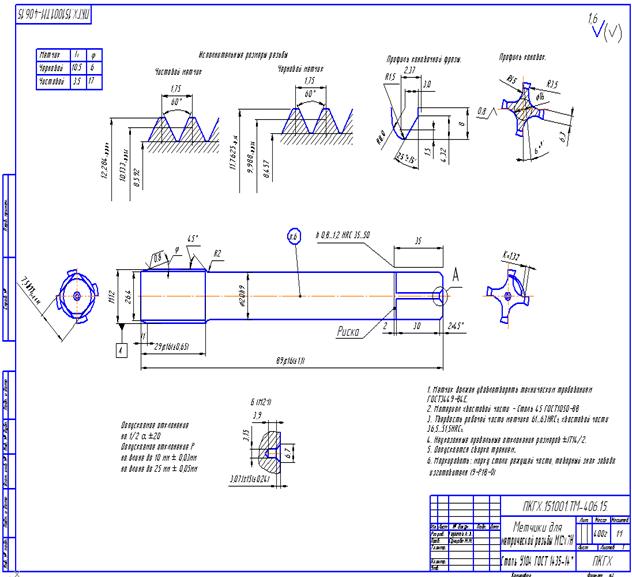
С заданием на курсовую работу был рассчитан следующий режущий инструмент – комплект метчиков для нарезания метрической резьбы М12-7H по ГОСТ 9150-81 и ГОСТ 24705—81 в заготовке из стали 20 ГОСТ 1050-88
Расчет:
1. Основные конструктивные и габаритные размеры ручных метчиков выбираем по ГОСТ 3266—81. Число метчиков в комплекте для резьбы с шагом 1,75 мм — 2 шт. Длина метчика L = 89 мм; длина режущей части 1 = 29 мм; длина заборной части l1 = 10.5 мм для чернового и
1 = 3.5 мм для чистового метчиков; диаметр хвостовика d1 = 9h9 мм; размеры квадрата хвостовика: а = 7.5h11 мм; 1 = 10 мм (ГОСТ 9523—84).
2. Исполнительные размеры резьбы и допуски чистового метчика определяют по формулам:
наружный диаметр:
наибольший d``= 12 + 0,284 = 12,284мм;
наименьший d` = 12+ 0,200 = 12,200мм;
средний диаметр:
наибольший d  =10,051+0,082=10,133мм;
=10,051+0,082=10,133мм;
наименьший d  =10,051+0,030=10,081мм;
=10,051+0,030=10,081мм;
внутренний диаметр наибольший d  = 8,752 – 0,160 = 8,592 мм.
= 8,752 – 0,160 = 8,592 мм.
Исполнительные размеры резьбы для чернового метчика:
наружный диаметр:
наибольший  =12,200 – 0,25×1,75 = 11,7625мм;
=12,200 – 0,25×1,75 = 11,7625мм;
наименьший  h7= 11,7625 – 0,018 = 11,7445мм;
h7= 11,7625 – 0,018 = 11,7445мм;
средний диаметр:
наибольший  = 10,081– 0,07
= 10,081– 0,07  = 9,988 мм;
= 9,988 мм;
наименьший  h7 =9,988 – 0,052 = 9,936 мм;
h7 =9,988 – 0,052 = 9,936 мм;
внутренний диаметр:
наибольший  =8,592 – 0,1 =8,457мм.
=8,592 – 0,1 =8,457мм.
3. Допустимое отклонение для половины угла профиля резьбы чернового и чистового метчиков ±64` (по ГОСТ 16925-71*).
4. допустимое отклонение шага на длине до 10 мм Р = ±0,030 мм; на длине до 25 мм Р =± 0,050 мм.
5. Геометрические параметры режущей части метчиков выбираем по ГОСТ 3266—81: число канавок z = 3; передний угол γ = 10°; задний угол α= 6°.
Затылование:

6. Профиль и размеры канавок метчиков выбираем по прил. 1 к ГОСТ 3266—81. По найденным размерам строим профиль канавочной фрезы.
7. Размеры центровых отверстий принимаем по ГОСТ 14034—74*, форма А.
8. Технические требования даны в ГОСТ 3449—84Е.
Марка стали, твердость, предельные отклонения, параметры шероховатости поверхностей и т. д. указываются на рабочем чертеже.
Выполняем рабочий чёртеж с указанием основных технических требований. На рабочем чертеже должны быть изображены профиль резьбы чернового и чистового метчиков, профиль канавок и профиль канавочной фрезы, выполненные в большом масштабе.
2.3. Расчёт и конструирование мерительного инструмента
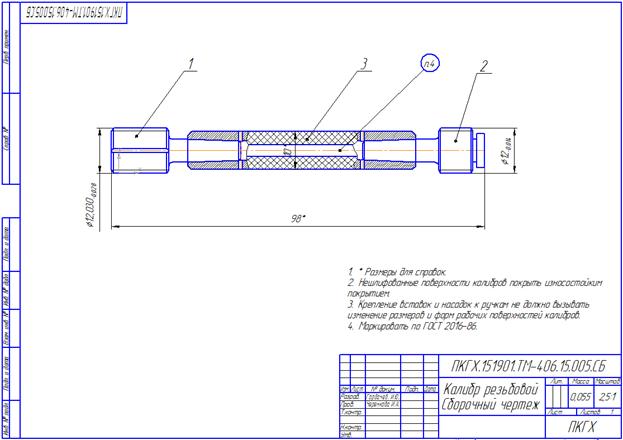
С заданием на курсовую работу был рассчитан следующий мерительный инструмент - Комплект калибров для внутренней резьбы М12-7H
1.Резьбовой проходной калибр-пробка ПР.
Профиль резьбы - полный; контролирует приведенный средний и наружный диаметры гайки. Гайка годна, если проходной калибр-пробка ПР свободно ввинчивается в нее.
2. Резьбовой непроходной калибр-пробка НЕ.
Профиль резьбы - укороченный; контролирует только средний диаметр гайки. Гайка годна, если непроходной калибр-пробка НЕ ввинчивается в нее не более чем на два витка.
3.Гладкий проходной калибр-пробка ПР.
Контролирует внутренний диаметр гайки. Гайка годна, если проходкой калибр-пробка ПР свободно проходит через гайку под действием собственного веса.
4. Гладкий непроходной калибр-пробка НЕ.
Контролирует внутренний диаметр гайки. Гайка годна, если непроходной калибр-пробка НЕне проходит через гайку под действием собственного веса.
1. Определение предельных размеров резьбы изделия – гайки.
1.1. Определение шага резьбы. В данном случае резьба с мелким шагом 1,75 мм.
1.2. Определение номинальных диаметров гайки
D – номинальный наружный диаметр гайки – 12,0 мм
D2 = D – 1 + 0,350 (ф.1)
D2= 12,0 – 1,0 + 0,350 = 11,350 мм
D1= D – 2 + 0,917 (ф.2)
D1 =12,0 – 2,0 + 0,917 = 10,917 мм
Расчет исполнительных размеров калибров.
2.1. Расчет среднего диаметра калибра пробки
2.1.1. Расчет среднего диаметра d2 проходной калибра- пробки
d2ПР = (D2 + EiD2 + ZPL) ± ТPL/2 (ф.3)
где D2 – номинальный средний диаметр гайки
EiD2 – основное отклонение среднего диаметра гайки; EiD2 = 0
ТPL— допуски наружного и среднего диаметров резьбового проходного и непроходного калибров пробок в зависимости от TD2 - допуска на средний диаметр гайки D2;
При TD2 = 190 мкм (таб. 3.33 стр.233 [1]) ТPL= 11 мкм
ZPL—расстояние от середины поля допуска величины ТPL резьбового проходного калибра-пробки до проходного (нижнего) предела среднего диаметра внутренней резьбы в зависимости от TD2 -допуска на средний диаметр гайки D2;
При TD2 = 190 мкм (таб. 3.33 стр.233 [1]) ZPL= 12 мкм
d2ПР =(11,350 + 0 + 0.012) ± 0.011/2 = 11,362 ± 0.011/2 мм
Исполнительный размер среднего диаметра проходной пробки, проставляемый на чертеже 11.367-0.011
2.1.2. Расчет среднего диаметра d2 непроходной калибра- пробки
d2НЕ = (D2 + EiD2 + ТD2 + ТPL/2) ± ТPL/2 (ф.4)
где ТD2 – допуск среднего диаметра гайки; ТD2 = 0.190 мкм
d2НЕ = (11,350 + 0 + 0.190 + 0.011/2) ± 0.011/2 = 11.5455 ± 0.011/2 мм
Исполнительный размер среднего диаметра непроходной пробки, проставляемый на чертеже 11.551-0.011
2.1.3. Наименьший размер среднего диаметра изношенного проходного калибра-пробки
d2ПРизн= D2 + EiD2 + ZPL - WGO (ф.5)
где WGO— величина средне-допустимого износа резьбовых проходных калибров-пробок и калибров-колец; WGO= 17.5 мкм (таб.8.6.. стр. 263 [2])
d2ПРизн= 11,350 + 0 + 0.012 – 0.0175 = 11,3445 мм
2.1.4. Наименьший размер среднего диаметра изношенного непроходного калибра-пробки
d2НЕизн= D2 + EiD2 + ТD2 + ТPL/2 - WNG (ф.6)
где WNG — величина средне-допустимого износа резьбовых непроходных калибров-пробок и калибров-колец; WNG = 11.5 мкм (таб.8.6.. стр. 263 [2])
d2НЕизн= 11,350 + 0 + 0.190 + 0.011/2 – 0, 0115 = 11,534 мм
2.2. Расчет наружного диаметра d калибра – пробки
2.2.1. Расчет наружного диаметра d проходного калибра – пробки
dПР= (D+ EiD + ZPL) ± ТPL (ф.7)
dПР= (12.0+ 0 + 0.012) ± 0.011 = 12,012 ± 0.011 мм
Исполнительный размер наружного диаметра проходного калибра- пробки, проставляемый на чертеже 12.023-0..022
2.2.3. Расчет наружного диаметра d непроходного калибра – пробки
dНЕ= (D2 + EiD2 + ТD2 + ТPL/2 + 2 F1) ± ТPL (ф.8)
где F1— высота головки витка, F1= 0,1P (ф.9)
F1 = 0.1×1,75 =0.175мм
dНЕ= (11,350 + 0 + 0.190 + 0.011/2 + 2 ×0.175) ± 0.011 = 11,8955 ± 0.011 мм
Исполнительный размер наружного диаметра непроходного калибра - пробки, проставляемый на чертеже 11,906-0..022
3. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ






