Рабочим местом называется определенный участок производственной площади цеха, отделения, участка или мастерской, закрепленный за данным рабочим (или бригадой рабочих) и предназначенный для выполнения определенной работы.
Каждое рабочее место оснащается комплектом организационно-технических устройств — оргтехоснасткой, которая должна обеспечить: удобства работающему при выполнении закрепленной за ним работы и безопасность труда; рациональное построение трудового процесса и физиологически правильную рабочую позу; рациональное размещение и строгий порядок хранения инструментов, приспособлений, заготовок, готовой продукции и т. п., а также поддержание чистоты и порядка на рабочем месте.
Для лучшей освещенности и более экономного расходования электроэнергии используется люминесцентное освещение, обладающее многими преимуществами по сравнению с лампами накаливания. Люминесцентные лампы в 3—4 раза превышают светоотдачу по сравнению с лампами накаливания. Срок их службы достигает 3000 часов против 1000 часов ламп накаливания.
Люминесцентные лампы изготавливаются следующих типов: дневного света —ДС, белого света — БС, холодного белого света — ХБС, теплого белого света — ТБС. Лампы белого света наиболее распространены. Их световая отдача на 10—20% выше, чем у других люминесцентных ламп. При недостаточном естественном освещении целесообразно применение люминесцентных ламп, так как совместное действие естественного света и люминесцентных ламп не производит впечатления смешанного света.
Рабочее место слесаря организуется в зависимости от содержания производственного задания и типа производства (единичное, серийное, массовое). Однако большинство рабочих мест оборудуется, как правило, слесарным верстаком, на котором устанавливают и закрепляют тиски (рисунок 1).

1 - каркас; 2 – столешница; 3 – тиски; 4 – защитный экран; 5 – планшет для чертежей; 6 – светильник; 7 – полочка для инструмента; 8 – планшет для рабочего инструмента; 9 – ящики; 10 – полка; 11 – сидение.
Рисунок 1 – Одноместный слесарный верстак
Конструкция верстака, его устойчивость и прочность, оснащенность рабочего места различными приспособлениями, механизирующими ручной труд, непосредственно сказываются на производительности труда слесаря. Верстак должен быть удобен для работы: каркас верстака изготовляют, как правило, металлическим, столешницу (крышку верстака) — из досок толщиной 40—50 мм. Такая столешница не прогибается и не дрожит во время работы. Сверху она покрывается кровельным железом или фанерой. Со всех сторон столешницы крепятся деревянные планки-бортики, препятствующие падению с верстака мелких предметов. Под столешницей верстака устанавливаются выдвижные ящики для хранения в определенном порядке инструмента и вспомогательных материалов. Высота верстака 750—900 мм, длина 1000— 1200 мм, ширина 700—800 мм. Слесарные верстаки изготовляются одноместные, как показано на рисунке 1, и многоместные.
Особенно удобны одноместные верстаки с регулируемой высотой ножек, которые при необходимости позволяют устанавливать верстак по росту слесаря.
Верстаки ограждаются проволочной сеткой, натянутой на раму, для предохранения работающих от попадания стружки, разлетающейся во время рубки металла.
Тиски служат для закрепления обрабатываемых заготовок или деталей и являются составной частью оборудования рабочего места слесаря. Применяют тиски стуловые, параллельные и ручные.

|
| а – общий вид; б – схемы закрепления заготовок
Рисунок 2 – Стуловые тиски
|
Стуловые тиски служат для выполнения тяжелых работ, сопровождающихся сильными ударами (рубка, гибка, клепка и др.). Они состоят из неподвижной 3 и подвижной 4 губок (рисунок 2,а). При вращении зажимного винта 5 подвижная губка 4 перемещается и зажимает деталь; при вывинчивании винта 5 под действием пружины 6 подвижная губка отходит и освобождает деталь. Крепление стуловых тисков к верстаку производят планкой (лапками) 2, а для большей устойчивости неподвижная губка 3 имеет удлиненный стержень 7, который прикрепляется к ножке верстака.
Подвижную и неподвижную губки стуловых тисков отковывают из конструкционной углеродистой стали. На рабочие части губок наваривается накладка из инструментальной стали марок У7, У8 или укрепляются на винтах специальные пластины 8 (накладные губки, рисунок 2,6). Рабочие поверхности этих пластин насекаются крестообразной насечкой и закаливаются.
Стуловые тиски отличаются простотой конструкции и высокой прочностью. Однако они не лишены и недостатков: рабочие поверхности губок не во всех положениях параллельны друг другу, что снижает точность обработки; тонкие заготовки зажимаются только верхними краями губок, толстые же — только нижними (рисунок 2,6), что не обеспечивает достаточной прочности закрепления и др.
Параллельные слесарные тиски разделяются на поворотные и неповоротные. В этих тисках подвижная губка при вращении винта перемещается, оставаясь параллельной неподвижной губке, отчего тиски и получили название параллельных.
В слесарном деле широко распространены параллельные поворотные слесарные тиски (рисунок 3). Они состоят из плиты-основания и поворотной части 2, подвижной 3 и неподвижной 4 губок. Параллельность перемещения подвижной губки обеспечивается направляющей призмой 5 и осуществляется с помощью ходового винта 6 и гайки 7.

Рисунок 3 – Параллельные поворотные тиски
По круговому Т-образному пазу 8 перемещается болт с гайкой 10; с помощью рукоятки 12 можно прижать поворотную часть 2 к плите-основанию 1 тисков под определенным углом. При освобождении болта 11 поворотную часть можно поворачивать вокруг оси 9 для установки на требуемый угол.
Подвижную и неподвижную губки, а также поворотную часть параллельных слесарных тисков отливают из серого чугуна; ходовой винт, болты и другие детали делают из конструкционной углеродистой стали. Для продления срока службы губок и увеличения прочности зажима заготовок в процессе обработки рабочие части (накладные губки) изготовляют из инструментальной стали (марки У8) с крестообразной насечкой, после закалки их прикрепляют к основным губкам винтами.
Тиски на столешнице верстака укрепляются болтами через отверстия лапок плиты-основания 1. Размеры слесарных тисков определяются шириной их губок, которая составляет для поворотных тисков 80, 100, 120 и 140 мм, и раскрытием (разводом) их — 65, 100, 140 и 180 мм.
Пневматические тиски обеспечивают быстрый и надежный зажим деталей с постоянным усилием без применения физической силы.
Пневматические тиски с клиновым зажимом установлены на основании 1 (рисунок 4) пневматической подставки; в ней профрезерован кольцевой Т-образный паз 5, в который головками входят болты, закрепляющие тиски з нужном положении. Тиски состоят из подвижной 3 и неподвижной 4 губок, пневматической камеры с резиновой мембраной 11 и нажимным диском 9, подающего штока 10 и клиновой передачи, в которую входят клин 5 и фигурная гайка 6.

Рисунок 4 – Пневматические тиски с клиновым захватом
Губки тисков раздвигаются вручную винтом 2 на расстояние от 0 до 120 мм, а также при помощи пневматического крана, включаемого от руки или ножной педалью; пневматический привод раздвигает губки тисков на 6 мм. При зажиме детали винтом 2 устанавливают расстояние между губками по размеру детали, после этого подают сжатый воздух в пневматическую камеру под мембрану 11. Воздействуя на мембрану, сжатый воздух поднимает вверх нажимной диск 9 с подающим штоком 10 и клином 5; своим скосом клин перемещает фигурную гайку 6 и зажимной винт 2 с подвижной губкой 3 на 6 мм и закрепляет деталь. Для освобождения детали следует повернуть рукоятку ручного крана или отпустить ножную педаль, в результате сжатый воздух из пневматической камеры выйдет в атмосферу. Пружина 7 отодвинет фигурную гайку 6 и через винт 2, переместив подвижную губку 5, освободит деталь.
Пневматические тиски изготовляют также с диафрагменным зажимом и других конструкций с различным усилием зажима. Тиски, как и другое оборудование, требуют тщательного ухода и бережного отношения. Не рекомендуется, зажимать широкие детали при очень большом разведении губок, так как это вызывает искривление ходового винта, а следовательно, и преждевременный износ тисков. При опиливании всегда нужно стараться зажать деталь так, чтобы оставалось еще около трети невывинченного ходового винта. Не следует также зажимать деталь очень низко, так как при этом напильник может задевать губки тисков и портить их. Внутренние поверхности губок тисков для более сильного захвата зажимаемой детали снабжаются насечкой, которая оставляет след на поверхности детали. Чтобы избежать этого, на губки тисков надевают специальные накладки (нагубники), изготовляемые самим слесарем из кровельного железа, листовой меди, алюминия, свинца или дерева. Для этого необходимо из листа мягкой стали, меди или алюминия вырезать две пластины, ширина которых, должна быть равна ширине губок, а длина должна быть равна двойной высоте насеченной поверхности губок. Зажав эти пластины в тисках на половину длины, легкими ударами молотка пригибают выступающие концы к наружным скосам губок.
При креплении детали в тисках необходимо располагать ее так, чтобы поверхность губок была использована полностью, и не допускать частичного зажима лишь краями губок, так как в этом случае губки перекашиваются и не могут достаточно прочно удержать деталь.
Очень важное значение имеет правильный выбор высоты тисков по росту работающего. Для выполнения опиловочных работ правильность установки параллельных или пневматических тисков по высоте необходимо проверять путем постановки локтя руки на губки тисков так, чтобы концы выпрямленных пальцев касались подбородка. У стоящего слесаря локоть правой руки, согнутый под углом 90°, должен находиться на уровне губок тисков. При неправильной установке тисков локоть окажется или опущенным вниз, или поднятым вверх.
При работе на стуловых тисках высота их устанавливается так: руку ставят локтем на губки тисков, при этом кулак должен касаться подбородка. Несоблюдение этого правила приводит к преждевременной утомляемости работающего, а также к снижению точности опиливания параллельных плоскостей и плоских поверхностей, сопрягаемых под углом 90°. Так, на высоко установленных тисках раньше спиливается передняя часть, а на низко установленных спиливается более удаленная часть обрабатываемой детали.
В ряде слесарных мастерских, как уже указывалось, применяются одноместные верстаки, снабженные вмонтированными в ножки верстака винтами, с помощью которых регулируется высота установки верстака и тисков по росту работающего.
Ручные тиски применяются для закрепления мелких деталей, требующих частого поворачивания в процессе опиливания (рисунок 5), или при сверлении, когда размер детали очень мал и ее неудобно держать в руке.
Ручные тиски изготовляют двух типов: с пружиной и шарнирным соединением с шириной губок 36, 40 и 45 мм (рисунок 5, а) и для мелких работ с шириной губок 6, 10 и 15 мм (рисунок 5, б).
Иногда форма детали не дает возможности зажать ее в нужном положении, например, когда требуется опилить фаску под некоторым углом. В таких случаях применяют косогубые тисочки (рисунок 5, в), в которые захватывают деталь; затем косогубые тисочки вместе с деталью зажимают в губках параллельных тисков. Для удобства одновременной обработки нескольких одинаковых деталей или тонких длинных заготовок применяют специальные струбцины (рисунок 5, г).
Ручные тиски изготовляют из качественной конструкционной углеродистой стали марок 45 и 50; для пружин используют инструментальную углеродистую сталь марки У7 или сталь марки 65Г. Допускается изготовление пружин из стали марок 60—70.
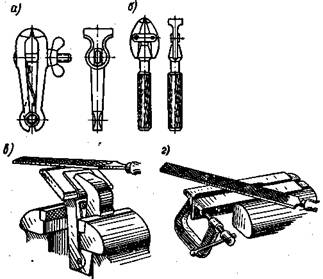
а и б – ручные слесарные тиски; в и г – примеры применения косогубых тисков и струбцин
Рисунок 5 – Закрепление деталей в ручных и струбцинах
Организация рабочего места
В целях экономии движений и устранения ненужных поисков предметы на рабочем месте делят на предметы постоянного и временного, пользования, за которыми постоянно закреплены места хранения и расположения.
На рабочем месте должны находиться только те предметы, которые необходимы для выполнения данного задания. Предметы, которыми рабочий пользуется чаще, кладут ближе, в зоне досягаемости рук, ограниченной в горизонтальной плоскости дугами 1 (рисунок 6, а). При работе сидя радиус дуги определяется движением согнутой в локтевом суставе руки, что составляет примерно 350 мм для каждой руки. Максимальная зона досягаемости составляет примерно 500 мм (она ограничивается дугами 2)и 600 мм с наклоном не более чем на 30° для работающего среднего роста — дугами 3(рисунок 6, а).
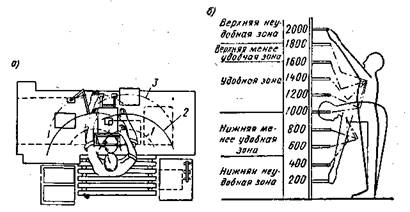
а – в горизонтальной плоскости при работе стоя и сидя;
б – в вертикальной плоскости при работе стоя
Рисунок 6 – Зоны досягаемости рук человека
Расположение предметов далее указанных пределов повлечет за собой дополнительные и, следовательно, лишние движения, большие наклоны корпуса или лишние шаги. Все это вызовет лишнюю затрату рабочего времени, увеличит утомляемость рабочего и снизит производительность труда. Зоны досягаемости рук работающего стоя (в вертикальной плоскости) приведены на рисунке 6,б. Эти зоны дают возможность, определить наиболее выгодное расположение всех предметов по отношению к росту работающего. Руководствуясь этими зонами, следует определять, на какой высоте от пола должны находиться материалы, заготовки, детали, приспособления, чтобы рабочему не приходилось низко наклоняться. Все предметы, которые приходится брать двумя руками, кладут прямо перед собой.






