Введение.
Современное развитие транспортного флота характеризуется созданием высокопроизводительных грузовых, буксирных и пассажирских судов; повышением их мощности и скорости хода; оборудованием высокоэффективными и экономичными механизмами, устройствами, системами, средствами автоматизации и механизации; стандартизацией и унификацией отдельных механизмов и судовых энергетических установок в целом.
С ростом грузоподъёмности и скорости хода судов увеличивается их энергооснащённость и мощность главных двигателей. В связи с этим судовые энергетические установки, затраты на которые составляют около 35% общей строительной стоимости судов, оказывают большое влияние на технико-эксплуатационные и экономические показатели флота. Большое значение в повышении эффективности работы речного транспорта имеет техническая эксплуатация флота; на неё приходится около 50% расходов, отнесённых на себестоимость перевозок грузов и пассажиров.
Судовая энергетическая установка состоит из комплекса оборудования (тепловых двигателей, механизмов, аппаратов, магистралей, систем), предназначенного для преобразования энергии топлива в механическую, электрическую и тепловую энергию и транспортировки её к потребителям. Указанные виды энергии обеспечивают: движение судна с заданной скоростью; безопасность и надёжность плавания; работу механизмов машинного помещения, палубных механизмов и устройств; электрическое освещение; действие средств судовождения, управления механизмами, сигнализации и автоматики; общесудовые и бытовые нужды экипажа и пассажиров; выполнение различных производственных операций на транспортных судах, судах технического флота и специального назначения.
Судовая энергетическая установка должна удовлетворять следующим основным технико-экономическим и эксплуатационным требованиям:
– быть экономичной, т. е. строительная стоимость и эксплуатационные затраты на неё должны быть оптимальными;
– ГСЭУ должна обеспечивать заданную скорость хода судна, обладать достаточными маневренными качествами на всех режимах его движения и иметь высокий моторесурс;
– снабжать потребителей различными видами энергии и холодом при высокой экономичности процессов превращения тепловой энергии в механическую и электрическую;
– процессы управления и регулирования должны быть автоматизированы;
– быть надёжной, т. е. иметь оптимальную вероятность безотказной работы, требовать минимальное время на устранение неисправностей и сохранять работоспособность в аварийных ситуациях;
– при работе не оказывать вредного воздействия на обслуживающий персонал, пассажиров и не загрязнять окружающую среду;
– иметь малые габариты и массу.
В качестве главных и вспомогательных двигателей в ДЭУ применяются поршневые ДВС – дизели, работающие по отрытому циклу.
Дизельные энергетические установки получили широкое распространение на судах различного назначения вследствие ряда положительных особенностей:
– возможности создания большого диапазона агрегатных мощностей на базе стандартных типоразмеров цилиндров;
– доступности использования различных типов передач;
– сравнительно высокой экономичности;
– относительной простоты автоматизации управления.
На речных транспортных судах новой постройки в качестве главных и вспомогательных двигателей устанавливают исключительно дизели.
На речном флоте в большинстве случаев в качестве главных применяют четырёхтактные дизели с наддувом, реверсивные среднеоборотные и нереверсивные повышенной оборотности.
В качестве вспомогательных обычно устанавливаются четырёхтактные дизели без наддува повышенной оборотности.
Широкому распространению дизелей в СЭУ способствует непрерывное улучшение их технико-экономических показателей путём совершенствования наддува и рабочего процесса, применения тяжёлых сортов топлива, использования двухконтурной системы охлаждения, повышения надёжности и моторесурса, автоматизации процессов управления, контроля и диагностирования.
Дальнейшее повышение экономичности судовых дизелей в основном должно происходить за счёт утилизации теплоты выпускных газов и охлаждающей дизель воды. Теплота, получаемая в утилизационном котле, работающем на выпускных газах, и охлаждающей дизель воды может быть использована в системе теплоснабжения судна или для получения искусственного холода. На теплоходах с большими агрегатными мощностями, работающих длительное время на постоянном режиме и потребляющих большое количество электроэнергии, пар, получаемый в утилизационных котлах, можно использовать в паровой турбине турбоэлектрогенератора.
Повышение экономичности ДЭУ тесно связано с увеличением уровня их надёжности и ресурса. Поэтому на перспективу предусматривается увеличение ресурса дизелей, приближение сроков службы дизеля к срокам службы судна, резкое увеличение сроков службы до первой переборки, сроков необслуживаемой работы, что позволит значительно снизить затраты на техническое обслуживание и ремонт.
Эффективное использование ДЭУ, надёжная их эксплуатация и высокая производительность труда обслуживающего персонала обеспечиваются комплексной автоматизацией установки. Автоматизированные ДЭУ с безвахтенным обслуживаем получили широкое распространение на судах речного флота.
Краткое описание.
Расчет траверс.
Одно из важных назначений траверсы при монтаже тонкостенных аппаратов – воспринимать возникающие сжимающие усилия и изгибающие моменты, чтобы не допустить деформацию поднимаемого аппарата.
Обычно траверса представляет собой балку, изготовленную из одиночных двутавров, швеллеров или стальных труб различных размеров. Иногда траверсу изготавливают из парных двутавров или швеллеров, соединенных стальными пластинами, или стальных труб, усиленных элементами жидкости.
При подъеме оборудования несколькими кранами разной грузоподъемности применяют уравновешивающие или балансирные траверсы, имеющие разные плечи.
Траверса работает на изгиб и на сжатие. Масса траверсы составляет незначительную долю от массы поднимаемого груза (как правило, не более
1 %), поэтому в практических расчетах изгибающим моментом в траверсе и прогибом от ее собственной массы можно пренебречь.
1. Определяем нагрузку, действующую на траверсу:
Р= 10 G о К п К д = 10·58.7·1,1·1,1=710.27 кН.
где  - масса механизма;
- масса механизма;
 - коэффициент перегрузки (
- коэффициент перегрузки ( );
);
 - коэффициент динамичности (
- коэффициент динамичности ( );
);
2. Изгибающий момент в траверсе находим по формуле
М=  кН·см
кН·см
где  – плечо траверсы;
– плечо траверсы;
3. Требуемый момент сопротивления поперечного сечения траверсы рассчитываем следующим образом:
W тр =  3979.10 см3.
3979.10 см3.
где m – коэффициент условий работы (для грузозахватного приспособления  )
)
R – Сопротивления металла (для стали класса С 38/23  )
)
Если принять конструкцию балки траверсы состоящей из двух двутавров, соединенных стальными пластинами сваркой, то этому условию удовлетворяют два двутавра № 40 с моментом сопротивления Wх= 2560 см3
Таким образом момент сопротивления сечения траверсы в целом составит:
Wх= 2 Wхд= 2·2560=5120см3; причем Wх>W тр.
Анализ способа монтажа
В процессе установки блока №1 необходимо одновременно обеспечить: соосность коленчатого вала и валопровода; плоскостность базовой поверхности рамы; оптимальное положение коленчатого вала в рамовых подшипниках.
Центровку блока по плазовым точкам А и Б теоретической оси валопровода выполняют оптическим методом.
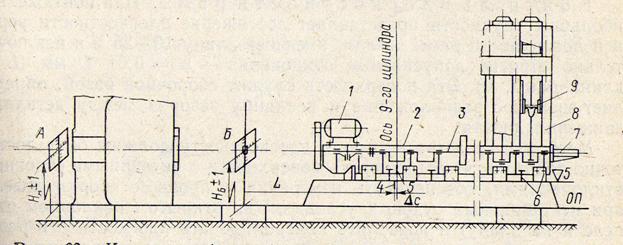
Рис. 4 Центровка блока фундаментная рама- коленчатый вал дизеля типа ДКРН
Оптический прибор 7 устанавливают с носового конца полого коленчатого вала 3, вращение которого осуществляется валоповоротным устройством 1. Положение блока по длине судна определяют путем совмещения рисок 5, нанесенных на раме по оси кормового цилиндра, с рисками 4 на фундаменте. Допуски на центровку те же, что при агрегатном монтаже двигателя. Раму 2 перемещают отжимными болтами 6.
Центровку дизеля по оси валопровода и контроль его положения в процессе сборки удобно выполнять с применением измерительных устройств типа «оптическая струна»: визирной трубы ДП-477 или ДП-725 и марок с точечным источником света.
Плазовые точки А и Б материализуют базовым маркам 2 и 7 (рис.4) и дополнительно по теоретической оси валопровода на шергенях устанавливают выносные марки 3 и 6. На торцах коленчатого вала дизеля крепят марки 4 и 5. Визирные трубы 1 и 8 центруют по маркам 2 и 3 с кормы и по маркам 6,7 – с носа дизеля. Контроль соосности блока или собранного дизеля относительно оси валопровода сводится к наблюдению в объективе прибора за положением светящейся точки каждой марки коленчатого вала. При необходимости производится корректировка положения дизеля с помощью отжимных устройств 9. Контрольные проверки производят после установки картерных стоек, блоков цилиндров и затяжки анкерных связей.
3.Технические требования.
3.1 Технические требования к погрузке дизелей.
До погрузки ДВС в корпус судна должна быть сделана проверка с целью выявления дефектов, что препятствуют правильной установке ДВЗ. Опорная поверхность фундамента должна быть очищена от смазки, для консервации, и следов ржавчины. Выявленные дефекты стоит устранить.
Узлы и детали, что препятствуют установке погружающего приспособления ДВС, должны быть сняты соответственно требованиям инструкции по эксплуатации ДВС. Снятые детали должны быть замаркерованы, законсервированные и сданы на сохранение.
Конструкции приспособления для погрузки ДВС, а также инструкция их установки должны быть согласованный с предприятием-поставщиком.
Стропование ДВС для погрузки необходимо делать по схеме, разработанной предприятием-поставщиком.
Перед погрузкой ДВС на судно, что находится на стапеле, необходимо нагрузить корпус нагрузками, что опережают деформацию.
Перед погрузкой ДВС их нижние опорные поверхности и поверхности фланцев должны быть очищены и осмотрены; выявленные заусенецы и выбоины стоит устранить.
ДВС необходимо устанавливать на судовые фундаменты на временных деревянных прокладках, толщина которых должна равняться чертежным размерам компенсирующих клиньев. Прокладки должны быть расставлены так, чтобы не препятствовать следующей установке отжимных болтов или других приспособлений для перемещения главного двигателя.
В продольном направлении двигатель должен устанавливаться посредствам мерного рельса, на котором зафиксировано расстояние соответственно чертежу от кормового торца кронштейна, яблока ахтерштевня или принятой базовой линии к кормовому торцу вала ДВС. Допускаются и другие материальные инструменты при условии обеспечения необходимой точности контроля.
После погрузки главного двигателя, погружающие приспособления стоит снять, а главные двигатели накрыть чехлами.
3.2 Технические требования, предъявляемые к фундаментам.
Фундаменты должны быть изготовлены в соответствии с ОСТ 5.0015-70 и действующей технической документацией.
Правильность установки фундаментов должна проверяться по ВОН 9-915-69 относительно теоретической оси валопровода, что задается контрольными точками, нанесенными по координатам с плаза на специальных шергенях в районе носовой и кормовой переборок машинного отделения в блоке судна.
При отсутствии дополнительных требований, отмеченных в чертеже, координаты установки фундамента должны быть выдержаны в следующих допусках:
а) не параллельность оси фундамента относительно теоретической оси валопровода в горизонтальной плоскости допускается не более 1 мм на 1 м длины фундамента. Сдвиг оси фундамента относительно теоретической оси линии вала не должно превышать ±8 мм;
б) не параллельность опорных поверхностей фундамента относительно теоретической оси линии вала в вертикальной плоскости допускается не более 1 мм на 1 м длины фундамента. При этом отклонение расстояния от опорных поверхностей фундамента к теоретической оси линии вала по высоте не должно превышать +10, -3 мм;
в) допустимое отклонение расстояния фундамента от поперечной переборки составляет ±10 мм;
Установка фундаментов должна быть принята техническим контролем и одобрена организацией, что осуществляет наблюдение.
До обработки опорных поверхностей фундамента на судне в районе расположения фундамента должны быть закончены все работы, что могут вызывать деформацию фундамента (сварка, клепка, экзамены на непроницаемость и др.).
Обработка опорных поверхностей фундамента должна быть выполнена соответственно действующей технической документации. Допускается выполнять обработку не всей опорной поверхности фундамента, а только тех участков, где будут устанавливаться компенсирующие звенья. При этом обработанный участок должен быть на 15 мм больше размера устанавливаемого компенсирующего звена из каждой ее стороны.
Проверка правильности обработки опорных поверхностей фундамента должна выполняться посредством щупа и линейки длиной не менее длины компенсирующего звена. При этом пластина щупа толщиной 0.05 мм не должна проходить между поверхностью, что проверяется, и линейкой.
При установке ДВС на пластмассе обработку опорных поверхностей фундамента делать не следует.
Края обработанных поверхностей должны быть притуплены, опорные поверхности фундамента смазаны маслом, для консервации, и защищены от механических повреждений, необработанные поверхности окрашены.
Требования к спариванию валов
Фланцы спариваемых валов должны быть развернуты относительно друг друга так, чтобы места с максимальным торцевым боем располагались через 180°.
При спаривании фланцы должны быть прицентровані один к одному в вертикальной и горизонтальной плоскостях с точностью 0,1 мм на сдвиг и 0,15 мм/м на излом. Сдвиг повинный измеряться посредством стрел при общем повороте валов, что спариваются. Излом стоит измерять щупом по разнице зазоров непосредственно между фланцами.
Отцентрованные фланцы с рознесеним торцевым боем необходимо стянуть временными болтами, после чего стоит выполнить обработку отверстий одновременно в обоих фланцах под соединительные болты.
Требования к центровке ДВС
При использовании оптического метода центрования механизмов, установку и центрования оптического прибора на фланце ДВЗ необходимо осуществлять соответственно к ОСТ 5.4078-73 или ОСТ 5.4038-71.
Главные двигатели ориентируют на судне по оси валопровода, материализованной двумя точками, координаты которых берут с плаза. Плазовые точки необходимо нанести на корпусные конструкции с точностью не менее ±1мм от размеров отмеченных в чертеже. Применяемое оптическое оснащение должно обеспечивать высокую точность измерений.
Теоретическая ось валопровода должна фиксироваться перекресткам двух линий, нанесенных на мишени. Толщина линий скрещивание мишеней t зависит от расстояния наблюдения и должна определяться по формуле:
t = 0,025×L, мм
где L - расстояние наблюдения, м.
По завершении центровки ДВс, его крепление на фундаменте и в процессе сдачи монтажа ДВС техническому контролю, производится измерение раскепов каждого кривошипа. При этом все рамовые шейки коленного вала должны прилегать к вкладышам ромовых подшипников. Раскепы необходимо измерять в 2-х плоскостях:
а) в вертикальной - при положении кривошипа в верхней (ВМТ) и нижней (НМТ) «мертвых точках»;
б) в горизонтальной - при положении кривошипа со стороны левого и правого бортов.
Прибор для измерения раскепа стоит устанавливать в местах, отмеченных предприятием-поставщиком ДВС. Разница измерений в одном кривошипе (раскеп) не должна превышать величины, установленной предприятием-поставщиком ДВС. Максимальная величина раскепов 0,12 мм
Проверка плоскости рамы производится при наличии данных ее проверки в формуляре ДВС. Способ проверки и допускаемые отклонения от прямолинейности устанавливает предприятие-поставщик ДВС.
После центровки необходимо проверить положение поршня во втулке цилиндра. Это выполняется посредством приспособления для дистанционного определения радиальных зазоров между поршнем и втулкой цилиндра. Масляный зазор между крейцкопфом и направляющими не должен превышать зазору между поршнем и цилиндром. При необходимости зазоры возобновляются путем перемещения направляющих крейцкопфа.
Требования к фиксации механизмов
Механизм необходимо устанавливать так, чтобы до узлов крепления был свободный доступ с механическим инструментом. На опорной поверхности двигателя не должно быть глухих отверстий с резьбой для его крепления вкручиванием болтов снизу наверх. В полках рамы или лапах обязательно предусматривают отверстия с резьбой для отжимных болтов вертикального перемещения при центрировании механизма. В судовом фундаменте не следует делать отверстия с резьбой для крепежных и отжимных болтов.
Конструкции подкладок должны исключать их пригон за местом и обработку фундамента.
Требования к креплению механизмов
Сверление отверстий в фундаменте под крепежные болты стоит делать по завершению центровки главного двигателя.
Установку шпилек стоит выполнять в присутствии технического контроля. После проверки стержень шпильки и стенки отверстия должны быть смазанны техническим жиром (ГОСТ 1045-73) или другой смазкой, что применяется при защите его от коррозии.
Гайки крепежных шпилек после закрепления должны впритирку прилегать к фундаменту и лапам главного двигателя. Для обеспечения этого требования допускается подрезание лап главного двигателя и полок фундамента. Глубина подрезания под головки болтов и под гайки не должна превышать 10% толщины лапы главного двигателя или полки фундамента. Шероховатость плоскости не должна быть более Rz = 80 мкм за ГОСТ 2789-73. Острые кромки отверстий должны быть притуплены.
Затяг крепежных шпилек выполняют с помощью гидравлическим домкратом. Затяг крепежных шпилек стоит делать по правилу «крест-накрест».
Величина момента затягивания крепежных болтов должна быть отмечена в установочном чертеже соответственно требованиям предприятия-поставщика двигателя.
После затягивания пластина щупа толщиной 0,05 мм не должна проходить под гайку шпильки. В глубь узла соединения щуп не должен проходить более чем на 10% длины подкладки (в отдельных местах).
Все гайки крепежных шпилек должны быть обеспечены от самоотвинчивания постановкой контрогаек или другими стопорными средствами. Для стопора гаек чаще всего используют корончатую гайку.
Крепежные шпильки и гайки должны быть защищены покрытиями.
По окончанию установки главного двигателя на компенсирующих клиньях, работы должны быть предъявлены техническому контролю.
Таблица №1 Технологический процесс монтажа.
| №
| Содержание операции
| Инструменты и приспособления
| Требования
|
| Подготовка монтажных баз
|
|
| Установить мишени, что материализуют положение пазовых точек оси валопровода
| Шергер, мишени, шланговый уровень, рулетка
| Мишени установить с точностью ± 1 мм от базовых плоскостей суда
|
|
| Проверить положение опорных поверхностей под фундаментную раму дизеля
| Струна с натяжным устройством, стальная рулетка
| —
|
|
| Зачистить фундамент от ржавчины, окалины и других включений
| Пневматическая машина со шлифовальним кругом
| Зачистка к металлическому блеску
|
|
| Визуально проверить наличие разметочных черточек на фундаменте
| —
| Установочная черточка – параллельная плоскости мидельшпангоута
|
|
| Расконсервировать опорную поверхность двигателя
| Ветошь, керосин
| Опорная поверхность остова должна быть без повреждений
|
|
| Снять упорный вал
| Гаечные ключи
|
|
|
| Выполнить спаривание упорного вала и промежуточного вала валопровода
| І.ч.т.
| Фланцы должны быть развернуты относительно друг друга так, чтобы места с максимальным торцевым боем располагались через 180°
|
|
| Развернуть фланцы относительно друг друга на 180°
|
|
|
|
| Устранить торцевой бой
| Фиксирующая шайба
|
|
|
| Стянуть фланцы временными болтами, обработать отверстия обоих фланцев
| Гаечные ключи
|
|
|
| Погрузить упорный вал на двигатель
| Кран
|
|
|
| Соединить упорный и коленчатый вал
| Ключи
|
|
| Нагрузка
|
|
| Установить деревянные подкладки
|
|
|
|
| Установить отжимные приспособления
| Ключи
| —
|
|
| Снять детали и арматуру, что мешают погрузке
| Гаечные ключи
| —
|
|
| Расконсервировать опорные поверхности и исходный фланец двигателя. Проверить их состояние.
| Ветошь, керосин
| Опорная поверхность должна быть чистой, без механических повреждений
|
|
| Погрузить двигатель
| Кран, гаечные ключи
| погрузку выполнять такелажникам под наблюдением мастера монтажных работ
|
|
| Установить детали и арматуру, снятые при нагрузке
| Гаечные ключи
| —
|
| Базирование ГД
|
|
| Поднять двигатель, установить его соответственно координатам чертежа
| Гидропакет, отжимные приспособления
| —
|
|
| Нагрузить корпус судна нагрузками, что имитируют поддержку судна на воде
| Специальные приспособления
| —
|
|
| Установить кронштейн и прибор для центрирования двигателя по теоретической осе
| Гаечные ключи
| —
|
|
| Установить вспомогательные мишени так, чтобы их перекестия совпадали с перекрестиями прибора
| Гаечные ключи
| Погрешность не должна превышать толщину линии мишени
|
|
| Отцентровать прибор по оси вращения вала двигателя в верт. и гор. положении.
| Прибор для центрования
| —
|
|
| Проверить центровку ГД по теоретической осе
| Нивелир, штихмасс
| —
|
|
| Проверить не плоскость рамы двигателя
| Оптический уровень
| Допускаеми отклонения устанавливаются предприятием-поставщиком
|
|
| Проверить раскепы кривошипов коленвала и привести их в соответствие с техническими нормами
| Роскепник
| Допуск [0,1 – 0,12мм]
|
|
|
|
| Определить толщину подкладок и вложить их
| Метр стальной
|
|
| Крепление двигателя на фундаменте
|
|
| Снять отжимные приспособления
| Гаечные ключи
| Отвернуть болты через 24 ч. (t>16 °C) после установления подкладок на место
|
|
| Через отверстия в фундаментной раме сделать сверление отверстий в судовом фундаменте и расточить их
| Сверлильная машина УСМ-50
| —
|
|
| Завести шпильки с самоустанавливающими шайбами и гайками
| —
| —
|
|
| Установить удлинительные втулки
| —
| —
|
|
| Установить круглые гайки
| —
| —
|
|
| Обжать шпильки
| Гидродомкрат, щуп
| Щуп 0,05 мм не должен проходить под гайку болта
|
|
| Проверить центрование деталей движения
|
|
|
|
| Проверить зазор между поршнем и втулкой цилиндра
| Приспособление для дистанционного определения радиальных зазоров
|
|
|
| Проверить зазор между крейцкопфом и направляющими
| Приспособление для дистанционного определения радиальных зазоров
|
|
|
| Проверить затягивание анкерных связей и затянуть на одинаковую величину
| Гидродомкрат
| —
|
| Технический контроль
|
|
| Правильность положения двигателя на судне
|
|
|
|
| Качество узлов крепления
|
| —
|
|
| Отсутствие деформаций двигателя
|
| Значение реперних ординат и роскепов должны быть в допустимых границах
|
|
| Сдать монтаж главного двигателя ОТК и представителю Регистра
|
| —
|
| Окрашивание
|
|
| Окрасить крепление, компенсирующие звенья свинцовым суриком
| Мерные емкости, кисть
| —
|
Заключение
В данной курсовой работе был разработан технологический процесс монтажа крупногабаритного дизельного двигателя типа 9ДКРН 50/110 на лесовоз «проекта 596» неограниченного района плавания.
В ходе проведения расчетов и анализа процесса монтажа был сделан вывод, о том, что внедрение поставки дизелей крупными блоками и узлами, а также применение методов монтажа, исключающих влияние деформаций корпуса судна, приводят к значительному сокращению цикла и трудоемкости установки дизеля на судне.
Разработка технологического процесса монтажа велась с учетом обеспечения высокого качества, гарантирующего долговечность и надежность эксплуатации дизеля, а также с соблюдением всех требований нормативных документов, регламентирующих определенные процессы.
Список используемой литературы
1.Крыница М.Н., Раздрогин Ю.В., Якушин И.А. Оснастка для судовых монтажных работ: Справочник. – 2-е изд., перераб. и доп.- Л.: Судостроение, 1988. – 376 с.
2.Кравченко В. С. Монтаж судовых энергетических установок - Л.: Судостроение, 1975. 250с.
3.Рохлин А.Г. Технология производства судовых дизелей.- Л.: Судостроение 1968. – 340с.
4.Егоров М.Е., Дементьев В.И., Дмитриев В.Л. Технология машиностроения. Москва 1976. – 526с.
5.Пираниан Б.Н., Баранов В.В. Технология монтажа и ремонт судовых энергетических установок
Введение.
Современное развитие транспортного флота характеризуется созданием высокопроизводительных грузовых, буксирных и пассажирских судов; повышением их мощности и скорости хода; оборудованием высокоэффективными и экономичными механизмами, устройствами, системами, средствами автоматизации и механизации; стандартизацией и унификацией отдельных механизмов и судовых энергетических установок в целом.
С ростом грузоподъёмности и скорости хода судов увеличивается их энергооснащённость и мощность главных двигателей. В связи с этим судовые энергетические установки, затраты на которые составляют около 35% общей строительной стоимости судов, оказывают большое влияние на технико-эксплуатационные и экономические показатели флота. Большое значение в повышении эффективности работы речного транспорта имеет техническая эксплуатация флота; на неё приходится около 50% расходов, отнесённых на себестоимость перевозок грузов и пассажиров.
Судовая энергетическая установка состоит из комплекса оборудования (тепловых двигателей, механизмов, аппаратов, магистралей, систем), предназначенного для преобразования энергии топлива в механическую, электрическую и тепловую энергию и транспортировки её к потребителям. Указанные виды энергии обеспечивают: движение судна с заданной скоростью; безопасность и надёжность плавания; работу механизмов машинного помещения, палубных механизмов и устройств; электрическое освещение; действие средств судовождения, управления механизмами, сигнализации и автоматики; общесудовые и бытовые нужды экипажа и пассажиров; выполнение различных производственных операций на транспортных судах, судах технического флота и специального назначения.
Судовая энергетическая установка должна удовлетворять следующим основным технико-экономическим и эксплуатационным требованиям:
– быть экономичной, т. е. строительная стоимость и эксплуатационные затраты на неё должны быть оптимальными;
– ГСЭУ должна обеспечивать заданную скорость хода судна, обладать достаточными маневренными качествами на всех режимах его движения и иметь высокий моторесурс;
– снабжать потребителей различными видами энергии и холодом при высокой экономичности процессов превращения тепловой энергии в механическую и электрическую;
– процессы управления и регулирования должны быть автоматизированы;
– быть надёжной, т. е. иметь оптимальную вероятность безотказной работы, требовать минимальное время на устранение неисправностей и сохранять работоспособность в аварийных ситуациях;
– при работе не оказывать вредного воздействия на обслуживающий персонал, пассажиров и не загрязнять окружающую среду;
– иметь малые габариты и массу.
В качестве главных и вспомогательных двигателей в ДЭУ применяются поршневые ДВС – дизели, работающие по отрытому циклу.
Дизельные энергетические установки получили широкое распространение на судах различного назначения вследствие ряда положительных особенностей:
– возможности создания большого диапазона агрегатных мощностей на базе стандартных типоразмеров цилиндров;
– доступности использования различных типов передач;
– сравнительно высокой экономичности;
– относительной простоты автоматизации управления.
На речных транспортных судах новой постройки в качестве главных и вспомогательных двигателей устанавливают исключительно дизели.
На речном флоте в большинстве случаев в качестве главных применяют четырёхтактные дизели с наддувом, реверсивные среднеоборотные и нереверсивные повышенной оборотности.
В качестве вспомогательных обычно устанавливаются четырёхтактные дизели без наддува повышенной оборотности.
Широкому распространению дизелей в СЭУ способствует непрерывное улучшение их технико-экономических показателей путём совершенствования наддува и рабочего процесса, применения тяжёлых сортов топлива, использования двухконтурной системы охлаждения, повышения надёжности и моторесурса, автоматизации процессов управления, контроля и диагностирования.
Дальнейшее повышение экономичности судовых дизелей в основном должно происходить за счёт утилизации теплоты выпускных газов и охлаждающей дизель воды. Теплота, получаемая в утилизационном котле, работающем на выпускных газах, и охлаждающей дизель воды может быть использована в системе теплоснабжения судна или для получения искусственного холода. На теплоходах с большими агрегатными мощностями, работающих длительное время на постоянном режиме и потребляющих большое количество электроэнергии, пар, получаемый в утилизационных котлах, можно использовать в паровой турбине турбоэлектрогенератора.
Повышение экономичности ДЭУ тесно связано с увеличением уровня их надёжности и ресурса. Поэтому на перспективу предусматривается увеличение ресурса дизелей, приближение сроков службы дизеля к срокам службы судна, резкое увеличение сроков службы до первой переборки, сроков необслуживаемой работы, что позволит значительно снизить затраты на техническое обслуживание и ремонт.
Эффективное использование ДЭУ, надёжная их эксплуатация и высокая производительность труда обслуживающего персонала обеспечиваются комплексной автоматизацией установки. Автоматизированные ДЭУ с безвахтенным обслуживаем получили широкое распространение на судах речного флота.
Краткое описание.
Краткое описание монтируемого механизма и узлов его крепления.
В данной курсовой работе монтируемым механизмом на морской лесовоз «проекта 596» был выбран дизель типа 9ДКРН 50/110 Брянского машиностроительного завода – это двухтактный, крейцкопфный, реверсивный двигатель с наддувом.
Характеристики двигателя: 9-ти цилиндровый, диаметр цилиндра – 50 мм, ход поршня- 110 мм, мощность 5200 л.с.
Тип судна: теплоход, лесовоз, ледового класса с неограниченным районом плавания. Назначение судна – перевозка круглого леса, лесоматериалов и зерна.
Остов двигателя состоит из фундаментной рамы, стоек картера, ресивера продувочного воздуха, блока и крышек цилиндров. Стойки картера соединяются шпильками с фундаментной рамой, а блок цилиндров, ресивер продувочного воздуха и верхняя часть стоек картера - анкерными болтами. Крышки цилиндров крепятся к блоку шпильками. Фундаментная рама двигателя сварная из стальных листов, состоит из двух секций, которые соединены между собой. В гнездах поперечных балок рамы расположено место для рамовых подшипников.
Крышки рамовых подшипников крепятся к раме четырьмя шпильками. Вкладыши подшипников стальные, разъемные, залитые баббитом. На задней секции фундаментной рамы установлен упорно - опорный подшипник. К стойкам картера прикрепленные болтами чугунные направляющие крейцкопфов. Строповочные узлы отмечены в технической документации по эксплуатации двигателя.
Фундамент главного двигателя представляет собой утолщенный лист второго дна с опорными горизонтальными полосами, на которые устанавливается фундаментная рама двигателя.








