Для исследования и оптимизации процессов механической обработки металлов резанием будем использовать программный комплекс Deform-3D (рис. 6) и его модуль Maсhining (рис. 7).

Рис. №6. Главное окно САПР ТП Deform-3D

Рис. №7. Модуль Machining
В САПР ТП Deform 3D, использующей метод конечных элементов (МКЭ), применяются следующие типы конечных элементов (табл. №1).
Таблица №1
| 2D
| 3D
|
| 4-х узловые плоские
| 4-х узловые тетраэдры
| 8-ми узловые шестигранники
|

| 
| 
|
В настоящее время 2D элементы применяются только для решения простых (осесимметричных задач), к которым не относятся процессы механической обработки металлов резанием.
В узлах задаются и рассчитываются:
- координаты, скорости, силы;
- температура, запасённое тепло, поток тепла;
- содержание атомов, диффузионный поток;
- напряжение, течение, граничные условия по сопротивлению;
В центре элемента задаются и рассчитываются:
- материал, относительная плотность, накопленные повреждения;
- упругая энергия и энергия пластической деформации
- деформации и напряжения различной природы;
- твёрдость;
- фазовый состав, размеры зерна;
- электромагнитное поле (отдельно каждая из компонент);
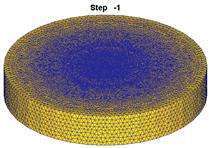
С помощью рассмотренных элементов осуществляется математическое описание геометрии заготовки, которая может выглядеть следующим образом (рис. №).

Рис. №5. Пример генерации сетки конечных элементов для элементарных тел в сравнении двух методов – конечных элементов и конечных разностей
Далее можно исследовать следующие задачи:
1) turning - точение;
2) milling – фрезерование;
3) boring – растачивание;
4) drilling – сверление.
Подготовка данных для решения задач выполняется в полуавтоматическом режиме. При этом предусмотрены возможности создания геометрии инструмента и заготовки как с использованием встроенных библиотек, так и с помощью импорта геометрии из применяемой CAD-системы (рис. №6).

а) фрезы
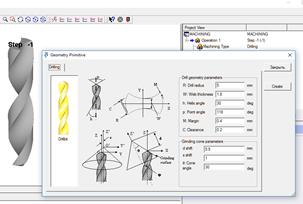
б) сверла

| 
|
| 1) геометрия
| 2) математическое описание
|
в) заготовка
Рис. №6. Генерация геометрии инструментов и заготовки с помощью встроенной библиотеки
Результатом работы со стандартными библиотеками может являться следующая картина (для исследования процесса сверления рис. №7).

Рис. №7. Математическая модель процесса сверления отверстий
Лекция №3 Результаты моделирования технологических процессов в САПР ТП
Теоретические вопросы:
3.1 Этапы подготовки задачи
3.2 Работа с пост-процессором
3.1 Этапы подготовки задачи
По наиболее характерным процессам прилагаются видео-материалы к лекциям.
Работа с пост-процессором
После завершения расчета можно приступить к анализу данных, для чего в САПР ТП Deform-3D используется пост-процессор (рис. №7).

Рис. №7. Окно пост-процессора САПР ТП Deform-3D
Пост-процессор Deform-3D обладает всеми необходимыми инструментами для определения практически всех возможных характеристик исследуемого процесса. Пост-процессор позволяет увидеть картины напряженно-деформированного состояния заготовки на всех сохраненных стадиях процесса. Так же можно оценить такие важнейшие характеристики процесса как скорость и степень деформации, возможность разрушения целостности заготовки, величины напряжений и температуры на всех стадиях.
Для покадрового просмотра деформированного состояния можно воспользоваться функциями «плеера» (рис. №8).

Рис. №8. Функции просмотра деформированного состояния
По умолчанию будет продемонстрировано деформированное состояние заготовки во время всего процесса. Для просмотра других характеристик, его необходимо выбрать и используя эти же функции просмотреть изменения выбранной величины (рис. №9).
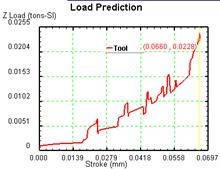
Кроме численных значений напряженно-деформированного состояния можно получить данные о энерго-силовых параметрах процесса, к которым относятся – усилие деформирования и работа деформации. Эти данные даются в виде графиков функции в зависимости от времени или перемещения.


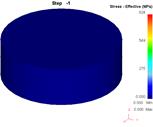
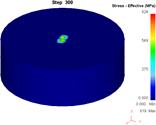

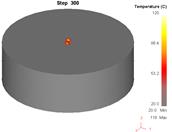
Рис. №9. Основные характеристики процесса сверления отверстий
При анализе 3-х мерного напряженно-деформированного состояния эти данные рассчитываются для всех направлений воздействия на деформирующие инструменты по осям X, Y и Z.
Для просмотра графика функций необходимо воспользоваться инструментом «График» (рис. №10).
Рис. №10. Инструмент и диалог инструмента «График»
Наиболее часто используется график функции
Усилие = f(Перемещения)
Для получения этого графика для деформирующего инструмента достаточно выбрать объект Top Die и выбрать параметр Перемещение.
Так же необходимо выбрать отображаемую величину, которой в рассматриваемом случае будет усилие по оси Z – Z load.
Рис. №11. Параметры и вид графика функции Усилие=f(Перемещения)
Для просмотра графика изменения работы деформации достаточно установить следующие параметры (рис. №41).
Рис. №12. Параметры и вид графика функции Работа деформации=f(Перемещения)
ЧАСТЬ 2 ТРЕБОВАНИЯ К СОДЕРЖАНИЮ КУРСОВОЙ РАБОТЫ
Тема: “Исследование технологического процесса изготовления изделия наименование с применением САПР ТП»
Содержание
1) Введение….2-3 стр.
2) Теоретический вопрос …3…5 стр.
3) Анализ технологичности изделия 3…5 стр.
4) Технологическая карта (предоставить перечень технологических операций, эскизы детали и заготовки с размерами, выбрать операцию с наибольшим перемещением инструмента и смоделировать (точение, фрезерование, растачивание или сверление) 10…15 стр.
5) Результат работы программы (визуализация)…….….5-10 стр. (+ видео)
Найти деталь-представитель, содержащую один элемент, для исследования которых применяется модуль САПР ТП Deform – 3D – Machining.
Выполнить анализ технологичности, указав перечень технологических операций в соответствии с требованиями классификатора
С помощью САПР-ТП Deform 3D выполнить анализ технологической операции с визуализацией процесса
Вопросы по теоретической части курсовой работы
1) Структура технологического процесса
2) Структура и этапы разработки управляющих программ
3) Исходные данные для проектирования технологического процесса
4) Главная и локальная системы координат
5) Создание 3D модели изделия (детали), изготавливаемой на металлообрабатывающем станке
6) Создание модели заготовки по модели детали
7) Принцип мастер-модели
8) Уровни и шаблоны резания
9) Параметры резания
10) Вспомогательные перемещения
11) Скорости и подачи
12) Библиотека режимов резания
13) Библиотека инструментов
14) Создание операции
15) Проверка программ
16) Постпроцессирование
17) Особенности сверления отверстий произвольной ориентации
18) Создание операции нарезания резьбы метчиком
19) Фрезерование отверстий
20) Резьбофрезерование
21) Многопереходная контурная обработка
22) 3D-коррекция инструмента
23) Обработка поднутрений на 3-х осевом станке
24) Трехрадиальный шаблон резания
25) Фрезерование погружением
26) Инструменты технологического параметра
27) Упрощение модели для производства
28) Ассоциативность операций
29) Симуляция работы станка
30) Особенности моделирования 5-осевой непрерывной обработки
СПИСОК ЛИТЕРАТУРЫ
1. Кондаков А.И. САПР технологических процессов: учебник для студ. Высш. Учеб. Заведений/ А.И. Кондаков. – М.: Издательский центр «Академия», 2007.-272 с.
2. Волчкевич П.И. Автоматизация производственных процессов: Учебное пособие /П.И Волчкевич — 2-е изд., стер-М.: Машиностроение, 2007.
3. Бржозовский Б.М. Управление станками и станочными комплексами; Саратовский государственный технический университет — Саратов.: СГТУ 2007.
4. Васин А.Н. Технологическая подготовка при обработке деталей на станках с числовым программным управлением: учебное пособие.- Саратов: СГТУ, 2006.
5. Управление станками и станочными комплексами: Учебник/ Б. М. Бржовский, ред. В.В Мартаков; - Саратов: СГТУ, 2007.
6. Интеллектуализация контроля и управления в автоматизированном производстве: Учебное пособие / М.Б Бровкова: Саратов СГТУ-2005.
7. Системы диалогового проектирования технологических процессов. /Под.ред. Ю.М. Соломенцева. –МГТУ «Станкин»,2003.
8. Малюх В. Н. Введение в современные САПР: Курс лекций. — М.: ДМК Пресс, 2010. — 192 с. — ISBN 978-5-94074-551-8.
9. Норенков И. П. Основы автоматизированного проектирования: учеб. для вузов. — 4-е изд., перераб. и доп.. — М.: Изд-во МГТУ им. Н. Э. Баумана, 2009. — 430 с. — ISBN 978-5-7038-3275-2.
10. ГОСТ 23501.108-85 «Системы автома тизированного проектирования. Классификация и обозначение».
11. Норенков И. П. Автоматизированное проектирование. Учебник. — М.: Изд-во МГТУ им. Н. Э. Баумана, 2000. — 188 с.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ.. 3
ЧАСТЬ 1 ОСНОВНЫЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ.. 6
Лекция №1 Введение. Цели и задачи курса. 6
Лекция №2 Методы исследования и оптимизации технологических процессов механической обработки. 13
Лекция №3 Результаты моделирования технологических процессов в САПР ТП 22
ЧАСТЬ 2 ТРЕБОВАНИЯ К СОДЕРЖАНИЮ КУРСОВОЙ РАБОТЫ 27
2.1 Вопросы по теоретической части курсовой работы.. 27
СПИСОК ЛИТЕРАТУРЫ... 29