Общая схема производства гофрированных труб представлена на рисунке 4, схема гофратора для формования на рисунке 5 и схема калибрования гофрированных труб вакуумом на рисунке 6.
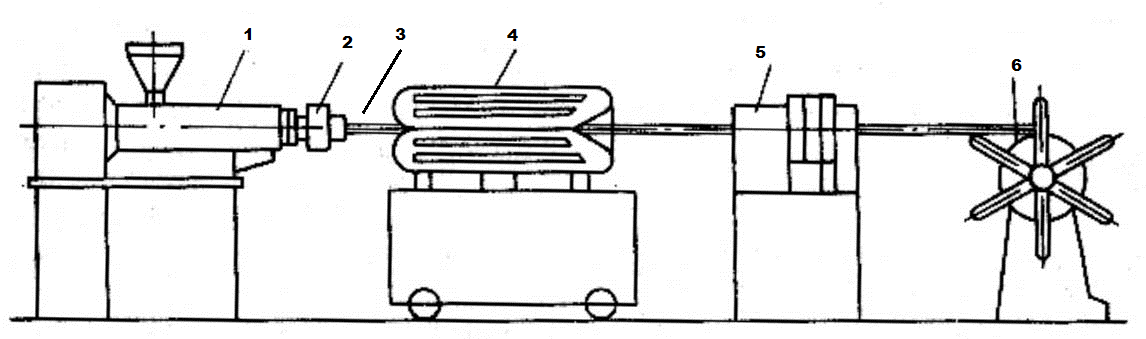
Рис 4. Схема технологической линии для производства гофрированных труб.
1 – экструдер, 2 – экструзионная головка, 3 – калибр, 4 – гофратор, 5 – тянущее устройство, 6 – барабан для намотки трубы.
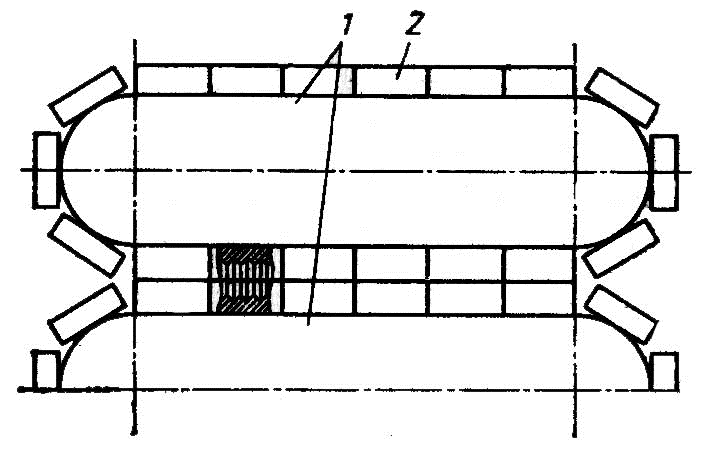
Рис 5. Схема двухцепного гофратора.
1 – цепи, 2 –полуформа
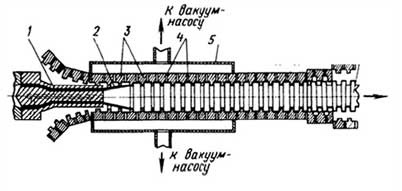
Рис 6. Схема внешнего калибрования гофрированных труб вакуумом.
1 - прямоточная головка, 2 – трубная заготовка, 3 – полуформы гофратора, 4 – вакуумные каналы, 5 – вакуумная камера.
Оборудование для производства гофротрубы состоит из одношнекового экструдера для полиэтилена или двухшнекового для поливинилхлорида, трубной головки, гофромашины, отрезного устройства и одопостового намотчика.
Схема производства гофрированной трубы, рассмотренная на схеме, отличается высокой производительностью. При производстве трубы, состоящей из внутреннего и наружного слоя, используется соэкструзия.
Технологический процесс получения труб, основанный на методе соэкструзии, отличается высокой производительностью. Производительность лимитируется скоростью процесса формирования гофры. При
Основными параметрами технологического процесса изготовления гофрированных труб являются:
1) Температурный режим нагрева по зонам цилиндра и головки экструдера;
2) Производительность экструдера (определяющаяся частотой вращения шнека экструдера);
3) Температура и давление расплава в головке экструдера;
4) Линейная скорость движения полуформ гофратора;
5) Разрежение, создаваемое при формовании;
6) Температура полуформ гофратора.
Виды возможных дефектов, возникающих при неправильном изменении технологических параметров.
Проблемы, связанные с гофратором:
недооформление гофры возможно из-за а) температуры трубной заготовки, б) недостаточным вакуумом на полуформах в) воздухом для раздува на формующем инструменте.
Проблемы, связанные с экструдером:
Температурный режим нагрева экструдера выбирается исходя из его производительности, ширины формующего зазора головки и теплофизических свойств полимерного материала, применяемого для производства трубы. При перегреве ПЭ возможна деструкция материала в стенке трубы (что сказывается на модуле материала и на эксплуатационных свойствах трубы), появление нагара на головке экструдера, который увеличивает количество отходов при производстве. Для уменьшения количества нагара необходимо применять процессинговые добавки, уменьшающие трение расплава материала с металлическими частями. При перегреве материала также возникают прожоги, связанные с провисанием перегретого материала.
При недогреве материала возникает разрыв внутреннего слоя, возникающий из-за того, что трубная заготовка не достигает нужной эластичности.
От частоты вращения шнека зависит качество гомогенизации материала трубы. При увеличении частоты возможна дополнительная деструкция материала, что ухудшает качество продукции. При уменьшении частоты вращения материал будет плохо перешиваться, что будет приводить к местным перегревам и деструкции.
Для уменьшения деструкции полимерного материала под влиянием возможных неполадок с экструзионным оборудованием необходимо повышение теплопроводности материала. Добавление минеральных наполнителей позволяет увеличить теплопроводность полимерного материала, улучшает равномерность прогрева материала в головке экструдера, но при этом увеличивает изнашиваемость экструзионного оборудования.
Возникает вопрос о применимости тех или иных наполнителей и в производстве труб.
Так же возникает вопрос о способе введения наполнителей.
Для лучшего диспергирования наполнителя в материале лучше использовать концентраты минерального наполнителя, имеющих в составе смазки и термостабилизаторы. Таким образом решается проблема образования межфазного слоя между наполнителем и полимером, который является одним из главных факторов, определяющих механико-прочностные свойства получаемого полимерного материала.
Рассмотрим более подробно составляющие полимерной композиции, используемой при производстве гофрированных труб.







