

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
Топ:
Оснащения врачебно-сестринской бригады.
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Интересное:
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
ПМ 05. Выполнение работ по профессиям: «э лектрогазосварщик», «электросварщик на автоматических и полуавтоматических машинах»
МДК 05.02 Оборудование, техника и технология электросварки
основной профессиональной образовательной программы по специальность
22.02.06. Сварочное производство
| Рассмотрено на заседании методической комиссии протокол № 1______ от «30» 08 2021г. |
Яровое, 2021
РАЗРАБОТЧИКИ:
КГБПОУ «Яровской политехнический техникум»
преподаватель __ Т.А.Ролдухина
ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Фонд контрольно-оценочных средств по МДК 05.02 Оборудование, техника и технология электросварки
1.2. В результате аттестации по МДК 05.02 Оборудование, техника и технология электросварки:
| Умения МДК 05.01 | ||
| У.1 | выполнять правку и гибку, разметку, рубку, опиливание металла; | |
| У.2 | подготавливать газовые баллоны к работе; | |
| У.3 | выполнять сборку изделий под сварку в сборочно-сварочных приспособлениях и прихватками; | |
| У.4 | проверять точность сборки; | |
| У.5 | выполнять технологические приёмы ручной дуговой, плазменной и газовой сварки, автоматической и полуавтоматической сварки с использованием плазмотрона деталей, узлов, конструкций и трубопроводов различной сложности из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов во всех пространственных положениях шва; | |
| У.6 | выполнять автоматическую сварку в среде защитных газов неплавящимся электродом горячекатанных полос из цветны хметаллов и сплавов под руководством электросварщика более высокой квалификации; | |
| У.7 | выполнять автоматическую сварку ответственных сложных строительных и технологических конструкций, работающих в сложных условиях | |
| У.8 | выполнять автоматическую сварку в среде защитных газов неплавящимся электродом горячекатанных полос из цветны хметаллов и сплавов под руководством электросварщика более высокой квалификации; | |
| У.9 | выполнять автоматическую микроплазменную сварку; | |
| У.10 | выполнять ручную кислородную, плазменную и газовую прямолинейную и фигурную резку и резку бензорезательными и керосинорезательными аппаратами на переносных, стационарных и плазморезательных машинах деталей разной сложности из различных сталей, цветных металлов и сплавов по разметке; | |
| У.11 | производить кислородно-флюсовую резку деталей из высокохромистых и хромистоникелевых сталей и чугуна | |
| У.12 | выполнять кислородную резку судовых объектов на плаву | |
| У.13 | выполнять ручное электродуговое воздушное строгание разной сложности деталей из различных сталей, чугуна, цветных металлов и сплавов в различных положениях; | |
| У.14 | производить предварительный и сопутствующий подогрев при сварке деталей с соблюдением заданного режима | |
| У.15 | устанавливать режимы сварки по заданным параметрам; экономно расходовать материалы и электроэнергию, бережно обращаться инструментами, аппаратурой и оборудованием; соблюдать требования безопасности труда и пожарной безопасности | |
| У.16 | экономно расходовать материалы и электроэнергию, бережно обращаться инструментами, аппаратурой и оборудованием | |
| У.17 | соблюдать требования безопасности труда и пожарной безопасности | |
| У.18 | читать рабочие чертежи сварных металлоконструкций различной сложности; | |
| Знания МДК 05.01
| ||
| З.1 | правила подготовки изделий под сварку; | |
| З.2 | назначение, сущность и технику выполнения типовых слесарных операций, выполняемых при подготовке металла к сварке; | |
| З.3 | средства и приёмы измерений линейных размеров, углов, отклонений формы поверхности; | |
| З.4 | виды и назначение сборочно-сварочных приспособлений; | |
| З.5 | виды сварных швов и соединений, их обозначения на чертежах; | |
| З.6 | типы разделки кромок под сварку; | |
| З.8 | правила наложения прихваток; | |
| З.8 | типы газовых баллонов и правила подготовки их к работе | |
| З.9 | устройство обслуживаемых электросварочных и плазморезательных машин, газосварочной аппаратуры, автоматов, полуавтоматов, плазмотронов и источников питания; | |
| З.10 | свойства и назначение сварочных материалов,правила их выбора; | |
| З.11 | марки и типы электродов; правила установки режимов сварки по заданным параметрам; | |
| З.12 | особенности сварки и электродугового строгания на переменном и постоянном токе | |
| З.13 | технологию сварки изделий в камерах с контролируемой атмосферой; | |
| З.14 | основы электротехники в пределах выполняемой работы; | |
| З.16 | методы получения и хранения наиболее распространённых газов, используемых при газовой сварке; | |
| З.17 | процесс газовой резки легированной стали; | |
| З.18 | режим резки и расхода газов при кислородной и газоэлектрической резке; | |
| З,!9 | правила чтения чертежей сварных пространственных конструкций, свариваемых сборочных единиц и механизмов; | |
| З.20 | технологию изготовления сварных типовых машиностроительных деталей и конструкций; | |
| З.21 | материалы и нормативные документы на изготовление и монтаж сварных конструкций; | |
| З.22 | технологичности сварных деталей и конструкций; | |
| З.23 | требования к организации рабочего места и безопасности выполнения сварочных работ | |
|
|
Практическая работа №1
Время на работу – 4 часа
Цель: Научиться правильно укомплектовывать сварочный пост постоянного и переменного тока.
Спецодежда сварщика
Для выполнения сварки сварщик обеспечивается специальной одеждой, приспособлениями, инструментом и другими принадлежностями. Сварщик должен быть одет в специальную одежду (сварочные костюмы) из огнестойкого материала.
Несмотря на разнообразие форм этих костюмов, все они подчиняются единым требованиям, установленным на основании условий выполнения сварочных работ.
Одежда сварщиков должна быть без манжет. Брюки заправлены поверх ботинок, чтобы в них не попадали брызги расплавленного металла. Опыт показывает, что куртка и брюки удобнее, чем комбинезон.
Для защиты головы сварщика от попадания брызг во время сварки используется головной убор. Для защиты рук от брызг и теплового излучения - брезентовые или кожаные рукавицы.
|
|
При работе сварщиков на открытых площадках зимой при низких, температурах применяются специальные костюмы с электроподогревом. В таких костюмах подогревающим устройством служит электропроводная подкладка. Питание энергией костюма осуществляется, от гальванического элемента или непосредственно от сети через подающий напряжение трансформатор.
Разработаны также специальные костюмы с принудительным охлаждением для работы сварщиков в зоне высоких температур (до 250°С), где по условиям технологии сварки свариваемому изделию дается предварительный подогрев.
Щитки и шлемы сварщика
Для защиты лица сварщика от воздействия лучей сварочной дуги и брызг расплавленного металла применяют щитки, шлемы (маски). Щитки и шлемы изготавливаются из фибры или специально обработанной фанеры. Вес их не должен превышать 0,6 кг. В щиток или маску вставляются светофильтры, удерживаемые рамкой размером 120 х 60 мм.
Защитные светофильтры имеют различную плотность. Наиболее темное стекло имеет марку ЭС-500 и применяется при сварке на токах до 500 А, среднее ЭС-ЭОО - для сварки на токах до 300 А, более светлое стекло ЭС-100 для сварки на токах 100 А и менее. Снаружи светофильтр защищен от брызг прозрачным стеклом, которое обычно сменяют 3-4 раза в месяц.
Электродержатели сварщика
Электродержатели предназначены для закрепления штучного электрода и подвода к нему сварочного тока при ручной сварке. Токоведущие части электродержателей, как правило, надежно изолированы. Сопротивление изоляции составляет не менее 5 Мом. Она должна выдерживать без пробоя в течение 1 мин испытательное напряжение 1500 В при частоте тока 50 гц. При номинальной работе температура наружной поверхности рукоятки держателя не должна превышать 55°С. Поперечное сечение рукоятки на длине, охватываемой ладонью сварщика, должно быть не более 40 мм. К держателю должен подсоединяться гибкий сварочный кабель марки ПРГ или ПРГН длиной 2-3 метра, который облегчает ведение процесса сварки.
Сечение сварочного провода выбирается в зависимости от величины сварочного тока с учетом допустимого нагрева провода не более 80°С. Провод длиной более 30 м к держателю подсоединять не рекомендуется, так как это вызывает значительное падение напряжения в проводах, ухудшает процесс сварки.
|
|
Инструмент сварщика
Для выполнения вспомогательных операций при сварке сварщику выдается инструмент:
молоток, металлическая щетка, зубило, клеймо. Для транспортировки и хранения электродов, защиты их от влаги, брызг, ударов и других повреждений каждый сварщик имеет пенал диаметром 70 - 100 мм и длиной 300 - 350 мм.
Рабочий стол сварщика
На рабочем столе сварщика имеются универсальные сборочные приспособления, пригодные для сварки наиболее массовых изделий, которые часто встречаются в промышленности. Для сварки других изделий стол позволяет установить на нем всевозможные специальные приспособления
ВАРИАНТ 1
ЗАДАНИЕ № 1 По рисунку 1 указать принадлежности сварочного поста
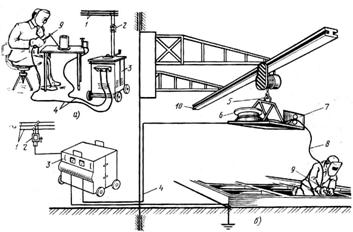
Рисунок 1Сварочные посты
| Рисунок 1а | Рисунок 1 б |
| 1 | |
| 2 | |
| 3 | |
| 4 | |
| 5 | |
| 6 | |
| 7 | |
| 8 | |
| 9 | |
| 10 | |
| Размер кабины - |
ЗАДАНИЕ № 2 Пользуясь теоретическим материалом укомплектовать сварочные посты указанные на рисунке 1 а и б необходимыми инструментами и приспособлениями
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
ВАРИАНТ 2
ЗАДАНИЕ № 1 По рисунку 2 указать принадлежности сварочного поста

рисунок 2 Сварочный пост
| наименование | |
| 1 | |
| 2 | |
| 3 | |
| 4 | |
| 5 | |
| 6 | |
| 7 | |
| 8 | |
| 9 | |
| Размеры кабины - |
ЗАДАНИЕ № 2 Пользуясь теоретическим материалом укомплектовать сварочные посты указанные на рисунке 2 необходимыми инструментами и приспособлениями______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
ВАРИАНТ 3
ЗАДАНИЕ № 1 По рисунку 3 указать принадлежности сварочного поста
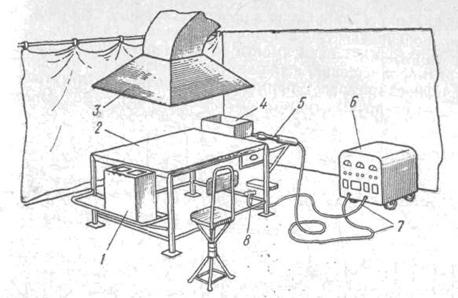
Рисунок 3 Сварочный пост
| наименование | |
| 1 | |
| 2 | |
| 3 | |
| 4 | |
| 5 | |
| 6 | |
| 7 | |
| 8 | |
| Размеры кабины - | |
ЗАДАНИЕ № 2 Пользуясь теоретическим материалом укомплектовать сварочные посты указанные на рисунке 3 необходимыми инструментами и приспособлениями
______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
|
ВАРИАНТ 4
ЗАДАНИЕ № 1 По рисунку 4 указать принадлежности сварочного поста
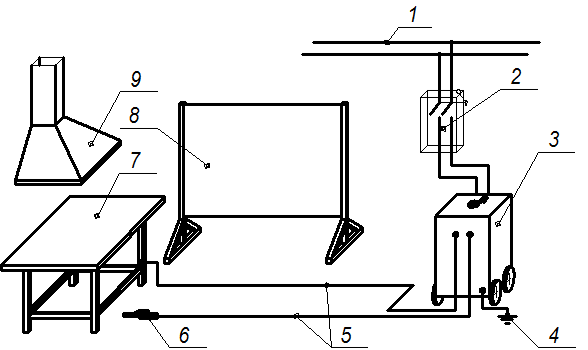
рисунок 4 Сварочный пост
| наименование | |
| 1 | |
| 2 | |
| 3 | |
| 4 | |
| 5 | |
| 6 | |
| 7 | |
| 8 | |
| 9 | |
| Размеры кабины - | |
ЗАДАНИЕ № 2 Пользуясь теоретическим материалом укомплектовать сварочные посты указанные на рисунке 4 необходимыми инструментами и приспособлениями
______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Практическая работа №3
Теоретические сведения
Общие сведения
Сварочный трансформатор служит для понижения сетевого напряжения 220 или 380В до значений, необходимых для сварки (менее 100 В). Все сварочные трансформаторы являются трансформаторами напряжения.
Главным достоинством трансформаторов является их низкая стоимость: они в 2—4 раза дешевле выпрямителей и в 6—10 раз дешевле сварочных агрегатов аналогичной мощности. Трансформаторы также дешевле в эксплуатации, имеют сравнительно высокий коэффициент полезного действия (примерно 0,7…0,9) и низкий удельный расход электроэнергии (примерно 2…4 кВт · ч на 1 кг расплавленного электродного металла). Кроме того, трансформаторы проще в эксплуатации и легко ремонтируются.
В зависимости от электромагнитной схемы и способа регулирования различают трансформаторы с нормальным рассеянием и трансформаторы с увеличенным рассеянием.
Таблица 1
Практическая работа №4
Цель работы:
1. Изучить основные обязанности сварщка.
2. Определение основных слесарных инструментов сварщика и их предназначения.
Ход работы:
1. Изучить теоретический материал.
2. Разработать инструкционную памятку «Основные обязанности сварщика»
3. Заполните пустые столбцы предложенной вам таблицы
4. Опишите уже знакомые вам безопасные условия труда при работе с данным инструментом
5. Сформулируйте вывод.
Общие положения
Электрогазосварщик обязан знать:
· особенности правил резки и сварки;
· устройство и особенности использования сварочных аппаратов;
· правила эксплуатации оборудования, с которым ему предстоит работать;
· последовательность наложения и затирки швов;
· технологические особенности материалов, с которыми ему предстоит работать;
· нормы и правила работы, действующие на предприятии;
· правила пожарной безопасности и обращения со средствами пожаротушения;
· основные положения инструкции по охране труда.
2. Должностные обязанности электрогазосварщика
Электрогазосварщик обязан:
· проводить подготовительные работы перед сваркой;
· производить затирку швов;
· проверять и настраивать оборудование, необходимое для работы;
· разбираться в устройстве газовых баллонов;
· уметь выбирать марку электродов под конкретный сорт металла;
· знать разновидности электродов;
· уметь читать чертежи;
· уметь читать электросхемы и знать устройство сварочного аппарата;
· устанавливать оптимального режим сварки;
· выполнять сварочные работы, прихватки элементов конструкции, выплавку, дуговую резку простых деталей;
· устранять дефекты поверхности металла, появившиеся после выполнения сварочных работ;
· контролировать стандарты конструкции, указанные в чертежах;
· участвовать в мероприятиях, повышающих уровень его квалификации;
· принимать участие в инструктажах, касающихся противопожарной безопасности и правил охраны труда;
· проходить медицинский осмотр в период, обозначенный работодателем;
· не нарушать режим труда, установленный в организации;
· знать причины появления дефектов на металле и уметь избавляться от них;
· уметь накладывать вертикальный шов.
3. Права электрогазосварщика
Электрогазосварщик имеет право:
· требовать от работодателя предоставления соответствующих нормам действующего законодательства условий труда;
· выдвигать предложения, касающиеся оптимизации и улучшения условий труда;
· просить у руководства предоставить необходимый инвентарь и оборудование для работы;
· советоваться с руководством и просить оказать содействие в выполнении своих обязанностей;
· изучать приказы руководства, касающиеся изменений в специфике его деятельности;
· сообщать руководству о недостатках, выявленных в процессе осуществления им своей деятельности;
· запрашивать документы и материалы, требующиеся для осуществления им профессиональной деятельности;
· повышать уровень имеющейся у него квалификации;
· требовать от руководства предоставления бесплатной спецодежды и обуви;
· привлекать других работников участка для разрешения задач, поставленных руководителем;
· получать компенсацию в случае получения им производственной травмы за понесённые расходы на лечение и последующую реабилитацию.
4.Ответственность сотрудника
Руководитель вправе наложить дисциплинарное взыскание на сотрудника за:
· нарушение трудового законодательства России;
· нарушение норм труда, установленных в компании;
· умышленную порчу имущества работодателя или нанесение иных видов ущерба, предусмотренных нормами действующего законодательства РФ;
· совершение правонарушений на предприятии, не попадающих под действие Уголовного или Административного Кодексов РФ;
· появление на рабочем месте в состоянии алкогольного, наркотического или других видах опьянения;
· отказ в подчинении своему непосредственному руководителю.
Корректировка и визирование документа
Изменения в должностную инструкцию вносятся по обоюдному согласию сторон, если иное не предусмотрено условиями устава предприятия или трудового соглашения, заключённого между работником и работодателем.
Изменения вносятся в документ не реже, чем раз в пять лет (с момента подписания сторонами настоящей ДИ), однако по желанию сторон изменения могут вноситься и раньше, после предварительного согласования.
Должностная инструкция заверяется подписями соискателя, претендующего на должность электрогазосварщика, и сотрудника, контролирующего процесс подбора персонала (специалист по кадрам, руководитель направления, директор предприятия и т.п.).
Пояснения к должностной инструкции
Должностная инструкция состоит из четырех основных пунктов:
1. Общие положения.
2. Должностные обязанности.
3. Права электрогазосварщика.
4. Ответственность сотрудника при ненадлежащем исполнении им трудового распорядка.
Общие положения
Общие положения вносятся в документ, исходя из локальных норм. Обязательно указываются персональные данные непосредственного руководителя электрогазосварщика. Не менее важна отметка о том, какой сотрудник будет замещать его во время отсутствия. Эти сведения указываются в самом начале инструкции перед её содержанием.
Требования к квалификации прописываются в первом или втором разделах должностной инструкции.
Квалификационные требования вносятся в должностную инструкцию с учётом разряда работника. Если электрогазосварщику придётся работать с механической сваркой, то это отражается в должностной инструкции. Если же сотрудник будет заниматься ручной сваркой, то необходим указать её вид:
· газовая;
· плазменная;
· дуговая.
Пункты должностной инструкции составляются максимально информативно. Чем понятней озвучены формулировки, тем проще работнику их понять. Если же электрогазосварщик не справляется со своими обязанностями, то работодателю будет легче предъявить обоснованные претензии, указав на соответствующий пункт должностной инструкции.
Обязанности
Обязательно прописываются все должностные обязанности электрогазосварщика. Если какой-либо пункт не будет отражен в инструкции, то работодатель не вправе применить к сотруднику дисциплинарное взыскание за неисполнение им своих обязанностей.
Права работника
Раздел отражает права работника на месте его трудоустройства. Работник имеет право на получение бесплатной спецодежды и обуви. Он может обращаться за разрешением возникших проблем к руководству и получать от него всяческое содействие. Законно и право работника на получение компенсации в случае получения им увечья на производстве. Этот пункт предназначен для разрешения споров, возникших по вине работодателя.
Компенсация не предоставляется работнику в том случае, если травму он получил вследствие халатности или ненадлежащего исполнения своих обязанностей.
Ответственность
Работник привлекается к ответственности, предусмотренной законодательством РФ в том случае, если его действия представляют угрозу для окружающих или организации, в которой он работает. Привлечь электрогазосварщика могут к различным видам ответственности, вплоть до уголовной. Предназначение данного пункта сводится к разрешению споров между сторонами, возникающими в результате неправомерных действий электрогазосварщика на рабочем месте.
Электрогазосварщик не является полностью материально ответственным лицом. При нанесении им ущерба, руководитель не сможет взыскать с него сумму, равную объёму среднемесячного заработка. Эта норма регулируется действующим законодательством России.
Руководитель визирует документ своей подписью, печать на инструкции ставить не обязательно. Электрогазосварщик обязан расписаться в специальном журнале, подтверждая, что он ознакомился с содержанием ДИ.
Инструмент и принадлежности специалиста
Перечень рабочего оборудования зависит от режима сварки. Например, при выполнении аргонодуговых работ, необходимо использование баллона с техническим газом, включая запорный вентиль с конусной резьбой и манометр для регулировки давления.
[stextbox id=’info’]Помимо аргонщиков, с техническим газом связаны газоэлектросварщики и специалисты, выполняющие работы в полуавтоматическом режиме. Первые используют газ для нагрева поверхности до заданной температуры, а вторые – для защиты горячего шва от взаимодействия с окружающей средой.[/stextbox]
Однако самый распространенный вид соединения – ручная дуговая сварка. Для выполнения работ понадобятся следующие принадлежности:
1. Сварочный аппарат. Раньше использовались только агрегаты трансформаторного типа. Они были вытеснены выпрямителями и инверторами, которые отличаются лучшими техническими характеристиками.
2. Держатель электрода. Главным параметром приспособления является максимальный сварочный ток. Для домашних работ этот показатель не превысит 200-250 А.
3. Комплект кабелей. Для подключения аппарата к питающей сети и передачи электрического разряда от источника тока к электроду. К последнему предъявляются особые требования, ввиду высоких нагрузок в процессе эксплуатации. Как правило, это медный кабель с двойной изоляцией и площадью сечения, не менее 25 мм2.
4. Маска. Защищает зрение работника. В простых моделях эту функцию выполняет обычное затемненное стекло. Для профессиональных работ используют маску типа «хамелеон» с защитными светофильтрами, работающими от аккумуляторов.
5. Спецодежда. Рабочая одежда сварщика должна быть устойчивой к перепадам температур, чтобы брызги расплавленного металла не могли попасть на кожу. Это же относится к обуви и защитным перчаткам или рукавицам.
6. Инструмент для финишной обработки шва: щетки по металлу, молоток и зубило.
Слесарный инструмент и его предназначение
Эскиз
1

2
Молоток шлакоотделитель
Предназначен для удаления шлаковой корки и брызг застывшего металла
3

4
Зубило
Предназначено для разделки кромок, удаления шлаковой корки, брызг застывшего металла и неровностей сварного шва
5

6
Керн
Предназначен для нанесения рисок при разметке
7

8
Чертилка
Предназначена для нанесения рисок при разметке
9

10
Молоток слесарный
Предназначен для нанесения ударов по керну и зубилу, а также для правки металла
11

12
Линейка металлическая
Предназначена для контроля линейных размеров
13

14
Угольник металлический
Предназначен для контроля прямого угла
Вывод:
Практическая работа №5
КОНТРОЛЬНЫЕ ВОПРОСЫ
1.Что такое сварочный трансформатор?
2. Для чего он предназначен?
3. Назовите составные части трансформатора?
4. Что такое статическая вольт-амперная характеристика?
5. Перечислите три области вольт-амперной характеристики?
Практическая работа №6
ЦЕЛЬ РАБОТЫ:
1. Ознакомиться с устройствами сварочных выпрямителей.
2. Ознакомиться с техническими данными сварочныхвыпрямителей.
ОБОРУДОВАНИЕ: Методические указания по выполнению практической
работы, конспект
ХОД РАБОТЫ
1. Изучить устройство и назначение сварочных выпрямителей
2. Перечислить основные узлы и составные части варочного выпрямителя
3. Ознакомиться с неуправляемыми и управляемыми выпрямителями.
4. Изучить технические характеристики однопостовых сварочных
выпрямителей
5. Ознакомиться с техническими характеристиками сварочных выпрямителей с
электродвигателями
КОНТРОЛЬНЫЕ ВОПРОСЫ
1.Что представляет собой сварочный выпрямитель?
2.Из каких узлов состоит сварочный выпрямитель
3. Перечислите виды выпрямителей с электродвигателями?
4.Назовите известные вам марки однопостовых сварочных выпрямителей?
Практическая работа №7
Тема: Особенности выбора сварочной проволоки для сварки различных металлов и сплавов
На практическую работу – 4 часа
Цель работы: Приобрести практические навыки при расшифровки условных обозначеной сварочной проволоки для сварки различных сталей
Ход выполнения работы:
1. Ознакомление с теоретическими сведениями
2. Изучить условное обозначение сварочной проволоки для сварки и наплавки углеродистых, низколегированных и легированных сталей.
3. Расшифровать условное обозначение сварочной проволоки (по карточкам).
4. Ответить на контрольные вопросы.
Теоретические сведения
Сварочными называют материалы, обеспечивающие возможность протекания сварочных процессов и получения качественных сварных соединений.
К ним относят:
· присадочные металлы,
· покрытые электроды,
· флюсы,
· защитные газы.
Большинство швов при сварке выполняют с применением присадочных материалов. Присадочный металл вводят в сварочную ванну в дополнение к расплавленному основному металлу с целью заполнения зазора, разделки кромок, получения шва с необходимыми геометрическими размерами и обеспечения высоких эксплуатационных характеристик при минимальной склонности к образованию дефектов.
Присадочные материалы (металлы). В большинстве случаев состав присадочного материала мало отличается от химического состава свариваемого металла. При разработке присадочного металла учитывают методы сварки, марку свариваемого металла, условия эксплуатации конструкции. Присадочный металл должен быть более чистым по примесям, содержать меньшее количество газов и шлаковых включений.
Присадочные металлы используют в виде:
· металлической проволоки сплошного сечения,
· металлической проволоки с порошковым сердечником,
· прутков,
· пластин,
· лент.
К сварочной проволоке предъявляют высокие требования по состоянию поверхности, предельным отклонениям по диаметру, овальности и др. показателям.
Практическая работа №8
Теоретические сведения
Обозначение электродов для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 600 МПа и электродов для сварки легированных конструкционных сталей с временным сопротивлением разрыву более 600 МПа.
А) Э46А-УОНИ-13/45-3,0-УС2 ГОСТ 9466-75, ГОСТ 9467-75
Е432(5)-Б10
Б) Э85-УОНИ-13/85-2,0-ЛД3 ГОСТ 9466-75, ГОСТ 9467-75
Е-13Г2СМ-0-Б20
А) - обозначение электрода для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву менее 600 МПа;
Б)- обозначение электродов для сварки легированных конструкционных сталей с временным сопротивлением разрыву более 600МПа
В наименовании типа электрода содержится буква Э, после которой приведено временное сопротивление разрыва, кгс/мм2 (например, Э38, Э42, Э50). У некоторых типов электродов после цифр поставлена буква А, что указывает на более высокие характеристики пластичности наплавленного металла. У электродов этих типов регламентированы механические характеристики (временное сопротивление разрыву, относительное удлинение, коэффициент наплавки и угол изгиба), а также содержание серы и фосфора в наплавленном металле.
Согласно требованиям ГОСТ 9466-75 в условном обозначении электродов для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву менее 600 МПа в знаменателе (рис.1и рис. 2, А) группа индексов, относящаяся к показателям наплавленного металла, должна быть записана следующим образом: первые два индекса указывают минимальное значение временного сопротивления разрыву (σв, кг/мм2), а третий индекс характеризует одновременно минимальные значения относительного удлинения (δs, %) и температуры (Тх, ºС), при которой определяется ударная вязкость.
В условном обозначении электродов (рис. 2, Б) для сварки сталей с временным сопротивлением разрыву более 600 МПа группа индексов, обозначающих характеристики наплавленного металла и металла шва, указывают среднее содержание основных химических элементов в наплавленном металле и минимальную температуру, при которой ударная вязкость не менее 35 Дж/см2.
Эта запись (13Г2СМ-0) включает: а) первый индекс – двузначное число, соответствующее среднему содержанию углерода в сотых долях процента;
б) последующие индексы, каждый из которых состоит из буквенного обозначения соответствующего химического элемента и расположенного за ним числа,показывающего среднее содержание элемента в наплавленном металле (с погрешностью до 1 %); в) последний индекс, характеризующий минимальную температуру, при которой ударная вязкость составляет не менее 35 Дж/см2
Е-27 - Б10
Марка покрытия (ЦЛ-20), диаметр электрода (4 мм), вид свариваемых сталей (Т - теплоустойчивые), обозначение толщины покрытия (Д – толстое), группа электродов по качеству (3). В знаменателе: первый индекс (2), аналогичный третьему индексу (0, см. выше, пример Б), для легированных конструкционных сталей с σв > 600 МПа и характеризует минимальную температуру Т х = 00, следующий индекс, равный 7 - температура эксплуатации 570…5850 С вид электродного покрытия (Б – основное). Сварка выполняется во всех пространственных положениях (1) на постоянном токе обратной полярности (0).
Е-2075 - Б30
Обозначение таких электродов отличается только группой индексов (2075), характеризующих наплавленный металл и металл шва: 2 - стойкость против межкристаллитной коррозии при 0 – требования в отношении максимальной рабочей температуры наплавленного металла и металла шва 7 – максимальная рабочая температура сварных соединений, при которой допускается применение электродов при сварке жаростойких сталей, составляет 910…1000ºС 5 – содержание ферритной фазы в наплавленном металле 2…10 % Если структура металла не двухфазная (А + Ф), то числовой индекс, характеризующий наплавленный металл, будет содержать только три цифры.
Е-300/2-1 - Б40
Принцип обозначения химического состава прежний. В группе индексов характеризующих наплавленный металл (300/2-1) первый индекс (300) указывает среднюю твердость наплавленного металла по Виккерсу; первая цифра после косой черты (2) характеризует твердость НRС. Вторая цифра (1) показывает условия получения регламентируемой твердости: 1 – непосредственно после наплавки; 2 – после термообработки.
Е 432 RR 160 4 6
Е 432 предел прочности 430…510 МПа, минимальное относительное удлинение 20 %, минимальная температура для обеспечения ударной вязкости 28 Дж/см2, 0С - 20; RR – рутиловое покрытие большой толщины; 160 – производительность (переход металла в шов) – 155-165 %; 4 – нижнее положение (стыковые и угловые швы); 6 – обратная полярность, напряжение холостого хода источника питания 70 В.
Расшифровать условное обозначение электродов (варианты – по номеру в журнале):
1. Э42 - УОНИ-13/45 - 3,0 - УД2 ГОСТ 9466-75, ГОСТ 9467-75
Е 41 2(5) - Б10
2. Э85 - УОНИ-13/85 - 2,0 - ЛД3 ГОСТ 9466-75, ГОСТ 9467-75
Е - 12Г2СМ – 0 - Б20
3. Э42 - ВСЦ-4 - 3,0 - УС2 ГОСТ 9466-75, ГОСТ 9467-75
Е 41 0 (3)-Ц14
4. Э85 – НИАТ-3М - 2,0 - ЛД3 ГОСТ 9466-75, ГОСТ 9467-75
Е - 13Г1ХМ – 0 - Б20
5. Э46-АНО-4-3,0-УД 2 ГОСТ 9466-75, ГОСТ 9467-75
Е 43 2 (3)-Р21
6. Э60 - ВСЦ-60 - 2,0 - ЛС3 ГОСТ 9466-75, ГОСТ 9467-75
Е - 11ГНМ – 3 – Ц14
7. Э46 - ОЗС-4 - 3,0 - УД2 ГОСТ 9466-75, ГОСТ 9467-75
Е 43 0 (3) - Р25
8. Э85 - УОНИ-13/85 - 2,0 - ЛД3 ГОСТ 9466-75, ГОСТ 9467-
|
|
|

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!