Это аддитивная технология нанесения на подложку различных паст, которые после термической обработки приобретают требуемые электрические свойства проводников, резисторов, изоляторов.

Рис. Толстопленочные платы нагревателей, ответвителей мощности на стальных, керамических, ферритовых подложках.

Рис. Многослойная (5) толстопленочная ИС с золотыми контактными площадками, изоляционными слоями, металлизацией контактирующих отверстий.

Рис. Толстопленочные пассивные элементы.
Толстоплёночные пасты.

Для проводящих элементов используются порошки серебра, палладия и других металлов с высокой электропроводностью. Наилучшие характеристики дает серебро. Любые добавки существенно ухудшают свойства проводника за счет многочисленных микроконтактных сопротивлений и возможности появления после высокотемпературной обработки интерметаллидных соединений, обладающих хрупкостью и понижением проводимости.

Рис. Структура толстопленочного проводника после нанесения: металлические частицы, стекло, органическая связка.
Для полимерных подложек разработаны специальные низкотемпературные серии паст:
- медная токопроводящая паста ПТМП-1 для создания проводников с удельным объемным сопротивлением не более 3*10-6 Ом*м (удельное поверхностное сопротивление не более 0.1 Ом/кв. при толщине слоя 30 мкм). Проводящее покрытие может работать с механическими контактами; напрямую не облуживается.
- медная лудящаяся паста ПЛМП-1 для обеспечения монтажа навесных элементов и выводов методом пайки на монтажные площадки поверх слоя из ПТМП-1 наносят пасту ПЛМП-1 и полученное после отверждения покрытие облуживают.
- серебряная токопроводящая паста ПТСП-2 для изготовления токопроводящих элементов печатных резисторов, выполненных пастами серии ПУРП. Покрытие обладает очень высокой устойчивостью к истиранию. Удельное объемное сопротивление не более 1,5*10-6 Ом*м. Не облуживается.
 Плоские и гибкие нагревательные элементы - это новый класс нагревателя (на стальной, керамической, плёночной подложке), которые изготовляются с заданными параметрами по мощности (до 40 Вт/мс2 у нагревательных элементах на стальной подложке)
Плоские и гибкие нагревательные элементы - это новый класс нагревателя (на стальной, керамической, плёночной подложке), которые изготовляются с заданными параметрами по мощности (до 40 Вт/мс2 у нагревательных элементах на стальной подложке)
Для резистивных - смесь порошков проводящих частиц и частиц окислов металлов в различных пропорциях, что позволяет варьировать удельное поверхностное сопротивление в широких пределах. Высокотемпературная обработка не дает возможность точного воспроизведения номинала резистора из-за недостаточной повторяемость толщины слоя резистивной пасты, ее растекаемости (ширины). В большинстве случаев требуется подгонка толстопленочных резисторов.

Рис. Толстопленочная ИС с резисторами, нанесенными поверх контактных площадок.
(Тонкопленочные резисторы, как правило, располагают под контактными площадками. Резистивные слои напыляются прежде проводниковых слоев. Оба слоя подвергаются селективному травлению. Исключение составляют резисторы, напыляемые через маску.)
Для полимерных подложек разработаны пасты углеродные резистивные полимерные ПУРП: для изготовления толстопленочных резистивных элементов, аналогичных технологии ГИС, а также переменных печатных резисторов - потенциометров. В качестве контактов потенциометров могут использоваться проводники, полученные травлением фольгированных диэлектриков, а также печатные проводники, выполненные полимерными пастами ПТМП-1 или ПТСП-2. Пасты выпускают для одно- и двухксторонних модулей в диапазоне удельных поверхностных сопротивлений от 0,05 до 100 КОм/кв. Отклонение от номинала + 30%, ТКС не более + 500*10-6 град-1.

Рис. Органический диэлектрик с резистивным слоем под медной фольгой.
Диэлектрические слои конденсаторов содержат порошки сегнетоэлектриков, которые, обладая большим значением относительной диэлектрической проницаемости ε, обеспечивают большие значения удельной ёмкости С0 [Ф/см2]. Изолирующие слои, наоборот, создаются на основе порошков стёкол с малыми ε и С0. Для полимерных подложек созданы специальные серии паст: диэлектрические защитные полимерные ПДЗП-А-1 и ПДЗП-Б-1: для создания изоляционных слоев в схемах с полимерными проводниками и резисторами, грунтовки стеклотекстолитов, коррректировки поверхностного сопротивления паст серии ПУРП.
Особую группу паст представляют собой лудящие пасты. Они состоят из частиц припоя, смоченных раствором флюса (например, канифоль в спирте). После нанесения через сетчатый трафарет на толстоплёночные монтажные площадки и сушки, покрытие подвергается оплавлению (~230°С).
Для объединения частиц функционального материала, присоединения слоя к подложке и формирования внешнего защитного слоя в порошок фукционального материала добавляют порошок стекла определенного состава. При высокой температуре в стекле могут растворяться разного рода добавки. Они изменяют температуру стеклования Тст. При этом меняется структура стекла (степень упорядоченности) и его свойства. Это расширяет возможности синтезировать аморфные материалы с заранее заданными свойствами.
Для приготовления паст (придания определенной вязкости пасте для ее нанесения на подложку) в смесь порошков функциональных частиц и низкотемпературного стекла добавляют технологическую связку, обычно органические масла. В процессе вжигания нанесённых элементов она должна разлагаться и полностью удаляться из слоя.

Трафаретная печать.
Процесс трафаретной печати состоит в дозировании пасты на подложку путем продавливания ее через трафарет с помощью специального ракеля. Трафарет бывает сетчатым, полимерным или металлическим.
Сетчатый трафарет состоит из рамки, на которую натянута сетка, а сверху фоточувствительная пленка или бумага.. На сетке методом фотолитографии формируется защитный рисунок, не пропускающий пасту.

Рис. Структура сетчатого трафарета: с помощью фотолитографии часть эмульсии удаляется, обнажая открытые ячейки.
Металлический трафарет обычно выполняется из нержавеющей стали методом лазерной резки. Также применяются медные трафареты, получаемые травлением, однако их применение ограничено достаточно низкой разрешающей способностью.



Рис Пневматическая рама для четырехстороннего натяжения.
Движущийся по трафарету ракель продвигает собой пасту, которая под давлением ракеля заполняет отверстия трафарета. Давление ракеля зависит от скорости его движения, угла встречи с поверхностью, от плотности прилегания ракеля к трафарету и от зазора между трафаретом и подложкой.
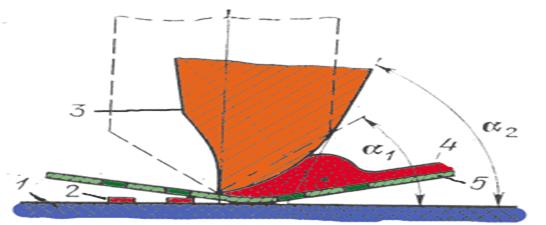
Рис. Расположение ракеля различной формы по отношению к трафарету и подложке:
1 — подложка; 2 — отпечаток пасты; 3 — ракель; 4 — паста на трафарете; 5 — трафарет.
Подача пасты происходит при прямом и обратном движении ракеля. Угол наклона лезвия ракеля (угол атаки а) влияет на давление ракеля и, следовательно, на толщину пленки. Чем меньше угол наклона, тем больше давление. В зависимости от применяемой вязкости паст и общей площади ячеек сетки в трафарете угол атаки выбирается 45...60°. Для нанесения паст в основном применяют сетчатые и биметаллические фольговые трафареты. Фольговые трафареты – благодаря малой толщине более точные.
Относительно небольшая вязкость обусловливает деформирование профиля элемента: вертикальный торец становится наклонным. Размеры топологии отпечатка увеличиваются по отношению размеров трафарета. Это является систематической ошибкой и может учитываться корректировкой размеров (уменьшением) элементов трафарета.
Обычный метод трафаретной печати позволяет получать проводящие линии и промежутки между ними 125... 150 мкм при использовании сетчатых трафаретов и до 75...100 мкм — с биметаллическими фольговыми трафаретами. Большую разрешающую способность - порядка 30 …50 мкм – можно получить фотолитографией нанесенного через трафарет тонкого слоя толстопленочной пасты. Трафаретная печать выполняется на автоматах, полуавтоматах и вручную. Основными режимами, влияющими на качество печати, являются скорость, угол наклона и усилие ракеля. Скорость ракеля обычно задается характеристиками пасты. Типичное ее значение составляет порядка 20-25 мм/с, однако современные пасты допускают печать со скоростью 150-200 мм/с. Типичный угол наклона ракеля составляет 60º. Ракель должен двигаться таким образом, чтобы паста образовала катящийся валик. Автоматы выполняют нанесение полностью автоматически, включая совмещения трафарета с платой, проход ракеля, отделение трафарета и его очистку. Объем пасты может регулироваться давлением и временем нанесения.
Объем пасты определяется размером апертур и толщиной трафарета. Апертуры, как правило, выполняются несколько меньшими по размерам, чем контактные площадки (примерно на 5-10% с каждой стороны). В некоторых случаях для получения требуемого объема пасты применяются ступенчатые трафареты с переменной толщиной.
 Рис. Профили проводников: (а) – тонкопленочного, (б) – толстопленочного после трафаретной печати, (в) - толстопленочного после фотолитографии сплошного слоя пасты.
Рис. Профили проводников: (а) – тонкопленочного, (б) – толстопленочного после трафаретной печати, (в) - толстопленочного после фотолитографии сплошного слоя пасты.

Рис. Кассеты с пастой, аналогичные кардриджа с тонером для принтера.

Вжигание.
Температурный цикл вжигания паст предусматривает четыре интервала.

1 – Органическая связка должна разлагаться и полностью удаляться из слоя пасты. Это возможно реализовать медленным подъемом температуры не выше 200 оС с помощью радиационного или инфракрасного (ИК) нагрева в камерах или конвейерных печах. Длина волны ИК излучателя должна быть более 3 мкм, тогда излучение проникает в пленку и равномерно по толщине сушит ее. При применении других методов сушки первоначально на поверхности пленки образуется твердый слой, препятствующий испарению летучих органических составляющих, что может привести к вспучиванию пленки и появлению раковин после процесса вжигания. При равномерном проведении процесса сушки пленка оказывается достаточно пористой, что улучшает испарение органических составляющих и не приводит к ее разрушению.
Неполное удаление временного связующего (органической связки) при вжигании приводит к выделению углерода, образующего на поверхности металлов карбиды, и возрастанию сопротивления контактов. При реакции со стеклофазой происходят выделение газов и нарушение поверхности пленки.

После сушки слоя можно наносить другие пасты и проводить процесс термообработки, если температурные профили совпадают.
11 – Интервал разжижения стеклянной составляющей пасты (фритты). Поскольку температура плавления фритты подбирается меньшей, чем функционального материала, то вязкость фритты меньше. В результате расширяющийся функциональный материал вытесняет фритту к внешнему периметру. Фритта со стороны подложки обеспечивает адгезию толстопленочного элемента с подложкой. Остальная часть остекленной внешней поверхности элемента служит защитным слоем. Однако при пайки его необходимо удалять. Оставшаяся внутри часть фритты участвует в объединении частиц между собой, упрочняя структуру. Но одновременно он создает барьеры между функциональными элементами, ухудшая их физические свойства. В этом случае объем фритты должен быть минимальным.
Механизм электропроводности толстых стекло - металлических пленок предполагает участие в электропроводности электронов металлической проводимости металлических частиц, а также туннельную проводимость в неметаллических зазорах между этими частицами и электронно-ионную проводимость интерметаллических и других соединений, образующихся при химических реакциях
111 – Собственно вжигание происходит на третьей стадии при постоянной температуре. При этом имеет место как химическое (взаимодействие окислов стекла и керамики), так и физическое (заполнение стеклом открытых поверхностных пор керамики) сцепление покрытия с подложкой.
Формирование физических параметров толстопленочных элементов. Температура зависит от вида пасты: максимальная (до 1100°С) – для проводниковых паст, особенно на основе тугоплавких металлов, а также некоторых конденсаторных паст, например, на основе титаната баррия. Последовательность вжигания слоев зависит от максимальной температуры: от наибольшего значения к наименьшему, обычно резистивному.
1V –. После выдержки на этапе 111 порядка 10 мин. медленно охлаждают во избежание растрескивания толстопленочного элемента в результате термических внутренних напряжений.
- Общая продолжительность цикла порядка одного часа.
При оптимальной температуре вжигания проводниковых паст улучшается спекание и увеличивается число контактов, что приводит к повышению электропроводности. В случае завышения температуры происходят плавление, агломерация и уменьшение количества металла в поверхностном слое, следовательно, может увеличиться сопротивление композиции и ухудшиться паяемость пленок.
В результате взаимодействия металлической составляющей с постоянным связующим (стеклом) в зависимости от атмосферы печи могут образовываться оксиды и другие соединения, растворимые в стекле, что влияет на характер контактов металлических частиц, увеличивает их сопротивление и повышает общее сопротивление композиции.
Precision
Mm lines
Корпусирование.


Рис. Корпуса толстопленочных микросборок.
Многослойные керамические ОИС (LTCC).
Для многослойных ОИС используются листы сырой керамики. (Толщина листов от 20 µm до 2 mm, размеры - 160 mm до 1000 mm.) С ними работают как с обычной керамикой: наносят пасту, формируют отверстия. Затем окончательно отжигают при 800 °С и монтируют навесные элементы. Температурные условия изготовления предопределяют использование толстопленочной технологии для формирования проводниковых, резистивных и диэлектрических слоев.


Рис. Листы сырой керамики KERAFOL® и линия по ее изготовлению.

Рис. Технология изготовления керамических ОИС.
Это аддитивная технология нанесения на подложку различных паст, которые после термической обработки приобретают требуемые электрические свойства проводников, резисторов, изоляторов.
Рис. Толстопленочные платы нагревателей, ответвителей мощности на стальных, керамических, ферритовых подложках.
Рис. Многослойная (5) толстопленочная ИС с золотыми контактными площадками, изоляционными слоями, металлизацией контактирующих отверстий.
Рис. Толстопленочные пассивные элементы.
Толстоплёночные пасты.
Для проводящих элементов используются порошки серебра, палладия и других металлов с высокой электропроводностью. Наилучшие характеристики дает серебро. Любые добавки существенно ухудшают свойства проводника за счет многочисленных микроконтактных сопротивлений и возможности появления после высокотемпературной обработки интерметаллидных соединений, обладающих хрупкостью и понижением проводимости.
Рис. Структура толстопленочного проводника после нанесения: металлические частицы, стекло, органическая связка.
Для полимерных подложек разработаны специальные низкотемпературные серии паст:
- медная токопроводящая паста ПТМП-1 для создания проводников с удельным объемным сопротивлением не более 3*10-6 Ом*м (удельное поверхностное сопротивление не более 0.1 Ом/кв. при толщине слоя 30 мкм). Проводящее покрытие может работать с механическими контактами; напрямую не облуживается.
- медная лудящаяся паста ПЛМП-1 для обеспечения монтажа навесных элементов и выводов методом пайки на монтажные площадки поверх слоя из ПТМП-1 наносят пасту ПЛМП-1 и полученное после отверждения покрытие облуживают.
- серебряная токопроводящая паста ПТСП-2 для изготовления токопроводящих элементов печатных резисторов, выполненных пастами серии ПУРП. Покрытие обладает очень высокой устойчивостью к истиранию. Удельное объемное сопротивление не более 1,5*10-6 Ом*м. Не облуживается.
Плоские и гибкие нагревательные элементы - это новый класс нагревателя (на стальной, керамической, плёночной подложке), которые изготовляются с заданными параметрами по мощности (до 40 Вт/мс2 у нагревательных элементах на стальной подложке)
Для резистивных - смесь порошков проводящих частиц и частиц окислов металлов в различных пропорциях, что позволяет варьировать удельное поверхностное сопротивление в широких пределах. Высокотемпературная обработка не дает возможность точного воспроизведения номинала резистора из-за недостаточной повторяемость толщины слоя резистивной пасты, ее растекаемости (ширины). В большинстве случаев требуется подгонка толстопленочных резисторов.
Рис. Толстопленочная ИС с резисторами, нанесенными поверх контактных площадок.
(Тонкопленочные резисторы, как правило, располагают под контактными площадками. Резистивные слои напыляются прежде проводниковых слоев. Оба слоя подвергаются селективному травлению. Исключение составляют резисторы, напыляемые через маску.)
Для полимерных подложек разработаны пасты углеродные резистивные полимерные ПУРП: для изготовления толстопленочных резистивных элементов, аналогичных технологии ГИС, а также переменных печатных резисторов - потенциометров. В качестве контактов потенциометров могут использоваться проводники, полученные травлением фольгированных диэлектриков, а также печатные проводники, выполненные полимерными пастами ПТМП-1 или ПТСП-2. Пасты выпускают для одно- и двухксторонних модулей в диапазоне удельных поверхностных сопротивлений от 0,05 до 100 КОм/кв. Отклонение от номинала + 30%, ТКС не более + 500*10-6 град-1.
Рис. Органический диэлектрик с резистивным слоем под медной фольгой.
Диэлектрические слои конденсаторов содержат порошки сегнетоэлектриков, которые, обладая большим значением относительной диэлектрической проницаемости ε, обеспечивают большие значения удельной ёмкости С0 [Ф/см2]. Изолирующие слои, наоборот, создаются на основе порошков стёкол с малыми ε и С0. Для полимерных подложек созданы специальные серии паст: диэлектрические защитные полимерные ПДЗП-А-1 и ПДЗП-Б-1: для создания изоляционных слоев в схемах с полимерными проводниками и резисторами, грунтовки стеклотекстолитов, коррректировки поверхностного сопротивления паст серии ПУРП.
Особую группу паст представляют собой лудящие пасты. Они состоят из частиц припоя, смоченных раствором флюса (например, канифоль в спирте). После нанесения через сетчатый трафарет на толстоплёночные монтажные площадки и сушки, покрытие подвергается оплавлению (~230°С).
Для объединения частиц функционального материала, присоединения слоя к подложке и формирования внешнего защитного слоя в порошок фукционального материала добавляют порошок стекла определенного состава. При высокой температуре в стекле могут растворяться разного рода добавки. Они изменяют температуру стеклования Тст. При этом меняется структура стекла (степень упорядоченности) и его свойства. Это расширяет возможности синтезировать аморфные материалы с заранее заданными свойствами.
Для приготовления паст (придания определенной вязкости пасте для ее нанесения на подложку) в смесь порошков функциональных частиц и низкотемпературного стекла добавляют технологическую связку, обычно органические масла. В процессе вжигания нанесённых элементов она должна разлагаться и полностью удаляться из слоя.
Трафаретная печать.
Процесс трафаретной печати состоит в дозировании пасты на подложку путем продавливания ее через трафарет с помощью специального ракеля. Трафарет бывает сетчатым, полимерным или металлическим.
Сетчатый трафарет состоит из рамки, на которую натянута сетка, а сверху фоточувствительная пленка или бумага.. На сетке методом фотолитографии формируется защитный рисунок, не пропускающий пасту.
Рис. Структура сетчатого трафарета: с помощью фотолитографии часть эмульсии удаляется, обнажая открытые ячейки.
Металлический трафарет обычно выполняется из нержавеющей стали методом лазерной резки. Также применяются медные трафареты, получаемые травлением, однако их применение ограничено достаточно низкой разрешающей способностью.
Рис Пневматическая рама для четырехстороннего натяжения.
Движущийся по трафарету ракель продвигает собой пасту, которая под давлением ракеля заполняет отверстия трафарета. Давление ракеля зависит от скорости его движения, угла встречи с поверхностью, от плотности прилегания ракеля к трафарету и от зазора между трафаретом и подложкой.
Рис. Расположение ракеля различной формы по отношению к трафарету и подложке:
1 — подложка; 2 — отпечаток пасты; 3 — ракель; 4 — паста на трафарете; 5 — трафарет.
Подача пасты происходит при прямом и обратном движении ракеля. Угол наклона лезвия ракеля (угол атаки а) влияет на давление ракеля и, следовательно, на толщину пленки. Чем меньше угол наклона, тем больше давление. В зависимости от применяемой вязкости паст и общей площади ячеек сетки в трафарете угол атаки выбирается 45...60°. Для нанесения паст в основном применяют сетчатые и биметаллические фольговые трафареты. Фольговые трафареты – благодаря малой толщине более точные.
Относительно небольшая вязкость обусловливает деформирование профиля элемента: вертикальный торец становится наклонным. Размеры топологии отпечатка увеличиваются по отношению размеров трафарета. Это является систематической ошибкой и может учитываться корректировкой размеров (уменьшением) элементов трафарета.
Обычный метод трафаретной печати позволяет получать проводящие линии и промежутки между ними 125... 150 мкм при использовании сетчатых трафаретов и до 75...100 мкм — с биметаллическими фольговыми трафаретами. Большую разрешающую способность - порядка 30 …50 мкм – можно получить фотолитографией нанесенного через трафарет тонкого слоя толстопленочной пасты. Трафаретная печать выполняется на автоматах, полуавтоматах и вручную. Основными режимами, влияющими на качество печати, являются скорость, угол наклона и усилие ракеля. Скорость ракеля обычно задается характеристиками пасты. Типичное ее значение составляет порядка 20-25 мм/с, однако современные пасты допускают печать со скоростью 150-200 мм/с. Типичный угол наклона ракеля составляет 60º. Ракель должен двигаться таким образом, чтобы паста образовала катящийся валик. Автоматы выполняют нанесение полностью автоматически, включая совмещения трафарета с платой, проход ракеля, отделение трафарета и его очистку. Объем пасты может регулироваться давлением и временем нанесения.
Объем пасты определяется размером апертур и толщиной трафарета. Апертуры, как правило, выполняются несколько меньшими по размерам, чем контактные площадки (примерно на 5-10% с каждой стороны). В некоторых случаях для получения требуемого объема пасты применяются ступенчатые трафареты с переменной толщиной.
Рис. Профили проводников: (а) – тонкопленочного, (б) – толстопленочного после трафаретной печати, (в) - толстопленочного после фотолитографии сплошного слоя пасты.
Рис. Кассеты с пастой, аналогичные кардриджа с тонером для принтера.
Вжигание.
Температурный цикл вжигания паст предусматривает четыре интервала.
1 – Органическая связка должна разлагаться и полностью удаляться из слоя пасты. Это возможно реализовать медленным подъемом температуры не выше 200 оС с помощью радиационного или инфракрасного (ИК) нагрева в камерах или конвейерных печах. Длина волны ИК излучателя должна быть более 3 мкм, тогда излучение проникает в пленку и равномерно по толщине сушит ее. При применении других методов сушки первоначально на поверхности пленки образуется твердый слой, препятствующий испарению летучих органических составляющих, что может привести к вспучиванию пленки и появлению раковин после процесса вжигания. При равномерном проведении процесса сушки пленка оказывается достаточно пористой, что улучшает испарение органических составляющих и не приводит к ее разрушению.
Неполное удаление временного связующего (органической связки) при вжигании приводит к выделению углерода, образующего на поверхности металлов карбиды, и возрастанию сопротивления контактов. При реакции со стеклофазой происходят выделение газов и нарушение поверхности пленки.
После сушки слоя можно наносить другие пасты и проводить процесс термообработки, если температурные профили совпадают.
11 – Интервал разжижения стеклянной составляющей пасты (фритты). Поскольку температура плавления фритты подбирается меньшей, чем функционального материала, то вязкость фритты меньше. В результате расширяющийся функциональный материал вытесняет фритту к внешнему периметру. Фритта со стороны подложки обеспечивает адгезию толстопленочного элемента с подложкой. Остальная часть остекленной внешней поверхности элемента служит защитным слоем. Однако при пайки его необходимо удалять. Оставшаяся внутри часть фритты участвует в объединении частиц между собой, упрочняя структуру. Но одновременно он создает барьеры между функциональными элементами, ухудшая их физические свойства. В этом случае объем фритты должен быть минимальным.
Механизм электропроводности толстых стекло - металлических пленок предполагает участие в электропроводности электронов металлической проводимости металлических частиц, а также туннельную проводимость в неметаллических зазорах между этими частицами и электронно-ионную проводимость интерметаллических и других соединений, образующихся при химических реакциях
111 – Собственно вжигание происходит на третьей стадии при постоянной температуре. При этом имеет место как химическое (взаимодействие окислов стекла и керамики), так и физическое (заполнение стеклом открытых поверхностных пор керамики) сцепление покрытия с подложкой.
Формирование физических параметров толстопленочных элементов. Температура зависит от вида пасты: максимальная (до 1100°С) – для проводниковых паст, особенно на основе тугоплавких металлов, а также некоторых конденсаторных паст, например, на основе титаната баррия. Последовательность вжигания слоев зависит от максимальной температуры: от наибольшего значения к наименьшему, обычно резистивному.
1V –. После выдержки на этапе 111 порядка 10 мин. медленно охлаждают во избежание растрескивания толстопленочного элемента в результате термических внутренних напряжений.
- Общая продолжительность цикла порядка одного часа.
При оптимальной температуре вжигания проводниковых паст улучшается спекание и увеличивается число контактов, что приводит к повышению электропроводности. В случае завышения температуры происходят плавление, агломерация и уменьшение количества металла в поверхностном слое, следовательно, может увеличиться сопротивление композиции и ухудшиться паяемость пленок.
В результате взаимодействия металлической составляющей с постоянным связующим (стеклом) в зависимости от атмосферы печи могут образовываться оксиды и другие соединения, растворимые в стекле, что влияет на характер контактов металлических частиц, увеличивает их сопротивление и повышает общее сопротивление композиции.






