БЕЛОРУССКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра «Горные машины»
П.В. Цыбуленко
МАШИНЫ И ОБОРУДОВАНИЕ ОБОГАТИТЕЛЬНЫХ
И ПЕРЕРАБАТЫВАЮЩИХ ПРОИЗВОДСТВ
Конспект лекций, часть I
Рекомендовано учебно-методическим объединением высших учебных заведений Республики Беларусь по образованию в области горно-добывающей промышленности для студентов специальности 1-36 10 01 «Горные машины и оборудование»
по направлению 1-36 10 01-03
«Обогатительно-перерабатывающее производство»
Минск 2010
УДК 622.2(075.8)
ББК 33.3я7
Ц 82
Р е з е н з е н т ы:
Н.И. Березовский, Г.А. Куптель
Цыбуленко, П.В.
Ц 82 Машины и оборудование обогатительных и перерабатывающих производств: конспект лекций, часть 1 / П.В. Цыбуленко.- Минск: БНТУ, 22010.- 60 с.
В конспекте лекций изложено назначение, устройство, работа и расчет оборудования приемных бункерных устройств, механизмов для разгрузки, дозирования и перемешивания горных пород.
УДК 622.2(075.8)
ББК 33.3я7
ISBN Цыбуленко П.В., 2010
БНТУ, 2010
 Введение
Введение
Содержание дисциплины «Машины и оборудование обогатительных и перерабатывающих производств» включает изучение широкой номенклатуры машин и оборудования, применяемых при переработке и обогащении горных пород (калийная руда, торф, бурые угли, сырье строительных материалов).
Вследствие ухудшения горно-геологических условий добычи полезных ископаемых, а также снижения их качественных характеристик, возрастает роль процессов обогащения, что способствует созданию новых обогатительных и перерабатывающих машин и оборудования.
Задачей курса является приобретение студентами знаний в области комплексной механизации процессов обогащения и переработки горных пород, навыков расчета и конструирования машин и оборудования для получения продукции из горных пород.
В первой части методического пособия рассматриваются вопросы, касающиеся приемных бункерных устройств, оборудования для разгрузки, дозирования и перемешивания горных пород.
Тема 1. СТРУКТУРА И КЛАССИФИКАЦИЯ МАШИН
Вопросы для самоконтроля
1. Что понимается под термином «машина»?
2. Какие виды машин применяются в производстве?
3. Перечислите группы машин, объединенные по функциональному признаку.
4. Сформулируйте основные требования, предъявляемые к перерабатывающим машинам.
Тема 2. БУНКЕРЫ
Вопросы темы: Назначение и классификация бункеров. Истечение материала из выпускных отверстий бункеров. Давления на стенки бункеров. Определение эквивалентных давлений и условное преобразование листов стенок бункера. Расчет обшивки и опор бункеров.
Для большинства сыпучих тел
x =  ,
,
где f 0– коэффициент межчастичного трения сыпучего тела.
Подставляя в формулу (2.4) значение местного давления, получим
 . (2.5)
. (2.5)
Если принять среднее для распространенных насыпных грузов значение x = 1,6 то
 . (2.6)
. (2.6)
После подстановки в формулу (2.6) q = 9,81 м/с2 получим
 , (2.7)
, (2.7)
а коэффициент истечения
 . (2.8)
. (2.8)
Пропуская способность Q б (т/ч) непрерывно действующих бункеров определяется количеством материала, проходящего в единицу времени через выпускное отверстие
Q б = 3,6  , (2.9)
, (2.9)
где F 0 – площадь выпускного отверстия, м2;
 – скорость истечения материала, м/с;
– скорость истечения материала, м/с;
 – плотность материала, кг/м3.
– плотность материала, кг/м3.
Давления на стенки бункера
На стенки бункера, заполненного материалом, действуют давления от массы материала, которые зависят от физико-механических свойств материала (плотности, влажности, сыпучести), а также от коэффициента трения материала о стенки, способа формирования материала в бункере, формы бункера и др.
Давление на дно бункера
Если материал по своим физико-механическим свойствам близок к жидкости, то вертикальное давление Ру (Па), действующее на дно бункера, близко к гидравлическому
Ру =  ,
,
где h – глубина расположения рассматриваемой точки над уровнем материала, м;
– плотность материала, кг/м3;
q – ускорение силы тяжести, м/с2.
Для материалов хорошо сыпучих в результате действия сил внутреннего трения, а также сил трения материала о стенки бункера давление на дно уменьшается. Это влияние учитывает коэффициент зависания Кз. Тогда
Ру = . Кз.
Коэффициент Кз тем выше, чем большее значение имеет коэффициент бокового распора  , который равен
, который равен  Рх / Ру, где Рх – боковое давление в рассматриваемой точке. Так для жидкости
Рх / Ру, где Рх – боковое давление в рассматриваемой точке. Так для жидкости  и Кз = 1. Для хорошо сыпучих материалов
и Кз = 1. Для хорошо сыпучих материалов  , тогда Кз можно принимать в пределах в пределах 0,8–0,9. Точное определение Кз находят по зависимости
, тогда Кз можно принимать в пределах в пределах 0,8–0,9. Точное определение Кз находят по зависимости
К3 =  ,
,
где x =  ;
;
f – коэффициент трения материала о стенки бункера;
R 0 – гидравлический радиус (отношение площади дна бункера к периметру), м.
При загрузке бункера с большой высоты или возможности образования внутри бункера пустот и затем резкого падения материала давление на дно бункера значительно увеличивается. Это явление учитывает коэффициент динамики К q. Для бункеров, оборудованных вибраторами, К q = 1,3  1,5; при загрузке бункера с большой высоты К q = 1,1 1,4; при зависании материала с образованием пустот К q = 2.
1,5; при загрузке бункера с большой высоты К q = 1,1 1,4; при зависании материала с образованием пустот К q = 2.
Давление на дно бункера с учетом всех вышеизложенных факторов
Ру = . Кз . К q.
Металлических бункеров
Стенки бункеров изготавливаются из стальных листов, которые крепятся по углам каркаса бункера. Привести точное уравнение для
расчета этих листов нельзя в силу неопределенности их закрепления и переменного давления по высоте. При расчете листов прямоугольных панелей применяется метод расчета пластин нагруженных равномерным давлением. При использовании этого метода для расчета треугольных и прямоугольных листов применяется способ условного преобразования указанных контуров в прямоугольные, а переменное по высоте давление на листы приводят к среднему давлению, которое и используется в качестве расчетного.
Под действием массы загруженного материала стенки бункера подвергаются деформации изгиба и растяжения. Однако, составляющая растягивающих напряжений мала по сравнению с изгибом, что позволяет ею пренебречь.
Максимальный изгибающий момент от нормальных давлений Рн будет действовать относительно оси X – Х в середине длинной стороны (рис 2.4).
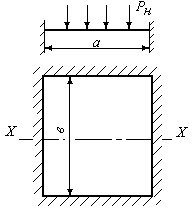
Рис. 2.4. Схема нагружения листа бункера
МИ =  . Рн .
. Рн .  . в Н·м,
. в Н·м,
где а – меньшая сторона, м;
в – большая сторона, м;
РН – нормальное давление на панель, Па;
– коэффициент пропорциональности, зависящий от соотношения сторон  (табл. 2.1).
(табл. 2.1).
Таблица 2.1
|
|
1,00
|
1,25
|
1,5
|
1,75
|
2,0
|
2,25
|
|
| 0,0513
| 0,0665
| 0,0757
| 0,0813
| 0,0829
| 0,0833
|
По МИ можно определить толщину листа обшивки бункера.
Момент сопротивления прямоугольного листа
 .
.
Известно, что
 ,
,
отсюда
 ,
,
где К – коэффициент запаса, зависящий от степени коррозии металла (0,1–0,2), мм;
 – допускаемое напряжение изгиба для листов из стали:
– допускаемое напряжение изгиба для листов из стали:
Ст. 2 – = 110 120 мПа;
Ст. 3 – = 130 140 мПа.
Нормальное давление, действующее на отдельные элементы стенок, изменяется по высоте бункера. Для расчета листа приводят переменное давление к эквивалентному, постоянному по высоте бункера. При этом для расчета эквивалентных давлений применяются следующие уравнения:
а – для прямоугольной панели –  Па,
Па,
где  и
и  – соответственно нормальные давления в верхней и нижней кромках листа, Па;
– соответственно нормальные давления в верхней и нижней кромках листа, Па;
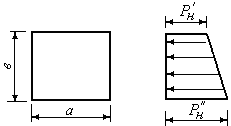
б – для треугольной панели –  Па,
Па,
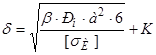
в – для трапецеидальной панели –
 Па,
Па,

Для расчета толщины треугольных и трапецеидальных листов обшивки необходимо произвести их преобразование в прямоугольную форму. Для этого пользуются следующей методикой (рис. 2.5, 2.6). Основой метода является равенство площадей исходного и преобразованного листа.
Преобразование треугольного листа в прямоугольный

Рис. 2.5.
Для этого параллельно основанию АВ проведем через центр тяжести треугольника прямую Е F до пересечения с линиями АС и СВ.
Длина Е F и есть расчетная ширина преобразованного прямоугольника. Из рис. 2.5. стороны
 м;
м;
 м.
м.
Преобразование трапецеидального листа в прямоугольный
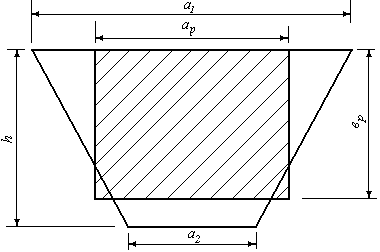
Рис. 2.6.
 ;
;
 .
.
Шиберные затворы
Шиберные затворы имеют вид плоской задвижки, перемещающиеся в пазах, расположенных по сторонам прямоугольного выпускного отверстия. Приводятся в действие ручным рычажным одно- или двух- реечным механизмом с помощью механического привода или гидропневмоцилиндров. Затворы этого типа применяются для бункеров, работающих на хорошо сыпучих материалах.
Схема затвора с механическим приводом представлена на рис. 3.1. Для затворов больших размеров и воспринимающих большие нагрузки вместо направляющих скольжения применяют роликовые опоры.
Расчет шиберных затворов сводится к определению усилия, необходимого для открытия шибера затвора, которое наибольшее в начальный момент трогания с места.
При открывании затвора по направляющим скольжения действуют следующие силы сопротивления (рис. 3.2).
Усилие открывания определяется
Р = (Р 1 + Р 2) . К 3.
Учитывая, что Р 1 = Ру . а . в . f 1 и Р 2 = (Ру . а . в + m ш . q). f 2, получим
Р = [ Ру . а . в . f 1 + (Ру . а . в + m ш . q) . f 2] . K 3,
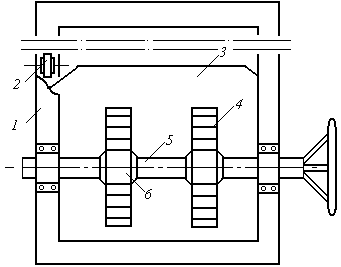
Рис. 3.1. Схема шиберного затвора
1 – металлоконструкция; 2 – опорный ролик; 3 – шибер;
4 – рейка; 5 – вал; 6 - зубчатое колесо
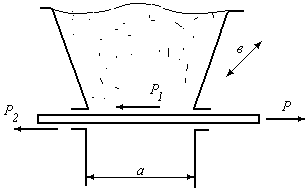
Рис. 3.2. Схема действия сил на шибер
Р 1 – сила сопротивления от трения материала по шиберу;
Р 2 – сила сопротивления в направляющих шибера
где m ш – масса шибера, кг;
f 1 и f 2 – коэффициенты трения материала по шиберу и шибера по направляющим;
q – ускорение силы тяжести;
Ру – вертикальное давление, действующее на затвор, Па;
К 3 – коэффициент запаса, учитывающий возможность перекоса и заедания затвора, К 3 = 1,25-1,5.
При движении шибера по направляющим качения усилие открывания (рис. 3.3.)
Р = (Р 1 + Р 3 + Р 4 .  ) . К 3,
) . К 3,
где Р 3 – сопротивление качению шибера по ролику,
Р 3 = Р . а . в . К,
где К = 0,01–0,012 – коэффициент сопротивления качению стали по стали;
Р 4 – сопротивление трения в оси ролика, которое определяется
Р 4 = (Ру . а . в + m ш . q) . f 3,
где f 3 – коэффициент трения в оси ролика;
d – диаметр оси, м;
D – диаметр ролика, м.
Скорость открывания затвора
 ,
,
где t – время перемещения затвора в крайнее положение, с.
Мощность, затрачиваемая на перемещение затвора
 Вт.
Вт.
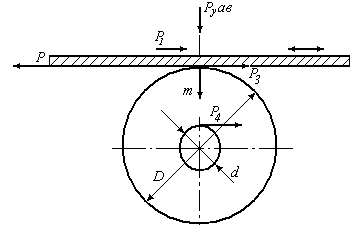
Рис. 3.3. Схема действия сил на ролик
Секторные затворы
Секторные затворы делятся на односекторные и двухсекторные (челюстные). Простой секторный затвор (рис. 3.4, а) представляет собой сектор 1, вращающийся на пальцах, закрепленных на боковых стенках корпуса 2, который имеет квадратное сечение и крепится к отверстию бункера. Управляется с помощью гидравлических или пневматических цилиндров 3, а также механической передачей. Такие затворы применяются преимущественно в бункерах для хорошо сыпучих материалов с мелкими и средними кусками.
Челюстной затвор состоит из двух секторов или челюстей 1 (рис. 3.4, б), которые соединены между собой зубчатыми секторами 2, находящимися в зацеплении. Обе челюсти открываются и закрываются одновременно. Челюстные затворы лучше приспособлены для частых открываний и закрываний бункеров и регулирования подачи материала.
При расчете секторного или челюстного затвора учитывается, что наибольший момент необходимо приложить в начале открывания затвора. Суммарный момент сопротивления складывается из потерь на трение в цапфах или подвесках М 1 и от трения материала о сектор М 2.
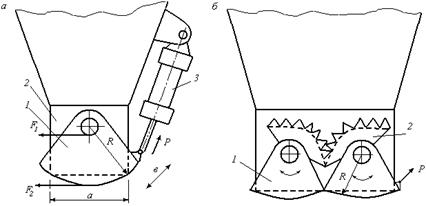
Рис. 3.4. Схема затворов: а – секторный, б – челюстной
М = М 1 + М 2.
Момент М 1 = F 1 .  = (Ру . а . в + m c . q) . f ц .
= (Ру . а . в + m c . q) . f ц .  Н.м,
Н.м,
где F 1 – сила трения в цапфе, Н;
Р у – давление, действующее на затвор, Па;
mc – масса сектора, кг;
f ц – коэффициент трения в цапфе;
d ц – диаметр цапфы, м;
а и в – размеры выпускного отверстия, м.
Момент
М 2 = F 2 . R = Ру . а . в . f 1 . R,
где F 2 – сила трения материала о сектор, Н;
f 1 – коэффициент трения материала о сектор;
R – радиус вращения сектора, м.
Усилие, необходимое для открывания секторного затвора
Р = М / R Н.
Пальцевые затворы
Применяются для выпуска из бункеров кусковых и мелкокусковых материалов.
Работает по принципу перекрывания выпускных наклонных желобов (поз 1, рис. 3.5) бункера. Рабочим органом пальцевого затвора является пальцевая решетка 2, шарнирно закрепленная в желобе. Элементы решетки (пальцы) выполнены из круглого прямоугольного профиля и изогнуты под углом  . Подъем и опускание решетки 2 осуществляется гидро или пневмоцилиндром через проушину 3.
. Подъем и опускание решетки 2 осуществляется гидро или пневмоцилиндром через проушину 3.
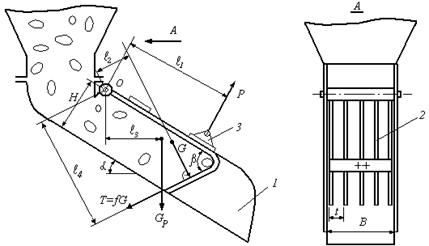
Рис. 3.5. Пальцевый затвор
Расчет сводится к определению усилия Р, необходимого для подъема пальцевой решетки. Это усилие определяется при рассмотрении равновесия сил, действующих на затвор относительно точки О.
Сумма моментов относительно точки О должна быть равна нулю
 .
.
Отсюда
 Н,
Н,
где G – усилие, действующее на пальцы от давления материала, Н;
Gp – сила тяжести решетки, Н;
f – коэффициент трения материала о пальцы;
 – плечи сил, м.
– плечи сил, м.
Усилие на пальцы
G = P . F м,
где Р – давление, действующее со стороны материала на пальцы, Па;
F – площадь соприкосновения пальцев с материалом, м2.
При расчетах рекомендуются следующие соотношения конструктивных параметров: Н = (0,6–0,9) . В, м; длина пальцев принимается (1,8–2,5) . Н, м.
Лотковые затворы
Применяются для различных по крупности материалов, из-за чего они нашли широкое применение. Рабочим органом лоткового затвора является шарнирно закрепленный под выпускным отверстием лоток (рис. 3.6). При закрытом положении затвора лоток 1 находится в горизонтальном положении. При перемещении лотка относительно шарнира О на угол больший угла естественного откоса материала, последний скользит по дну лотка и удаляется из бункера. Кроме этого с увеличением угла наклона лотка соответственно увеличивается скорость движения материала и его производительность. Подъем и опускание лотка осуществляется с помощью пневмо или гидроцилиндра, связанных с проушиной 2. Для уменьшения нагрузок на привод в затворе имеется противовес 3.
Расчет затвора сводится к определению усилия Р, необходимого для подъема лотка с находящимся на нем материалом.
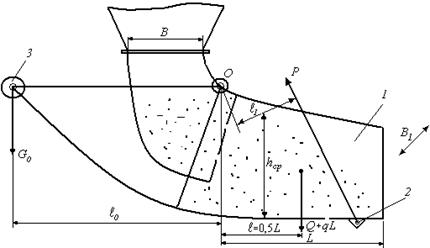
Рис. 3.6. Схема лоткового затвора
Для расчета затвора принимаем следующие обозначения:
В – сторона квадрата выпускного отверстия, м;
В 1 – ширина лотка, м;
L – длина лотка, м;
h ср – средняя высота загрузки лотка, м;
– плотность материала, кг/м3;
q – сила тяжести одного погонного метра лотка, Н;
Q – сила тяжести сыпучего материала на лотке, Н;
G 0 – сила тяжести контр груза, Н;
 – плечи сил, м.
– плечи сил, м.
Рассматривая действие сил относительно оси поворота О получим
 Н. м. (3.1)
Н. м. (3.1)
Среднюю высоту загрузки лотка по его длине можно с запасом считать h ср = 0,4 . В 1, следовательно, сила
Q = B 1 . L . 0,4 . В 1 . = 0,4 . В 12. L . Н. (3.2)
Принимая  ≈ 0,5 L и коэффициент запаса К = 1,3 получим из (3.1)
≈ 0,5 L и коэффициент запаса К = 1,3 получим из (3.1)
Р = 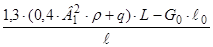 Н.
Н.
Вопросы для самоконтроля
1. Для чего применяются затворы сыпучих материалов?
2. Перечислите основные конструктивные элементы шиберного затвора.
3. Определите усилие для открывания шиберного затвора на направляющих скольжения.
4. Определите усилие для открывания затвора на направляющих качения.
5. Устройство и расчет секторного и челюстного затвора.
6. Дайте область применения пальцевого и лоткового затворов.
7. К чему сводится расчет пальцевого и лоткового затворов.
8. Рассчитайте усилие для подъема лоткового затвора.
Скребковые питатели
Применяются для выгрузки материала из бункера. Верхняя ветвь питателя находится внутри бункера и перемещается по его дну. Скребки захватывают материал и передвигают его по дну к разгрузочному окну. Вследствие того, что высота скребков выше выступов на полотне пластинчатого питателя, сцепление их с материалом лучше и поэтому скребковые питатели используются для разгрузки волокнистых материалов.
Производительность (т/ч) пластинчатых и скребковых питателей определяется
Q = 3,6 . Впл . h . v . p . k общ, (4.1)
где Впл и h – соответственно ширина и высота разгрузочного окна, м;
v = 0,02 0,15 – скорость перемещения цепей питателя, м/с;
k общ – обобщенный коэффициент, учитывающий физико-механические свойства дозируемых материалов и параметры питателя, k общ = 1,29 0,94. В основном коэффициент k общ учитывает уплотнение материала за счет местного давления скребка или выступов полотна пластинчатого питателя на поток перемещаемого слоя и давления вышележащего материала. При высоте разгрузочного окна 20 мм k общ = 1,29, с увеличением высоты окна до 100 мм коэффициент уменьшается до 0,94.
Мощность привода Рпл пластинчатого питателя, используемого в качестве дна бункера, отличается от расчета обычного пластинчатого питателя тем, что на подвижный слой передается давление вышележащего материала.
Вертикальное давление (Па) на подвижный слой определяется глубиной Н его залегания
рв = р . Н . q . k зав,
где k зав –коэффициент зависания, учитывающий трение материала при опускании о стенки бункера (см. расчет бункеров).
Горизонтальное давление (рис. 4.1, б)на боковые стенки (пренебрегая его изменением по высоте подвижного слоя)
p бок =  рв,
рв,
где – коэффициент бокового давления.
При перемещении полотна пластинчатого питателя преодолеваются силы: трения F 1подвижного слоя материала о неподвижный; трения  подвижного слоя о две боковые стенки бункера; сопротивление движению грузовой ветви W гр питателя, воспринимающей вертикальное давление материала, и порожней
подвижного слоя о две боковые стенки бункера; сопротивление движению грузовой ветви W гр питателя, воспринимающей вертикальное давление материала, и порожней 
F 1= р в . Впл . L . f вн, (4.3)
 , (4.4)
, (4.4)
W гр = (р в . В + q 0 . q) . L . w, (4.5)
W пор = q 0 . q . L . w, (4.6)
где f вн и f – внутренний и внешний коэффициенты трения (торф о стенку бункера);
w –коэффициент сопротивления движению катков цепей питателя по направляющим;
L –длина бункера (при расчете питателей бункера сырья ТБЗ длину питателя принимают равной длине бункера, для схемы, приведенной на рис. 4.1, L = акт – длина зоны активного давления), м;
q 0 –масса 1 м длины движущихся частей питателя, кг.
Мощность Рпл.пит (кВт) двигателя привода пластинчатого питателя
Рпл.пит = 
где составляющие силы определяются по формулам (4.3)–(4.6).
При расчете мощности привода скребкового питателя следует учесть силу трения F 3подвижного слоя по дну бункера (увеличением общей высоты слоя материала на величину h можно пренебречь)
F 3 = pB . B . L . f.
При вычислении W гр по формуле (4.5) не учитывается давление материала на подвижные элементы питателя
W гр = W пор = q 0 . q . L . w. (4.7)
Тогда мощность (кВт) двигателя привода скребкового питателя
 (4.8)
(4.8)
Ленточные питатели отличаются от пластинчатых тем, что под бункером устанавливается короткий ленточный конвейер, но при этом длину акт участка активного давления материала на ленту стремятся выполнять минимальной.
Барабанные питатели
Принцип действия барабанного питателя сводится к тому, что смонтированный на горизонтальной оси барабан перекрывает выпускное отверстие бункера. При вращении барабана материал увлекается силой трения и равномерно подается на приемный конвейер. Производительность барабанных питателей находится в пределах 10–150 м3/ч и регулируется с помощью частоты вращения барабана, а также высотой поднятия шибера (рис. 4.2).
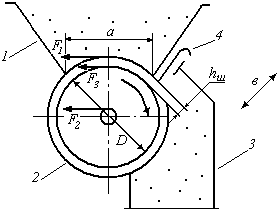
Рис. 4.2. Схема барабанного питателя
1 – бункер; 2 – барабан; 3 – рукав; 4 – шибер
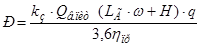
Производительность барабанного питателя
 кг/с,
кг/с,
где F = h ш .В – площадь выпускного отверстия, м2 (h ш – высота поднятия шибера; В – ширина питателя);
 – окружная скорость барабана, м/с (D – диаметр барабана, м; n – частота вращения, с-1);
– окружная скорость барабана, м/с (D – диаметр барабана, м; n – частота вращения, с-1);
 – коэффициент использования объема,
– коэффициент использования объема, 
– насыпная плотность материала, кг/м3.
Давление, действующее на затвор, относят к так называемым «местным», зависящим от способа формирования материала в бункере, и определяют
 Па,
Па,
где R – гидравлический радиус выпускного отверстия ( где S – площадь, П – периметр отверстия);
где S – площадь, П – периметр отверстия);
f вн – коэффициент внутреннего трения материала;
m – коэффициент подвижности;
k ф – коэффициент формирования материала в бункере (k ф = 2 при неподвижном материале; k ф = 1 при движении).
Для большинства сыпучих грузов m . f вн ≈ 0,18, тогда
Р з = 5,6 . k ф . . q = 55 . k ф . p . R Па.
Мощность на работу затвора
N = (M 1 + M 2 + M 3) . ω, Bт
где М 1 – момент сопротивления при сдвиге материала на уровне шибера, Н.м;
М 2 – момент сопротивления в цапфах барабана, Н.м;
М 3 – момент сопротивления от трения материала о боковую поверхность, Н.м;
 – угловая скорость, рад/с.
– угловая скорость, рад/с.
 Н.м,
Н.м,
где F 1 – сила сопротивления сдвигу материала, F 1 = P з . а .В . f внт (f внт – коэффициент внутреннего трения материала);
D – диаметр барабана, м.
 Н.м,
Н.м,
где m б – масса барабана, кг;
f ц – коэффициент сопротивления в цапфах;
d ц – диаметр цапфы, м.
 Нм,
Нм,
где L – длина дуги, по которой движется материал, м;
f – коэффициент трения материала о внутреннюю поверхность барабана;
ε – коэффициент бокового давления;
Рб – боковое давление на боковую поверхность, Па.
Шлюзовые питатели
Шлюзовые питатели применяются для подачи материала в аппараты с повышенным или пониженным давлением (топки, сушилки, пневмотранспортные установки). Состоят из цилиндрического барабана 1 (рис. 4.3), на поверхности которого вдоль продольной оси закреплены лопасти 2. При вращении барабана лопасти захватывают материал и перемещает его к нижнему разгрузочному окну.
Производительность шлюзового питателя
 кг/с,
кг/с,
где V – объем одной ячейки барабана, м3;
z – число ячеек, шт;
n – частота вращения барабана, с-1;
p – насыпная плотность материала, кг/м3;
– коэффициент использования объема.
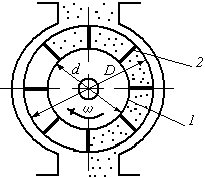
Рис. 4.3. Схема шлюзового питателя
1 – бункер; 2 – барабан
Мощность на валу барабана определяется по аналогии с барабанным питателем при коэффициенте трения в опорах цапф (f ц = 0,05 – для подшипников качения и f ц = 0,15 – для подшипников скольжения).
Винтовые питатели
Широко используются на заводах благодаря главному их достоинству – герметичности. Винтовой питатель (рис. 4.4) состоит из вала с приваренным к нему винтом 1, концевых подшипников 2 и привода. Вследствие небольшой длины питателей 1–3 м промежуточный подшипник не применяется. Для уплотнения материала и создания герметичности винт питателя в средней части делается с меньшим шагом.
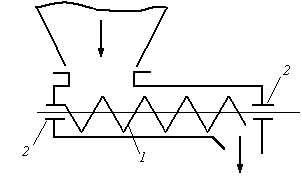
Рис. 4.4. Схема винтового питателя
1 – винт; 2 - подшипники
Производительность винтовых питателей
 т/ч,
т/ч,
где D в и d в – диаметры винта соответственно наружный и внутренний, м;
S – шаг винта (S ≈ D в), м;
Ψ = 0,8 – коэффициент использования объема винта.
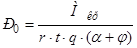
Мощность приводного двигателя
 кВт,
кВт,
где к 3 = 1,1 1,2 – коэффициент запаса;
L Г – длина горизонтальной проекции питателя, м;
ω – коэффициент сопротивления (для неабразивных материалов ω = 1,2 1,5; для угольной пыли ω = 1,2 2,5);
Н – высота подъема (для наклонных питателей), м.
Если питатель установлен таким образом, что воспринимает часть веса материала, находящегося в бункере, то дополнительную мощность на преодоление этого сопротивления следует учесть аналогично, как в круглом затворе.
Крутящий момент на валу
Мкр = Р . 1000 / ω Н.м,
где ω – угловая скорость вала, рад/с.
Продольная сила на винт
 ,
,
где r = (0,7 0,8)  – радиус действия силы, м;
– радиус действия силы, м;
 = аrсtg
= аrсtg  – угол подъема винтовой линии (S – шаг винта);
– угол подъема винтовой линии (S – шаг винта);
φ – угол трения материала о винт.
Вопросы для самоконтроля
1. Дайте определение понятию питатель.
2. Как классифицируются питатели?
3. Перечислите основные конструктивные элементы пластинчатого питателя.
4. Выполните расчёт производительности и мощности питателя.
5. Назовите отличие ленточного питателя от пластинчатого питателя.
6. Устройство и расчёт барабанного питателя.
7. Назовите область применения шлюзовых затворов и приведите его конструкцию.
8. Устройство и расчёт винтового питателя.
Тема 5. ДОЗАТОРЫ
Вопросы темы: Назначение дозаторов. Ленточный дозатор с механической связью. Тарельчатый дозатор.
Дозаторы применяются для точной дозированной подачи материала при составлении смесей определенной рецептуры. Дозирование материалов может осуществляться по объему и массе. Объемный метод пригоден только для дозирования порошкообразных материалов, имеющих постоянный гранулометрический состав и не склонных к слипанию и комкованию. Точность дозирования по массе более высокая, так как в этом случае не влияет изменение плотности исходного материала. Объемные дозаторы проще по устройству, но их точность ниже, чем у весовых.
Ленточный д






