Газовая резка металла
Тепловая резка металла
| | Пламя
| Лазер-азот
| Лазер-кислород
| Плазма
|
| Режут:
| Низко-, среднеуглеродистая сталь, ковкий чугун
| Сталь, нержавеющая сталь, алюминий,...
| Низкосплавная сталь
| Нержавеющая сталь, алюминий, медь,...
|
| Металл...
| Плавится и горит
| Плавится
| Плавится, горит, испаряется
| Плавится
|
| Газы
| Ацетилен+кислород, иногда пропан
| Азот
| Кислород
| Аргон/водород, азот, воздух, кислород, CO2
|
| Есть ручные?
| Да
| Нет
| Нет
| Нет
|
| Капвложения
| Низкие
| Высокие
| Высокие
| Средние
|
Из немеханических способов резки металлов можно упомянуть следующие термические способы резки: газовую резку, плазменную резку и лазерную резку металлов. Принцип, на котором основываются все технологии термической газовой резки, посновывается на использовании тепла для накаливания металла до температуры, достаточной для его плавления, возгорания или испарения.
В случае газовой резки, речь идет, главным образом, о температуре возгорания - то есть, при газовой резке металл не плавится потоком газовой смеси, а лишь доводится ей до температуры возгорания. Затем, топливный газ имеет лишь вспомогательное значение, т.к. экзотермический процесс окисления железа затем проходит самостоятельно, при условии подачи лишь кислорода, который сжигает металл и выдувает из разреза окалину и оплавленные частицы металла. Газовая резка используется обычно для резки конструкционной стали, причем, в том числе, и листов значительной толщины, а иногда также и для резки нержавеющей стали. Типичным топливом является ацетилен C2H2, а окислителем - кислород.
Температура пламени различных газов и кислорода (слева)
и распределение температуры в пламени ацетилена и кислорода (справа)
Простейшее приспособление для газовой резки металла состоит из газовых баллонов, регуляторов давления, шлангов, смесителя и газовой горелки. Такое приспособление может использовать в ручном режиме для грубой работы, не требующей высокой точности разрезов - например, для утилизацию стальных конструкций на металлолом. Для вырезки фигурных деталей и частей из стали существуют автоматические установки газовой резки с программным управлением, позволяющие как в значительной степени автоматизировать процесс резки, так и создавать из металлического листа довольно сложные формы.
Резка газом
При газовой резке металла, нужны и топливо (ацетилен), и окислитель (кислород). Однако, смесь топлива и кислорода используется только при первичном нагреве и проколе стального листа - после этого, железо возгорается и процесс его окисления проходит уже без участия топливного газа. На этапе собственно резки, нужен лишь кислород, поддерживающий горение и выдувающий из разреза продукты сгорания.
Необходимой и наиболее важной частью любой установки для резки газом является газовая горелка, через которую выходит поток топливного газа в смеси с окислителем (в большинстве случаев, эти компоненты смеси представлены, соответственно, ацетиленом и кислородом). Горелка для газовой резки имеет головку с углом 60° или 90° с одним центральным отверстием-соплом и несколькими соплами, расположенными по кругу от центрального. Центральное сопло предназначено для выхода кислорода, который поддерживает горение железа и выдувает из разреза шлак-окалину, и используется на этапе резки. Внешние сопла предназначены для вывода смеси ацетилена и кислорода только на этапе предварительного нагрева стального листа; круговое расположение топливно-кислородных сопел делает возможным изменение направления разреза без изменения положения горелки, а также обеспечивает лучший баланс пламени предварительного нагрева.
Процесс резки газом начинается с нагрева кромки стального листа или, в некоторых случаях, некоей точки посередине его поверхности. Этот предварительный нагрев осуществляется путем подачи пламени ацетилена+кислорода через расположенные по окружности горелки сопла и продолжается до тех пор, пока сталь не приобретет температуру, достаточную для возгорания (это обычно становится заметно по характерному ярко-вишневому цвету «отпечатка» пламени на листе). Когда это произошло, открывается подача сильной струи кислорода через центральное сопло. Кислород вступает в химическое взаимодействие с железом, входящим в состав стали, моментально окисляя ее в расплавленный оксид железа, который затем выбивается струей кислорода из разреза.
Окисление железа, происходящее процессе газовой резки ацетиленом+кислородом, является высоко экзотермическим процессом. Однажды начав процесс горения железа (путем первичного нагрева и, затем, подачи на прогретую точку кислорода), для его поддержания требуется лишь подавать в создаваемый разрез кислород. При этом, резка протекает значительно быстрее, чем если бы сталь просто расплавлялась. Сопла подачи топливной смеси на этапе собственно резки не принимают участия в процессе. Сильный рост температуры в месте резки будет легко заметен по интенсивному свечению, хорошо видному даже через соответствующие защитные очки (ношением которых, кстати говоря, никогда не нужно пренебрегать).
Основные параметры реза при разделительной кислородной резке показаны на рис. 127.
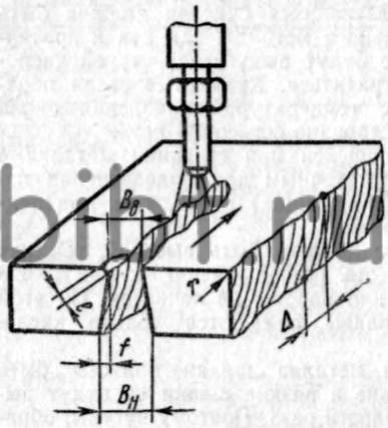
Рис. 127. Основные параметры реза:
BВ - ширина реза вверху, BН -ширина реза внизу, f - неперпендикулярность реза, е - глубина бороздок (шероховатость), Δ - отставание, r - радиус оплавления верхней кромки
На скорость резки большое влияние оказывает чистота кислорода (табл. 54). С уменьшением чистоты кислорода значительно снижается скорость резки. Наиболее целесообразно применять кислород чистотой 99,5% и более. Применять кислород чистотой 95% нецелесообразно, так как кроме малой скорости резки поверхность реза получается нечистой, с глубокими рисками и трудно отделимым гратом.
54. Зависимость скорости резки от чистоты кислорода
| Чистота кислорода (по объему), %
| 99,8
| 99,5
| 99,2
| 99,0
| 98,5
| 98,0
|
| Скорость резки, % *
| 119
| 100
| 92
| 90
| 84
| 74
|
| Коэффициент скорости резки Кч
| 1,19
| 1
| 0,92
| 0,9
| 0,84
| 0,74
|
* За 100% принята скорость резки для кислорода чистотой 99,5%.
Газовая сварка – это вид сварочных работ, когда детали требуется нагреть до расплавленного состояния посредством высокотемпературного пламени. Такой способ широко применяется при создании конструкций на основе тонкой углеродистой стали, при ремонте изделий из чугуна, а также при необходимости заварки дефектов в разных изделиях, полученных литьем из цветных или черных металлов.
Какие газы используются?

При газовой сварке используются горючие газы – природный, ацетилен, пары бензина, водород. Эти газы отличаются хорошим горением на воздухе, не развивая при этом высокой температуры, для сжигания достаточно и кислородной струи. Газовая сварка чаще всего ведется на основе ацетилена, который создается на основе воды и карбида кальция. Он горит при температуре в 3200-3400 градусов.
В чем особенности?
К преимуществам газовой сварки можно отнести следующее:
- Простую технологию.
- Отсутствие необходимости в источнике сварочного тока.
- Простоту оборудования, на основе которого выполняется газовая сварка.
С другой стороны, этот процесс не отличается высокой производительностью. Сварка выполняется только вручную, а механические и эксплуатационные свойства готовых изделий не всегда высокого качества.
Кислородный редуктор

При сварке кислород поступает из специального баллона – он окрашивается в голубой или синий цвет. Чтобы обеспечивалась нормальная работа, кислород должен поступать в горелку равномерно и при небольшом давлении. Именно для этих целей на баллонах есть редуктор – он регулирует подачу газа. В таком случае к горелке подводятся рукава для газовой сварки – ацетиленовый и кислородный. Кислород подается в центральный канал, где струя больше разряжается, засасывает ацетилен, который попадает в горелку под небольшим давлением. Газы смешиваются в камере, после чего выходят наружу из наконечника.
Особенности технологии
При выполнении газовой сварки важно получить качественное соединение, поэтому большое внимание уделяется тщательной подготовке свариваемых кромок, выбору способа соединения металла, установке горелки в нужное положение и определению необходимых параметров мощности горелки. Технология газовой сварки предполагает, что кромки должны тщательно очищаться от различных загрязнений. Скос выполняется с применением ручного или пневматического зубила, а иногда привлекаются специальные станки. Окалина и шлаки могут удаляться металлической щеткой. Прихватка кромок позволяет предотвратить изменение их положения во время сварки.
Способы сварки

Газовая сварка может вестись несколькими способами. Первый – это левая сварка, которая наиболее распространена. Она применяется при работе с тонкими и легкоплавкими металлами. Горелка перемещается справа налево, а присадочная проволока ведется впереди пламени, направленного на несваренный участок шва. При правой сварке горелка ведется слева направо, а присадочная проволока перемещается за горелкой. При данном способе тепло пламени рассеивается в меньшей степени, поэтому и угол раскрытия шва – не 90 градусов, а меньше – 60-70.
Правую сварку целесообразно использовать для соединения металла, толщина которого – от 3 мм и выше, а также металлов с высоким уровнем теплопроводности. Рекомендуется использовать присадочную проволоку, диаметр которой равен половине толщины свариваемого металла.
Технология газовой сварки предполагает и процесс, который ведется сквозным валиком. В этом случае листы устанавливаются вертикально зазору – он по размеру равен половине толщины листа. С помощью горелки расплавляются кромки, чтобы образовалось круглое отверстие. Затем оно со всех сторон оплавляется, пока шов не будет сварен. Такой способ хорош тем, что свариваемые листы имеют плотный шов без пор и шлаковых включений.
Сварка ванночками хороша для сваривания стыков и углов соединения металлов, которые имеют толщину максимум 3 мм. Как только на шве образуется ванночка, в нее вводится конец присадочной проволоки, которая слегка расплавляется, затем конец проволоки перемещается на другой участок шва. Особенность такого подхода – в шве отличного качества, особенно если сваривались тонкие листы и трубы из стали (малоуглеродистой и низколегированной).
Газовая сварка и резка могут вестись на основе многослойной сварки. Этот способ имеет ряд особенностей:
- зона нагрева небольшая;
- нижележащие слои при наплавке последующих просто отжигаются;
- каждый шов можно проковать, прежде чем наложить на него следующий.
Это сказывается на улучшении качества шва. С другой стороны, такой способ отличается небольшой производительностью, требует высокого расхода газов по сравнению с однослойной сваркой, поэтому применяется он при необходимости создания ответственных и качественных изделий.
Какое оборудование?
Газосварочное оборудование для газовой сварки – это широкий выбор приборов, позволяющих проводить ряд работ. Подобный тип сварки считается простым, и само оборудование довольно лаконичное и легкое в эксплуатации.
В зависимости от типа горючего газосварочные устройства бывают пропано-кислородными или ацетилено-кислородными, бензино- или керосино-кислородными. Чаще всего сварка выполняется на основе пропано-кислородной и ацетилено-кислородной сварки, поскольку пламя этих газов имеет самую высокую температуру.

Газосварочное оборудование для газовой сварки – это еще и генератор, который дополняется разными видами газа. Также при работе потребуется баллон с кислородом и редукторы. Самыми распространенными считаются ацетиленовые генераторы для газовой сварки, которые позволяют получить непосредственно ацетилен путем смешивания карбида кальция и воды. Данный тип генератора представлен в пяти типах, что позволяет подобрать оптимальный вариант для конкретного материала.
Важную роль при работе со сваркой играют предохранительные затворы, их задача – обеспечить безопасность при проведении сварки. С их помощью предотвращается прохождение обратного удара пламени, которое возникает во время сварки. Кроме того, благодаря обратным клапанам предотвращается обратный поток газа в резиновые рукава при газопламенной обработке металлов и работе со сжатыми газами.
Газовые баллоны
Оборудование для газовой сварки включает в себя баллоны и вентили для них. Баллон – это сосуд цилиндрической формы, который имеет отверстие с резьбой в горловине, куда ввинчивается запорный вентиль. Он создается из легированной или углеродистой стали, причем каждое такое изделие имеет свою окраску в зависимости от содержащегося в нем газа. Вентили для баллонов создаются из латуни, поскольку сталь отличается неустойчивостью к коррозии.
Особенности газовых горелок

Газовая сварка сталей – процесс, требующий применения самых разных приборов. Газовые горелки – неотъемлемый элемент оборудования, которое используется в различных отраслях промышленности.
По конструкции изделия примерно одинаковые: каждая горелка состоит из корпуса. К нему крепится сразу несколько элементов: наконечник, вентиль, регулирующий подачу топлива, и рычаг, который регулирует высоту пламени. Соединение с баллоном выполняется редуктором, при этом сама горелка часто может дополняться пьезподжигом, ветрозащитой пламени и другими компонентами.
Газовая горелка для сварки на основе пропана отличается безопасностью работы, обеспечивая высокую температуру пламени: ее достаточно для выполнения целого ряда работ. Многие виды сварки ведутся на основе ацетиленовых горелок, которые работают на смеси ацетилена и кислорода.


Виды газовых резаков
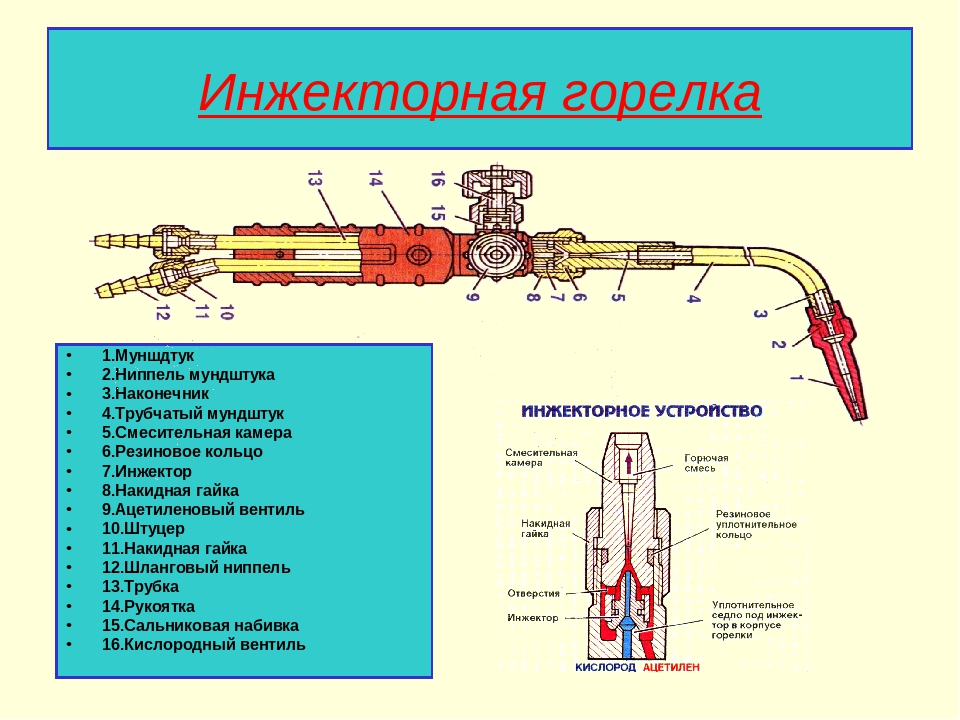
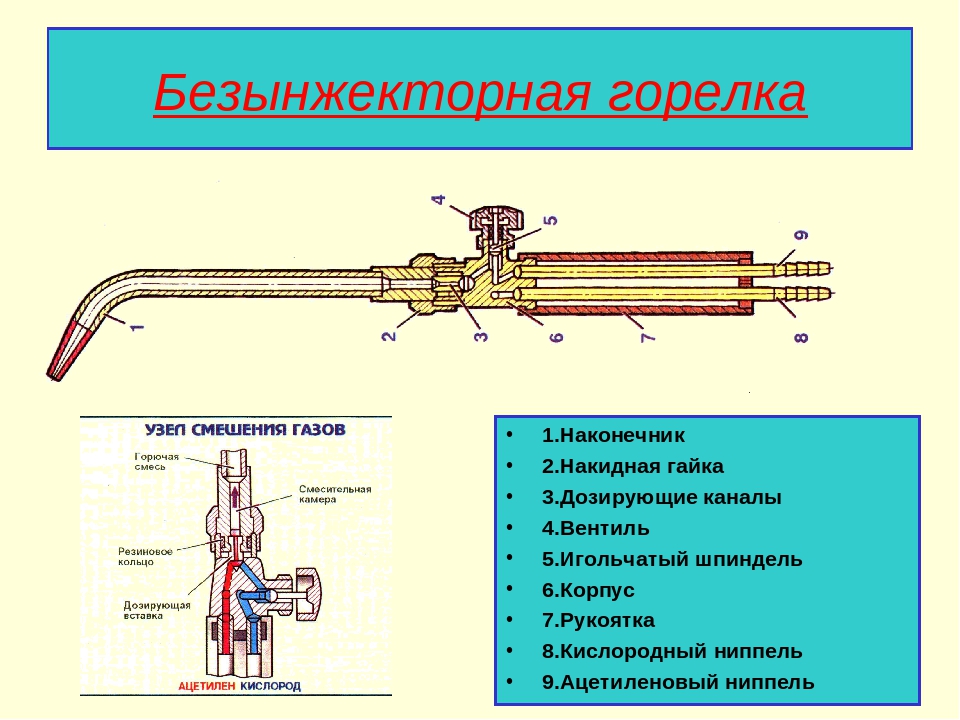
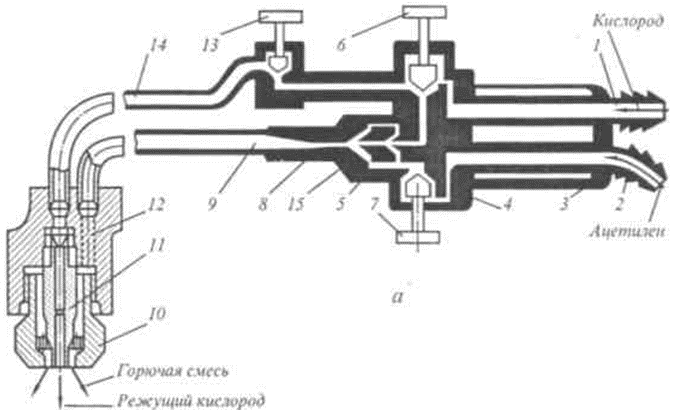
Газовые резаки бывают разного типа: ацетиленовыми, пропановыми и работающими на заменителях газа или жидком горючем. Конструкция изделий включает в себя рукоятку, ниппели, к которым крепятся газовые рукава, корпус, инжектор, смесительную камеру, трубку, головку газового резака и трубку с вентилем. Газовая сварка металлов и ее качество зависят от того, насколько хорошо подобран именно резак.
Суть его работы в следующем: из баллона кислород поступает в редуктор, рукав, после чего попадает в корпус – здесь резак разветвляется на два канала. Часть кислорода проходит через вентиль и направляется в инжектор. Отсюда газ выходит с большой скоростью, причем во время этого процесса подсасывается горючий газ. При соединении с кислородом он образует горючую смесь, которая направляется в пространство между мундштуками и сгорает. Как следствие, появляется подогревающее пламя. Кислород, который направлялся по второму каналу, выходит в трубку, за счет чего образуется режущая струя. Именно он обрабатывает участок металла.
Особенности сварки труб

Сварка газовых труб производится в несколько этапов. Сначала подготавливается металл, то есть проводится разметка, режутся и собираются трубы. Из-за круглого сечения труб резка выполняется термическим резаком. Большая часть работ по сварке – это сборка деталей под нее, когда требуется учесть множество деталей – от серии изделий до их диаметра и других факторов. Сборка выполняется сварочными прихватками, которые предотвращают возможное смещение отрезков труб, сказывающееся на появлении трещин при охлаждении.
Зажигается дуга. Это делается разными способами. Затем начинается плавление металлов – основного и электродного. Для качественного шва важно уделять внимание углу наклона электрода.
Технология газовой резки
Техника безопасности

Газовая резка металла
Тепловая резка металла
| | Пламя
| Лазер-азот
| Лазер-кислород
| Плазма
|
| Режут:
| Низко-, среднеуглеродистая сталь, ковкий чугун
| Сталь, нержавеющая сталь, алюминий,...
| Низкосплавная сталь
| Нержавеющая сталь, алюминий, медь,...
|
| Металл...
| Плавится и горит
| Плавится
| Плавится, горит, испаряется
| Плавится
|
| Газы
| Ацетилен+кислород, иногда пропан
| Азот
| Кислород
| Аргон/водород, азот, воздух, кислород, CO2
|
| Есть ручные?
| Да
| Нет
| Нет
| Нет
|
| Капвложения
| Низкие
| Высокие
| Высокие
| Средние
|
Из немеханических способов резки металлов можно упомянуть следующие термические способы резки: газовую резку, плазменную резку и лазерную резку металлов. Принцип, на котором основываются все технологии термической газовой резки, посновывается на использовании тепла для накаливания металла до температуры, достаточной для его плавления, возгорания или испарения.
В случае газовой резки, речь идет, главным образом, о температуре возгорания - то есть, при газовой резке металл не плавится потоком газовой смеси, а лишь доводится ей до температуры возгорания. Затем, топливный газ имеет лишь вспомогательное значение, т.к. экзотермический процесс окисления железа затем проходит самостоятельно, при условии подачи лишь кислорода, который сжигает металл и выдувает из разреза окалину и оплавленные частицы металла. Газовая резка используется обычно для резки конструкционной стали, причем, в том числе, и листов значительной толщины, а иногда также и для резки нержавеющей стали. Типичным топливом является ацетилен C2H2, а окислителем - кислород.
Температура пламени различных газов и кислорода (слева)
и распределение температуры в пламени ацетилена и кислорода (справа)
Простейшее приспособление для газовой резки металла состоит из газовых баллонов, регуляторов давления, шлангов, смесителя и газовой горелки. Такое приспособление может использовать в ручном режиме для грубой работы, не требующей высокой точности разрезов - например, для утилизацию стальных конструкций на металлолом. Для вырезки фигурных деталей и частей из стали существуют автоматические установки газовой резки с программным управлением, позволяющие как в значительной степени автоматизировать процесс резки, так и создавать из металлического листа довольно сложные формы.
Резка газом
При газовой резке металла, нужны и топливо (ацетилен), и окислитель (кислород). Однако, смесь топлива и кислорода используется только при первичном нагреве и проколе стального листа - после этого, железо возгорается и процесс его окисления проходит уже без участия топливного газа. На этапе собственно резки, нужен лишь кислород, поддерживающий горение и выдувающий из разреза продукты сгорания.
Необходимой и наиболее важной частью любой установки для резки газом является газовая горелка, через которую выходит поток топливного газа в смеси с окислителем (в большинстве случаев, эти компоненты смеси представлены, соответственно, ацетиленом и кислородом). Горелка для газовой резки имеет головку с углом 60° или 90° с одним центральным отверстием-соплом и несколькими соплами, расположенными по кругу от центрального. Центральное сопло предназначено для выхода кислорода, который поддерживает горение железа и выдувает из разреза шлак-окалину, и используется на этапе резки. Внешние сопла предназначены для вывода смеси ацетилена и кислорода только на этапе предварительного нагрева стального листа; круговое расположение топливно-кислородных сопел делает возможным изменение направления разреза без изменения положения горелки, а также обеспечивает лучший баланс пламени предварительного нагрева.
Процесс резки газом начинается с нагрева кромки стального листа или, в некоторых случаях, некоей точки посередине его поверхности. Этот предварительный нагрев осуществляется путем подачи пламени ацетилена+кислорода через расположенные по окружности горелки сопла и продолжается до тех пор, пока сталь не приобретет температуру, достаточную для возгорания (это обычно становится заметно по характерному ярко-вишневому цвету «отпечатка» пламени на листе). Когда это произошло, открывается подача сильной струи кислорода через центральное сопло. Кислород вступает в химическое взаимодействие с железом, входящим в состав стали, моментально окисляя ее в расплавленный оксид железа, который затем выбивается струей кислорода из разреза.
Окисление железа, происходящее процессе газовой резки ацетиленом+кислородом, является высоко экзотермическим процессом. Однажды начав процесс горения железа (путем первичного нагрева и, затем, подачи на прогретую точку кислорода), для его поддержания требуется лишь подавать в создаваемый разрез кислород. При этом, резка протекает значительно быстрее, чем если бы сталь просто расплавлялась. Сопла подачи топливной смеси на этапе собственно резки не принимают участия в процессе. Сильный рост температуры в месте резки будет легко заметен по интенсивному свечению, хорошо видному даже через соответствующие защитные очки (ношением которых, кстати говоря, никогда не нужно пренебрегать).
Основные параметры реза при разделительной кислородной резке показаны на рис. 127.
Рис. 127. Основные параметры реза:
BВ - ширина реза вверху, BН -ширина реза внизу, f - неперпендикулярность реза, е - глубина бороздок (шероховатость), Δ - отставание, r - радиус оплавления верхней кромки
На скорость резки большое влияние оказывает чистота кислорода (табл. 54). С уменьшением чистоты кислорода значительно снижается скорость резки. Наиболее целесообразно применять кислород чистотой 99,5% и более. Применять кислород чистотой 95% нецелесообразно, так как кроме малой скорости резки поверхность реза получается нечистой, с глубокими рисками и трудно отделимым гратом.
54. Зависимость скорости резки от чистоты кислорода
| Чистота кислорода (по объему), %
| 99,8
| 99,5
| 99,2
| 99,0
| 98,5
| 98,0
|
| Скорость резки, % *
| 119
| 100
| 92
| 90
| 84
| 74
|
| Коэффициент скорости резки Кч
| 1,19
| 1
| 0,92
| 0,9
| 0,84
| 0,74
|
* За 100% принята скорость резки для кислорода чистотой 99,5%.
Газовая сварка – это вид сварочных работ, когда детали требуется нагреть до расплавленного состояния посредством высокотемпературного пламени. Такой способ широко применяется при создании конструкций на основе тонкой углеродистой стали, при ремонте изделий из чугуна, а также при необходимости заварки дефектов в разных изделиях, полученных литьем из цветных или черных металлов.
Какие газы используются?
При газовой сварке используются горючие газы – природный, ацетилен, пары бензина, водород. Эти газы отличаются хорошим горением на воздухе, не развивая при этом высокой температуры, для сжигания достаточно и кислородной струи. Газовая сварка чаще всего ведется на основе ацетилена, который создается на основе воды и карбида кальция. Он горит при температуре в 3200-3400 градусов.
В чем особенности?
К преимуществам газовой сварки можно отнести следующее:
- Простую технологию.
- Отсутствие необходимости в источнике сварочного тока.
- Простоту оборудования, на основе которого выполняется газовая сварка.
С другой стороны, этот процесс не отличается высокой производительностью. Сварка выполняется только вручную, а механические и эксплуатационные свойства готовых изделий не всегда высокого качества.
Кислородный редуктор
При сварке кислород поступает из специального баллона – он окрашивается в голубой или синий цвет. Чтобы обеспечивалась нормальная работа, кислород должен поступать в горелку равномерно и при небольшом давлении. Именно для этих целей на баллонах есть редуктор – он регулирует подачу газа. В таком случае к горелке подводятся рукава для газовой сварки – ацетиленовый и кислородный. Кислород подается в центральный канал, где струя больше разряжается, засасывает ацетилен, который попадает в горелку под небольшим давлением. Газы смешиваются в камере, после чего выходят наружу из наконечника.
Особенности технологии
При выполнении газовой сварки важно получить качественное соединение, поэтому большое внимание уделяется тщательной подготовке свариваемых кромок, выбору способа соединения металла, установке горелки в нужное положение и определению необходимых параметров мощности горелки. Технология газовой сварки предполагает, что кромки должны тщательно очищаться от различных загрязнений. Скос выполняется с применением ручного или пневматического зубила, а иногда привлекаются специальные станки. Окалина и шлаки могут удаляться металлической щеткой. Прихватка кромок позволяет предотвратить изменение их положения во время сварки.
Способы сварки
Газовая сварка может вестись несколькими способами. Первый – это левая сварка, которая наиболее распространена. Она применяется при работе с тонкими и легкоплавкими металлами. Горелка перемещается справа налево, а присадочная проволока ведется впереди пламени, направленного на несваренный участок шва. При правой сварке горелка ведется слева направо, а присадочная проволока перемещается за горелкой. При данном способе тепло пламени рассеивается в меньшей степени, поэтому и угол раскрытия шва – не 90 градусов, а меньше – 60-70.
Правую сварку целесообразно использовать для соединения металла, толщина которого – от 3 мм и выше, а также металлов с высоким уровнем теплопроводности. Рекомендуется использовать присадочную проволоку, диаметр которой равен половине толщины свариваемого металла.
Технология газовой сварки предполагает и процесс, который ведется сквозным валиком. В этом случае листы устанавливаются вертикально зазору – он по размеру равен половине толщины листа. С помощью горелки расплавляются кромки, чтобы образовалось круглое отверстие. Затем оно со всех сторон оплавляется, пока шов не будет сварен. Такой способ хорош тем, что свариваемые листы имеют плотный шов без пор и шлаковых включений.
Сварка ванночками хороша для сваривания стыков и углов соединения металлов, которые имеют толщину максимум 3 мм. Как только на шве образуется ванночка, в нее вводится конец присадочной проволоки, которая слегка расплавляется, затем конец проволоки перемещается на другой участок шва. Особенность такого подхода – в шве отличного качества, особенно если сваривались тонкие листы и трубы из стали (малоуглеродистой и низколегированной).
Газовая сварка и резка могут вестись на основе многослойной сварки. Этот способ имеет ряд особенностей:
- зона нагрева небольшая;
- нижележащие слои при наплавке последующих просто отжигаются;
- каждый шов можно проковать, прежде чем наложить на него следующий.
Это сказывается на улучшении качества шва. С другой стороны, такой способ отличается небольшой производительностью, требует высокого расхода газов по сравнению с однослойной сваркой, поэтому применяется он при необходимости создания ответственных и качественных изделий.
Особенности сварки различных швов

Для работы с горизонтальными швами используется правый способ, что дает возможность легко формировать шов, а сам металл ванны не стекает. Сварка вертикальных и наклонных швов ведется левым способом, а если толщина металла выше 5 мм, используется двойной валик. Сварка потолочных швов предполагает нагревание кромок, пока они не оплавятся, затем в ванну вводится присадочная проволока – ее конец быстро оплавляется. Сам процесс ведется правым способом.
Какое оборудование?
Газосварочное оборудование для газовой сварки – это широкий выбор приборов, позволяющих проводить ряд работ. Подобный тип сварки считается простым, и само оборудование довольно лаконичное и легкое в эксплуатации.
В зависимости от типа горючего газосварочные устройства бывают пропано-кислородными или ацетилено-кислородными, бензино- или керосино-кислородными. Чаще всего сварка выполняется на основе пропано-кислородной и ацетилено-кислородной сварки, поскольку пламя этих газов имеет самую высокую температуру.
Газосварочное оборудование для газовой сварки – это еще и генератор, который дополняется разными видами газа. Также при работе потребуется баллон с кислородом и редукторы. Самыми распространенными считаются ацетиленовые генераторы для газовой сварки, которые позволяют получить непосредственно ацетилен путем смешивания карбида кальция и воды. Данный тип генератора представлен в пяти типах, что позволяет подобрать оптимальный вариант для конкретного материала.
Важную роль при работе со сваркой играют предохранительные затворы, их задача – обеспечить безопасность при проведении сварки. С их помощью предотвращается прохождение обратного удара пламени, которое возникает во время сварки. Кроме того, благодаря обратным клапанам предотвращается обратный поток газа в резиновые рукава при газопламенной обработке металлов и работе со сжатыми газами.
Газовые баллоны
Оборудование для газовой сварки включает в себя баллоны и вентили для них. Баллон – это сосуд цилиндрической формы, который имеет отверстие с резьбой в горловине, куда ввинчивается запорный вентиль. Он создается из легированной или углеродистой стали, причем каждое такое изделие имеет свою окраску в зависимости от содержащегося в нем газа. Вентили для баллонов создаются из латуни, поскольку сталь отличается неустойчивостью к коррозии.





