

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
Топ:
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Интересное:
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Рассчитаем припуски на обработку и промежуточные предельные размеры для наружной цилиндрической поверхности Æ24h6, шероховатость 1,25 мкм. Для остальных поверхностей припуски назначаем на каждый вид обработки
Технологический маршрут обработки поверхности Æ24h6 состоит из трех операций: чернового точения, чистового точения (обработка токарным резцом) и шлифования.
Технологический маршрут обработки запишем в расчетную таблицу. В таблицу также записываем соответствующие заготовке и каждому технологическому переходу значения элементов припуска.
Суммарное отклонение






Остаточное пространственное отклонение:
после чернового точения 
после чистового точения 
после шлифования 
Расчет минимальных значений припусков производим, пользуясь основной формулой:

Минимальный припуск:
под черновое обтачивание

под чистовое обтачивание

под шлифование

Расчет номинальных припусков производим по формуле:
 .
.
Номинальный припуск:
под черновое обтачивание
 ,
,
под чистовое обтачивание
 ,
,
под шлифование
 ,
,
Операционные размеры определяем по формуле:
 .
.
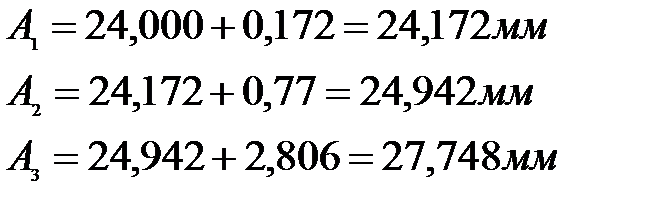

Схема припусков представлена на рис. 8

Рисунок 8 – Схема припусков
Таблица 8 - Расчет припусков и предельных размеров по технологическим переходам на обработку поверхности Æ24h6
| Маршрут обработки поверхности | Элементы припуска, мкм | Допуск | Расчетные | Округленные величины | Предельные | ||||||||
|
| Rz | H | ρ | ε | Ti, мкм | zimin, мкм | ziном, мкм | Ai, мм | Ai, мм | ziном, мм | zimax, мкм | zimin, мкм | |
| Прокат | 150 | 150 | 411 | 370 | 900 |
|
| 27,748 | 27,8 |
|
|
| |
| Черновая обточка | 50 | 50 | 25 | 80 | 520 | 1906 | 2806 | 24,942 | 24,9 | 2,8 | 2,8 | 1,9 | |
| Чистовая обточка
| 30 | 30 | 16 | 0 | 52 | 250 | 770 | 24,172 | 24,2 | 0,8 | 0,8 | 0,25 | |
| Шлифование предв. | 10 | 20 | 8 | 0 | 13 | 120 | 172 | 24.000 | 24 | 0,2 | 0,2 | 0,1 | |
Расчет и назначение режимов резания
Режимы резания для токарной 010 операции установ 1 переход 2.
Производим сверления отверстия под центр ø4,25
Выбираем значение подачи на оборот:

Стойкость инструментов:

где  - стойкость в минутах машинной работы станка;
- стойкость в минутах машинной работы станка;  - коэффициент времени резания
- коэффициент времени резания
Тогда

Считаем значение скорости резания:

где  -коэффициент зависящий от обрабатываемого материала;
-коэффициент зависящий от обрабатываемого материала;  -коэффициент зависящий от стойкости и марки твердого сплава;
-коэффициент зависящий от стойкости и марки твердого сплава;  -коэффициент зависящий от вида обработки;
-коэффициент зависящий от вида обработки;




Тогда значение скорости резания будет равно:

Рассчитаем значение частоты вращения шпинделя:

Выбираем значение частоты вращения шпинделя из паспорта станка:

Пересчитаем значение скорости резания:

Рассчитываем значение силы резания:

где  - коэффициент, зависящий от обрабатываемого материала;
- коэффициент, зависящий от обрабатываемого материала;



Рассчитаем значение мощности резания:


Станок 2Н125 подходит для данной операции.
Рассчитаем значение основного машинного времени обработки:

Таблица 9 – Режимы резания
| № | t,мм | S, мм/об | n, об/мин | V, мм/мин | tм, мин |
| 010У1П1 | 2 | 0,6 | 1600 | 150,72 | 0,015625 |
| 010У1П2 | 2,125 | 0,04 | 1600 | 21,352 | 0,10625 |
| 010У2П1 | 2 | 0,6 | 1600 | 150,72 | 0,015625 |
| 010У2П2 | 2,125 | 0,04 | 1600 | 21,352 | 0,10625 |
| 010У3П1 | 11,065 | 0,2 | 1600 | 39,53888 | 0,075 |
| 010У3П2 | 5 | 0,4 | 1600 | 100,48 | 0,040625 |
| 010У3П3 | 1 | 0,6 | 1600 | 39,53888 | 0,007292 |
| 010У3П4 | 2,5 | 0,6 | 1600 | 39,53888 | 0,007292 |
| 010У3П5 | 0,6 | 1,25 | 1200 | 30,144 | 0,012 |
| 010У4П1 | 2 | 0,6 | 1600 | 130,624 | 0,102083 |
| 010У4П2 | 0,75 | 0,6 | 1600 | 123,088 | 0,1 |
| 010У4П3 | 1,85 | 0,6 | 1600 | 123,088 | 0,008177 |
| 015П1 | 3,9 | 0,14 | 800 | 19,5936 | 0,263393 |
| 015П2 | 0,08 | 0,4 | 400 | 9,99776 | 0,184375 |
| 015П3 | 0,02 | 0,4 | 350 | 8,792 | 0,210714 |
| S, мм/зуб | |||||
| 020П1 | 3,5 | 0,01 | 2240 | 42,2016 | 0,647321 |
| t,мм | S, мм/об | ||||
| 030У1П1 | 0,001 | 0,002 | 350 | 26,376 | 0,067143 |
|
|
|

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...
Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!