Сварной шов: определение
Для начала определимся с определением сварного (сварочного) шва. Так принято называть закристаллизовавшийся металл, который в момент сварки находился в расплавленном состоянии.

В структуру сварочного шва входят:
Читайте также: Температура и другие важные характеристики сварочной дуги
· зона наплавленного металла;
· зона механического сплавления;
· зона термического влияния;
· переходная зона к основному металлу.



Параметры сварочных швов
Срок службы всей сварочной конструкции зависит от качества сварочных швов. Качество сварки характеризуется следующими геометрическими параметрами сварного шва:
· Ширина – расстояние между его краями;
· Корень – внутренняя часть, противоположная его внешней поверхности;
· Выпуклость – наибольший выступ от поверхности соединяемого металла;
· Вогнутость – наибольший прогиб от поверхности соединяемого металла;
· Катет – одна из равных сторон треугольника, вписанного в поперечное сечение двух соединяемых элементов.
Сварные швы: классификация
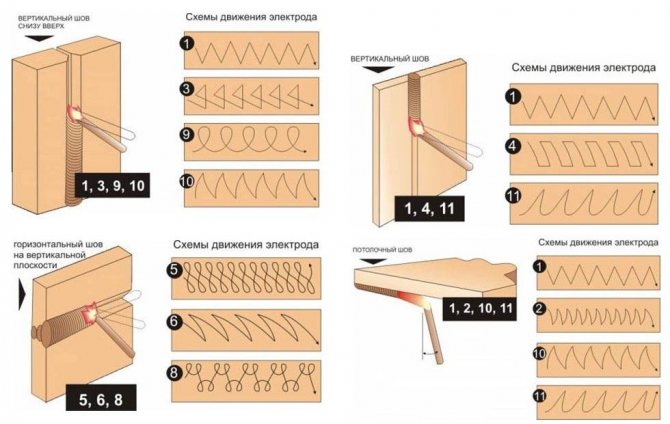
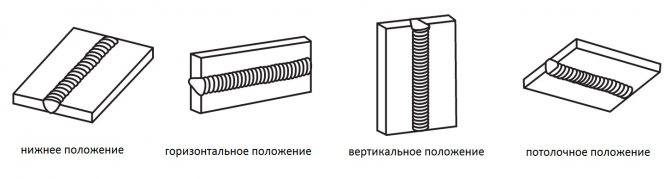
Опытные сварщики говорят: в основу классификации типов швов могут быть приняты самые разные факторы, например конструктивные и прочностные, геометрические и технологические. Если рассматривать швы с точки зрения месторасположения, их можно разделить на нижние, наклонные, горизонтальные и вертикальные.
Нижний шов можно назвать не только самым простым, но и самым прочным. Дело в том, что сила тяжести металла позволяет лучше заполнить зазоры между соединяемыми поверхностями. К тому же этот тип является самым экономичным. Существуют определенные условия, так, к примеру, горелка или электрод обязательно должны быть направлены сверху вниз.

Горизонтальный шов обычно формируется тогда, когда поверхности расположены перпендикулярно плоскости электрода. Расход флюсов и электродов при этом типе существенно увеличивается. При медленном ведении шва возможны потеки, а при быстром — непроваренные места.
Значительно сложнее сделать качественный вертикальный шов. Здесь возрастают потери металла, увеличивается неравномерность (на финальном этапе сварки шов получается более толстым). Этот способ требует определенной классификации сварщика. Применяется он обычно для сварки труб или при скреплении больших конструкций.
Самой сложной сварщики считают потолочную сварку. Как ее производят? Наносят шов прерывистой дугой. Сила тока при этом небольшая. Такой тип обычно используется при сварке труб, которые нельзя провернуть.

Нормативная база
Сварочные соединения могут быть классифицированы по разным параметрам – это и геометрия шва, и тип соединения и многое другое. При проектирования изделия, в котором будут использоваться сварочные швы, проектировщик в первую очередь должен руководствоваться результатами прочностных расчетов. И только после этого выбирать способ соединения заготовок.
В своей работе проектировщики и изготовители должны руководствоваться следующими документами:
· ГОСТ 2601-84;
· ГОСТ5264;
· ГОСТ15878;
· ГОСТ15164.
На основании данных из этих нормативных документов, необходимо определить геометрию шва и тип сварки. Уже затем должны быть установлены критерии раздела кромок, если таковой требуется. На последней стадии определяют допустимые и предельные отклонения размеров шва.
Итог
Основные типы сварных соединений уложены в рамки точной и ясной классификации с условными обозначениями и детальным описанием технологических особенностей и советов. Один из самых популярных стандартов – ГОСТ 5264-80 с описанием практически всех видов сварочных швов.
Научиться сварке можно самостоятельно по принципу «от простого к сложному». «Простым» началом для исполнения можно взять швы внахлест. Закончить можно работой высшего пилотажа – сваркой при потолочном расположении поверхностей. Желаем чистого металла, хороших заказов и рабочего настроения.
Стык
Самый распространенный вид сварного соединения – стык. Его применяют, когда сваривают торцы труб, листы стали или какие-либо геометрические фигуры.
Детали, которые присоединяют встык, отличаются по толщине изделия, по стороне накладывания шва. Можно выделить несколько подвидов соединений:
· одностороннее обычное;
· одностороннее, при котором края обрабатываются под углом в 45 градусов;
· одностороннее, при котором обрабатывается одна кромка под углом в 45 градусов;
· одностороннее, при котором фрезой снимается кромка на обеих деталях;
· двухстороннее, которое подразумевает обрез кромок под углом в 45 градусов с каждой стороны.
Важно отметить, что при этом виде сварного соединения большую роль играет толщина свариваемых поверхностей. Если она не более 4 миллиметров, то применяется односторонний шов, а вот если толщина превышает 8 миллиметров, шов необходимо накладывать с двух сторон. Если же толщина изделия превышает 5 мм, однако шов нужно накладывать только с одной стороны, получив при этом высокую прочность, следует разделить кромки. Осуществлять его нужно с помощью напильника или болгарки, хватит и 45-градусного скоса.


Подготовка к свариванию
Немаловажным фактором, чем определяются свойства сварного соединения, являются подготовительные действия. Они включают в себя несколько этапов.
Правка
Она является восстановительной операцией и проводится в случае, когда во время транспортировки деталей к месту сварки произошла их деформация. Также необходимо вернуть частям изделия первоначальную форму, если время хранения произошли искажения в виде вмятин, выпучиваний, волнистости, коробления поверхности, различного рода искривлений.
Ее могут осуществлять при нагревании или холодном виде, что зависит от сложности полученного дефекта и его размера. Правку можно выполнять как вручную, так и машинным способом при промышленном производстве.
Для ручной правки используют такие инструменты, как молоток, кувалду или ручной пресс. Если повреждение носит более серьезный характер, то могут использоваться прессы, оснащенные электродвигателями. Удобно использование наковальни. Также подойдут стальная или чугунная плиты.
Молоток для правки изготавливается из мягкого материала. В зависимости от дефекта может подойти резиновый. Не стоит применять молоток, форма бойка которого имеет квадратную форму, поскольку на металле могут остаться вмятины. Предпочтительной является круглая форма. Следует проверить, чтобы поверхность бойка была отполирована. Если металл закаленный, то надо применять рихтованный молоток. В качестве альтернативы можно воспользоваться деревянной или металлической гладилкой.
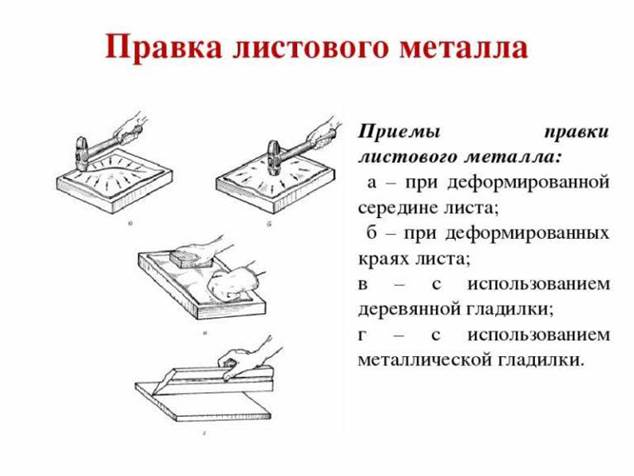
Различные дефекты исправляют по-разному. Волнообразность и выпуклость можно исправить ударами по поверхности. Двигаться при этом надо от краев к центральной части. При приближении к центру увеличивают частоту ударов, но уменьшают их силу. Брусками-гладилками исправляют тонкие детали.
Разметка
Размеры детали должны быть приведены в соответствие с указанными в чертежах на них. Чтобы можно было обрезать лишние куски, требуемые размеры можно задать с помощью разметки.
Резка
Резку заготовок производят с целью получения нужного размера. Резку производят по нанесенным ранее разметкам. Следует проявлять особую внимательность — неправильно отрезанную деталь относят к браку или используют для иных целей.
Эту операцию проводят не только механически ножницами по металлу или болгаркой, но и с помощью плавления металла. Для термической резки можно применять дуговую сварку. Еще одним инструментом является кислородный рюкзак.

Зачистка
Она является важной подготовительной операцией. На поверхности не должны оставаться грязь, пятна краски и жира, посторонние вкрапления, оксидная пленка, что может привести к возникновению дефектов в виде трещин, пор, инородных вкраплений.
Из инструментов применяются металлические щетки и болгарка. При использовании химического способа очистить некрупную деталь можно погружением ее в емкость с химикатами. С помощью такого метода хорошо происходит очищение от ржавчины и оксидных пленок. Перед сваркой детали необходимо высушить.
Подготовка кромок
Залог получения хорошего шва — грамотная подготовка кромок. Это правило применимо ко всем видам сварочных швов. Результат этой операции — получение формы, которая подходит для лучшего сварного соединения. Особую актуальность подготовка приобретает в случае, когда сварке подлежат трубы и детали большой толщины. При правильном скосе с изделия снимается напряжение во время его эксплуатации. Разделка кромок позволяет получить широкий, а значит более надежный шов.

Основные параметры — угол скоса, ширина зазора, величина притупления. Для разделки используют напильник, ножницы по металлу, болгарку, зубило. В промышленном производстве находят применение фрезерные и специальные кромкострогальные станки. Возможно использование пламенной резки.
Скос начинает играть важную роль, когда предстоит сварка деталей разной толщины. К притуплению кромок прибегают, когда на конце они имеют острую форму, поскольку это может вызвать образование прожогов, созданию напряжения в этих местах и деформацию шва, что уменьшит прочность соединения.

Для разных типов сварных соединений и швов выполняют различные виды скосов:
1. Букву «V» имеет скос с одной стороны одной или обеих кромок. Является наиболее востребованным и может применяться при разных толщинах деталей. Когда разделываются обе кромки, то угол составляет 60 градусов, а при одной — 50.
2. Букву «X» имеет скос обеих кромок с двух сторон. Его применяют для изделий толщиной 10-60 мм. Угол разделки — 60 градусов.
3. Скос, имеющий форму буквы «U» выполняют с одной стороны. Такая криволинейная форма подходит для металлов толщиной 20-60 мм.
4. Скос, имеющий форму буквы «К», применяют редко. Суть состоит в том, что для одной кромки делают двухсторонний скос, а для второй — односторонний.
Кромкам необходимо придать необходимую геометрическую форму. Если соединению подлежат тонкие детали, то кромку делают плоской. Для деталей, имеющих значительную толщину, кромки выполняются в форме букв «V» или «X». Глубина снимаемого слоя зависит от марки металла.
На чертежах скос обозначается буквой «β», а угол его раскрытия — «α». Необходимо отсутствие не кромках перепадов. Для контроля правильности разделки находят применение шаблоны.
Гибка
При необходимости в подготовительные операции включают гибку металла. Листогибочные машины используют для придания нужной формы металлическим листам или полосам. Специальные прессы применят для профильных деталей.

Предварительный нагрев сделает металл более податливым и на гибку потребуется меньше усилий.
Фиксация
Перед началом сварки необходимо осуществить надежную фиксацию свариваемого соединения. Это гарантирует отсутствие сдвига во время сварочного процесса. Фиксацию можно осуществить с помощью прихваток. Под этим термином понимают небольшие швы, выполненные поперек направления основного шва. Их сечение не должно быть более половины ширины шва.
Длина каждой прихватки не должна составлять более 2 см. Более длинные прихватки допускаются только при сварке трубопроводов. В зависимости от длины шва расстояние между прихватками находится в диапазоне от 10 до 80 см. Для коротких швов допустимо точечное соединение на краях.
Прихватки выполняют за один проход. Наличие прихваток придает конструкции сварного соединения дополнительную жесткость, что особенно важно для крупных изделий.
Временные прихватки после сварки удаляют, а постоянные остаются. Выполнение прихваток происходит на обратной стороне изделия. Перед началом их выполнения необходимо произвести зачистку поверхностей.
Угловое соединение
Существует несколько вариантов углового соединения:
· односторонний – как с предварительной разделкой, так и без нее;
· двухсторонний – обычный и с разделкой.
С помощью такого соединения можно скрепить между собой два элемента под любым углом. При этом первый шов будет внутренним, а второй – наружным. Этот тип идеально подходит для сваривания различных навесов и козырьков, кузовов грузовых автомобилей и каркасов беседок.
Если нужно соединить две пластины с разной толщиной, этот вид сварного соединения по ГОСТу необходимо выполнять следующим образом: более толстую пластину следует расположить внизу, а тонкую – поставить на нее ребром. Электрод или горелка при этом должны быть направлены на толстую часть – так на детали не будет прожогов или подрезов.
Наклон электрода
Сварочные швы классифицируют по нескольким признакам. Виды и типы сварочных соединений нужно рассматривать последовательно, вникая в тонкости процесса. НА шов влияет расположение, направление и траектория движения электрода.
После закрепления выбранного электрода в фиксаторе, установки тока, подключения полярности начинается процесс сваривания.
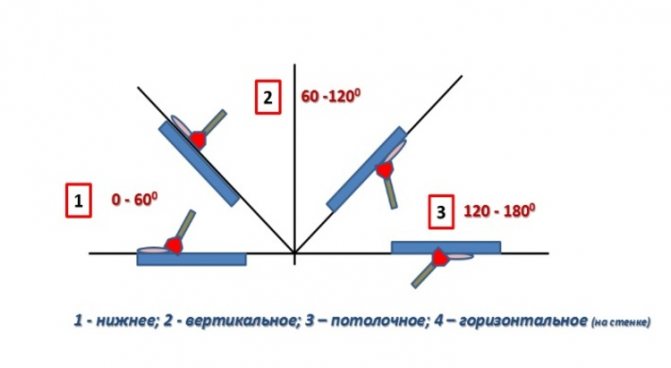
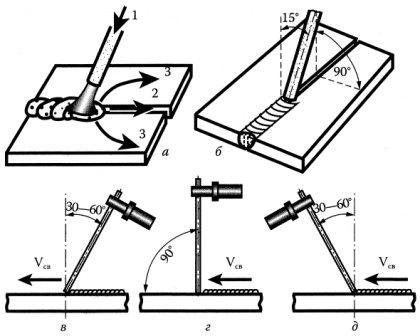
У каждого мастера есть свой предпочтительный угол наклона электрода. Многие считает оптимальным значение 70 ° от горизонтальной поверхности.
От вертикальной оси при этом образуется угол, равный 20 °. Некоторые работают под максимальным углом 60 °. В целом, в большинстве учебных рекомендаций присутствует диапазон значений от 30 ° до 60 ° от вертикальной оси.
В определенных ситуациях, при сварке в труднодоступных местах, нужно ориентировать электрод строго перпендикулярно относительно поверхности свариваемого материала.
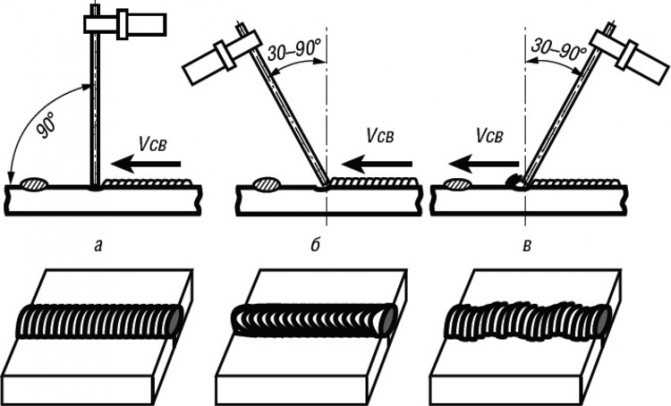
Перемещать электрод можно тоже по-разному, в противоположных направлениях: от себя или к себе.
Если материал требует глубокого прогрева, то электродом ведут к себе. В след за ним в направлении сварщика тянется рабочая зона. Образующийся шлак накрывает место сплава.
Если работа не предполагает сильного прогревания, то электрод перемещают от себя. За ним «ползет» сварочная зона. Глубина разогрева при таком исполнении шва минимальна. С направлением вопрос ясен.
Сравниваем, оцениваем
Из вышеперечисленных вариантов самыми надежным и экономичным считается стыковой способ сварки. По действующим нагрузкам они практически равны целым элементам, которые не подвергались сварке, иными словами – основному материалу. Естественно, такая прочность достигается только при адекватном качестве работ.
Вместе с тем нужно помнить, что надежность и экономичность способа не означает простоту его исполнения. Требования к обработке краев, подгонка множества факторов под условия конкретной сварки, определенные ограничения в применении из-за формы – все это требует жесткой профессиональной дисциплины.
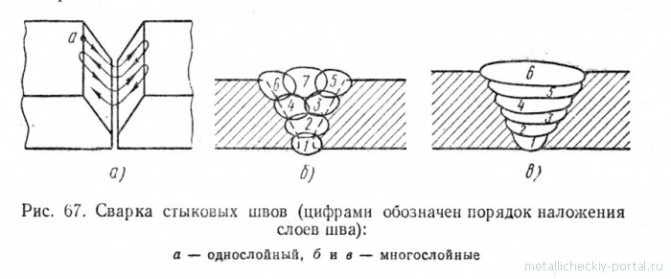
Сварка стыковых швов.
Тавровые соединения (включая угловые) тоже довольно популярны. Особенно часто их используют при сварке массивных конструкций.
Самые простые для исполнения – соединения внахлест. В них не требуется обработка кромок, общая подготовка тоже намного проще. Очень популярны в сварке листов небольшой толщины (допускается толщина до 60 мм). Простота не означает экономичности: перерасход наплавленного и основного металлов – обычная для таких вариантов ситуация.
Траектория движения
Особое влияние на шов оказывает траекторию движения электрода. Она в любом случае имеет колебательный характер. Иначе две поверхности сшить не удастся.
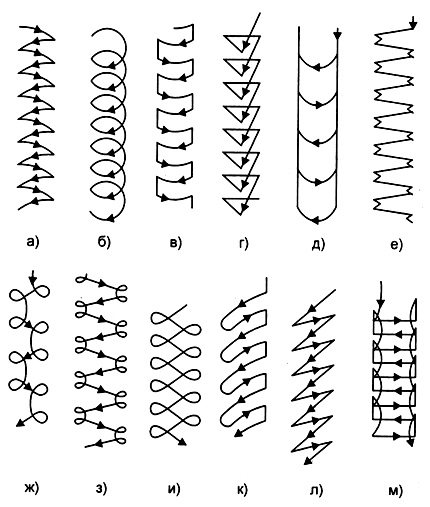
Колебания могут быть похожи на зигзаги с разным шагом между острыми углами траектории. Они могут быть плавными, напоминающими движение по смещенной восьмерке. Траектория может быть подобна елочке или прописной букве Z с вензелями вверху и внизу.
Идеальный шов имеет постоянную высоту, ширину, равномерный внешний вид без дефектов в виде кратеров, подрезов, пор, непроваров. Название возможных изъянов говорит само за себя. Хорошо отработав умения, можно успешно накладывать любой шов, сваривать разнообразные металлические детали.
Трещины
Этот вид дефектов считается самым опасным, он может привести к быстрому разрушению сваренных конструкций. Различают трещины по их размерам (бывают макро- и микротрещины), по времени появления (в процессе сваривания деталей или после). Причина появления трещин – несоблюдение технологии сварки, неверный выбор материалов для сварки, слишком быстрое охлаждение конструкции.
Исправить трещину можно следующим образом: рассверлить ее начало и конец, удалить шов и заварить ее.
Меры безопасности
Сварка является опасным видом деятельности для здоровья и жизни человека. Поэтому без применения средств индивидуальной защиты при таких работах не обойтись. Сварка сопровождается целым рядом вредных факторов: излучение, газы, расплавленные капли металла. Поэтому потребуется следующий комплект СИЗ:
· Костюм. Производится из брезентовых тканей.
· Ботинки сварщика или сапоги. При этом шнурки должны быть закрытыми.
· Очки, маска сварщика.
· Респиратор от сварочных газов.
· Рукавицы брезентовые.
Как видим, понадобится достаточно серьёзный комплект. Но именно он поможет уберечься от ожогов, потери зрения, отравления. Поэтому его использование является необходимым.

Контроль сварки
Теперь рассмотрим виды контроля сварных соединений. Существуют следующие методы:
· внешний осмотр;
· химический анализ;
· просвечивание гамма-лучами или же лучами рентгеновскими;
· металлографический анализ;
· ультразвуковая или магнитная дефектоскопия;
· механические испытания.

Существует очень важное правило – для достоверного контроля необходимо непременно очистить соединение от шлака, окалины и сварочных брызг!
Определение
Если коротко, то сварочный шов — это прочное и неразъёмное соединение при помощи сварки элементов из металла, а второй вариант звучит несколько иначе: соединение сваркой, полученное в результате кристаллизации расплавленного вещества или частичного оплавления кромок деталей.
Сварочные соединения и швы — это одно и то же, хотя некоторые дилетанты считают иначе. Стандарты сварочных работ или ГОСТы содержат необходимые сведения и условные обозначения, касающиеся этих образований.
Сварной шов: определение
Для начала определимся с определением сварного (сварочного) шва. Так принято называть закристаллизовавшийся металл, который в момент сварки находился в расплавленном состоянии.
В структуру сварочного шва входят:
Читайте также: Температура и другие важные характеристики сварочной дуги
· зона наплавленного металла;
· зона механического сплавления;
· зона термического влияния;
· переходная зона к основному металлу.
Параметры сварочных швов
Срок службы всей сварочной конструкции зависит от качества сварочных швов. Качество сварки характеризуется следующими геометрическими параметрами сварного шва:
· Ширина – расстояние между его краями;
· Корень – внутренняя часть, противоположная его внешней поверхности;
· Выпуклость – наибольший выступ от поверхности соединяемого металла;
· Вогнутость – наибольший прогиб от поверхности соединяемого металла;
· Катет – одна из равных сторон треугольника, вписанного в поперечное сечение двух соединяемых элементов.
Сварные швы: классификация
Опытные сварщики говорят: в основу классификации типов швов могут быть приняты самые разные факторы, например конструктивные и прочностные, геометрические и технологические. Если рассматривать швы с точки зрения месторасположения, их можно разделить на нижние, наклонные, горизонтальные и вертикальные.
Нижний шов можно назвать не только самым простым, но и самым прочным. Дело в том, что сила тяжести металла позволяет лучше заполнить зазоры между соединяемыми поверхностями. К тому же этот тип является самым экономичным. Существуют определенные условия, так, к примеру, горелка или электрод обязательно должны быть направлены сверху вниз.
Горизонтальный шов обычно формируется тогда, когда поверхности расположены перпендикулярно плоскости электрода. Расход флюсов и электродов при этом типе существенно увеличивается. При медленном ведении шва возможны потеки, а при быстром — непроваренные места.
Значительно сложнее сделать качественный вертикальный шов. Здесь возрастают потери металла, увеличивается неравномерность (на финальном этапе сварки шов получается более толстым). Этот способ требует определенной классификации сварщика. Применяется он обычно для сварки труб или при скреплении больших конструкций.
Самой сложной сварщики считают потолочную сварку. Как ее производят? Наносят шов прерывистой дугой. Сила тока при этом небольшая. Такой тип обычно используется при сварке труб, которые нельзя провернуть.
Нормативная база
Сварочные соединения могут быть классифицированы по разным параметрам – это и геометрия шва, и тип соединения и многое другое. При проектирования изделия, в котором будут использоваться сварочные швы, проектировщик в первую очередь должен руководствоваться результатами прочностных расчетов. И только после этого выбирать способ соединения заготовок.
В своей работе проектировщики и изготовители должны руководствоваться следующими документами:
· ГОСТ 2601-84;
· ГОСТ5264;
· ГОСТ15878;
· ГОСТ15164.
На основании данных из этих нормативных документов, необходимо определить геометрию шва и тип сварки. Уже затем должны быть установлены критерии раздела кромок, если таковой требуется. На последней стадии определяют допустимые и предельные отклонения размеров шва.






