

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Оснащения врачебно-сестринской бригады.
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Интересное:
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
В зависимости от наличия или отсутствия смазки, а также характера трущихся поверхностей различают:
а) чистое трение, при полном отсутствии на них посторонних примесей в виде жидкостной или газовой прослойки (только в вакууме);
б) сухое трение, при отсутствии смазки и загрязнений между трущимися поверхностями;
в) граничное трение, трущиеся поверхности разделены слоем смазки толщиной не более 0,1 мм;
г) жидкостное трение, трущиеся поверхности полностью разделены слоем жидкости;
д) полусухое трение, при наличии между трущимися поверхностями смазочного слоя отдельные выступы поверхностей приходят в непосредственное соприкосновение (т. е. одновременно граничное и сухое трения);
е) полужидкостное трение — такое, при котором большая часть нагрузки передается масляной пленкой, а меньшая часть воспринимается непосредственно контактом трущихся поверхностей (т. е. одновременно жидкостное и граничное или жидкостное и сухое трения).
Для тяжелонагруженных пар трения наиболее характерно граничное состояние смазки, при котором толщина масляной пленки оценивается величиной от десятых долей микрона до нескольких микрон. При изнашивании или нарушении масляной пленки одновременно происходит обратный процесс — ее регенерация. Для этого необходим некоторый запас смазочного материала, который может находиться во впадинах микрорельефа или в специальных углублениях на поверхности трения.
Регулярный микрорельеф поверхности, создаваемый виброобкатыванием, обеспечивает снижение износа тяжелонагруженных пар (поршень ДВС). Относительная площадь поверхности поршня, занятая канавками, составляет 30—35 %. При этом масляная пленка в паре трения наиболее устойчива, износостойкость поверхности наибольшая
|
|

Схема каналов на поверхности поршня ДВС с виброобкатанной поверхностью
Зависимость температуры от нагрузки при различных способах финишной обработки
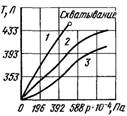
Важной характеристикой узлов трения, работающих в условиях схватывания металла, является температура на поверхности трения. При всех прочих равных условиях испытания (давление, скорость, смазочный материал) у вибронакатанных поверхностей температура на 52 °С ниже, чем у шлифованных
КОРРОЗИОННАЯ СТОЙКОСТЬ
Коррозионные повреждения деталей машин происходят в результате химического или электромеханического воздействия окружающей среды. При коррозии металл превращается в окислы.
Коррозия
• атмосферную,
• газовую
• в воде или электролитах.
После обработки ППД происходит сглаживание неровностей исходной поверхности и образование микрорельефа с впадинами, радиус которых значительно больше чем у поверхностей, обработанных любым методом резания, что определяет меньшую концентрацию в них продуктов, вызывающих коррозию. В результате коррозионная стойкость повышается.
Повышение коррозионной стойкости обеспечивают статические методы, создающие небольшие глубины упрочнения, сильно снижающие шероховатость поверхности, при которой микронеровности имеют сглаженный характер без глубоких впадин (алмазное выглаживание, обкатывание шариковым инструментом и в меньшей степени упругое накатывание роликом). Эффективны некоторые ударные методы (вибрационно-ударная, ультразвуковая, центробежная шариковая обработка).
40. СОПРОТИВЛЕНИЕ КОНТАКТНОЙ УСТАЛОСТИ
Контактная усталость — процесс накопления повреждений и развития разрушения поверхностных слоев материала под действием переменных контактных нагрузок, вызывающих образование ямок выкрашивания или трещин и снижение долговечности.
Параметры поверхностного слоя, повышающие контактную усталость:
|
|
• сглаженная форма микронеровностей;
• твердость;
• мелкодисперсная структура;
• сжимающие остаточные напряжения.
• Детали, работающие в условиях контактного нагружения, изготовляют из высокопрочных материалов, они проходят обычно химико-термическую обработку до получения HRC 55—62.
• Для увеличения контактной усталости наиболее целесообразна обработка дробью (микрошариками) и алмазное выглаживание. Обработкой дробью упрочняют зубчатые колеса и другие детали сложной конфигурации, а детали простой и правильной геометрической формы обрабатывают алмазным выглаживанием.
• Характеристики стали 12Х2НВФА (HRC 60—61),
• упрочненной различными методами
41 Основные направления развития методов ППД:
• Новые кинематические схемы движения инструмента и детали
• Создание специальных условий для протекания процесса (подогрев и охлаждение, нейтральные и специальные среды, ультразвук, облучение и т. д.) и характера воздействия (импульсный, сплошной с заданной периодичностью)
• Использование новых источников энергии и новых энергоносителей
• Совмещение различных методов в одном цикле и сочетание методов ППД, а также методов ППД с методами резания и другими методами упрочнения (термо-химические покрытия)
• Использование новых СОЖ и ПАВ
Основные направления развития инструментов, рабочих тел и оборудования:
• Использование новых материалов со специальными свойствами
• Создание новых форм и расширение диапазона размеров
• Разработка новых способов крепления и установки
• Совершенствование связей между инструментами, между инструментами и обрабатываемой поверхностью, между инструментами и оборудованием
• Обеспечение непрерывности обработки
• Обеспечение адаптивности и самонастраиваемости
• Создание по каждому методу гаммы оборудования на весь диапазон размеров деталей и параметров обработки
• Создание оборудования для обработки деталей сложной конфигурации, крупногабаритных и длинномерных
Гидростатический шариковый инструмент для накатного полирования. Микродеформирование поверхности заготовки осуществляется шариком из твердого материала со специально обработанной поверхностью. Шарик прижимается к поверхности заготовки давлением жидкости, одновременно плавая в ней и имея возможность вращаться в любом направлении
|
|
Метод электромеханического сглаживания (ЭМС) - основан на деформировании микронеровностей поверхности с подогревом ее электрическим током
Упрочнение импульсными водовоздушными струями, получаемыми при высоковольтном разряде в жидкости, находящейся в камере специальной формы.
При воздействии на изделие из металла водовоздушных струй значительно повышается его твердость без заметного изменения размеров и формы, при этом происходят своеобразные структурные изменения, улучшающие свойства обработанного металла
|
|
|

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!