Введение
Тележечный грузонесущий конвейер состоит из замкнутого контура тяговой цепи с постоянно прикрепленными к ним тележками (платформами), движущимися по направляющим путям; на тележках располагаются транспортируемые грузы-изделия; тележки и направляющие пути являются непосредственными составными частями конвейера. В этом состоит принципиальное отличие грузонесущих тележечных конвейеров от напольных грузоведущих конвейеров.
Тележечные грузонесущие конвейеры предназначены для перемещения грузов по отдельным технологическим операциям поточного производственного процесса. Их применяют для транспортирования изделий от одного рабочего места к другому в процессе сборки, для перемещения литейных форм в процессе сборки, заливки, охлаждения, выбивки, возврата пустых опок в литейном цехе, для межоперационной передачи изделий от одного рабочего места к другому в процессе изготовления, а также для выполнения ряда других операций подобного назначения. Широкое разнообразие использования тележечных конвейеров обусловило большое число их конструктивных разновидностей.
Основными признаками классификации тележечных конвейеров являются расположение тягового элемента и направляющих путей и положение тележек на ветвях конвейера. По первому признаку различают конвейеры вертикально замкнутые и горизонтально замкнутые; последние могут быть расположены как в одной горизонтальной плоскости, так и в пространстве. По положению тележек на обратной ветви различают конвейеры с опрокидывающимися и неопрокидывающимися тележками. Горизонтально замкнутые конвейеры бывают с напольным и настольным перемещением тележек. По характеру перемещения изделий известны конвейеры с непрерывным и пульсирующим движением тележек.
Выбор того или иного типа конвейера зависит от характера технологического процесса, обслуживаемого конвейером, характеристики перемещаемого груза и планировки производственного помещения.
В горизонтально замкнутых конвейерах используются обе ветви, но для их размещения требуется значительная производственная площадь. На конвейерах этого типа грузы могут совершать круговые движения без съема с тележек, что позволяет рационально использовать конвейер при сравнительно меньшей длине помещения для длительных производственных процессов, а также как подвижный склад.
Выбор типа конвейера зависит также от характеристики груза. Для перемещения в процессе сборки сравнительно тяжелых и громоздких изделий применяют, как правило, вертикально замкнутые, а для легких малогабаритных - горизонтально замкнутые конвейеры. Технологические конвейеры с длительными и различными по времени операциями делают, как правило, горизонтально замкнутыми с одноплоскостной и пространственной трассами.
Определение погонной нагрузки
Нагрузка на 1м от ходовой части конвейера:
 ;
;
Нагрузка на загруженной части:
 ,
,
где G - масса груза.
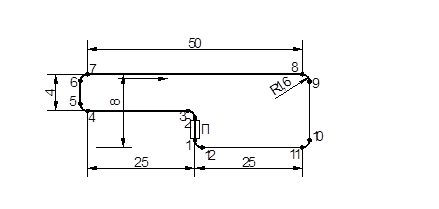
СХЕМА 1.

Минимальное натяжение Smin в точке 1 принимается равным 1,5 - 2,5 кН.
Обходом по контуру, последовательно суммируя сопротивления на участках, определяем натяжения в остальных точках.
Коэффициент сопротивления движению ходовой части конвейера вычислим по формуле:
 ,
,
где f - коэффициент сопротивления движению в подшипниках ходовых роликов;
d - диаметр цапфы подшипника;
μ - коэффициент сопротивления качению;
D - диаметр ходового ролика;
с - коэффициент увеличения сопротивления от трения реборд колес или торцев колес о направляющие.
При роликах на подшипниках качения среднее значение ω = 0,02.
Натяжения в характерных точках контура тягового органа определяется следующим образом:
В точке 1… S1 = Smin;
В точке 2… S2 = S1+W1-2;
В точке 3… S3 = S2еωα; (на криволинейном участке)
………………………..
В i-ой точке… Si = Si-1+W (i-1) - i.
α - угол охвата тяговым органом криволинейной направляющей (α=90°).
 - сила сопротивления движению на прямолинейном участке;
- сила сопротивления движению на прямолинейном участке;
l - длина прямолинейного участка.
Определяем натяжения в характерных точках тягового органа:
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
Натяжение тягового органа в точке 12 вычисляется при условии, если все тележки загружены.
 кН.
кН.
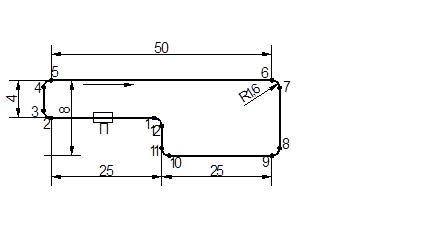
СХЕМА 2.

Определяем натяжения в характерных точках тягового органа:
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
Натяжение тягового органа в точке 12 вычисляется при условии, если все тележки загружены.
 кН.
кН.
СХЕМА 3.

Определяем натяжения в характерных точках тягового органа:
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
Натяжение тягового органа в точке 12 вычисляется при условии, если все тележки загружены.
 кН.
кН.
СХЕМА 4.
Определяем натяжения в характерных точках тягового органа:
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
Натяжение тягового органа в точке 12 вычисляется при условии, если все тележки загружены.
 кН.
кН.
СХЕМА 5.
Определяем натяжения в характерных точках тягового органа:
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
Натяжение тягового органа в точке 12 вычисляется при условии, если все тележки загружены.
 кН.
кН.
СХЕМА 6.

Определяем натяжения в характерных точках тягового органа:
 кН;
кН;
кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
 кН;
кН;
Натяжение тягового органа в точке 12 вычисляется при условии, если все тележки загружены.
 кН.
кН.
Список использованной литературы
1. Иванченко Ф.К., Бондарев В.С. и др. "Расчеты грузоподъемных и транспортирующих машин". Киев 1978г.
2. Пертен Ю.А. "Конвейеры. Справочник". Ленинград. 1984г.
3. Спиваковский А.О. "Транспортирующие машины". Москва. 1983г.
Введение
Тележечный грузонесущий конвейер состоит из замкнутого контура тяговой цепи с постоянно прикрепленными к ним тележками (платформами), движущимися по направляющим путям; на тележках располагаются транспортируемые грузы-изделия; тележки и направляющие пути являются непосредственными составными частями конвейера. В этом состоит принципиальное отличие грузонесущих тележечных конвейеров от напольных грузоведущих конвейеров.
Тележечные грузонесущие конвейеры предназначены для перемещения грузов по отдельным технологическим операциям поточного производственного процесса. Их применяют для транспортирования изделий от одного рабочего места к другому в процессе сборки, для перемещения литейных форм в процессе сборки, заливки, охлаждения, выбивки, возврата пустых опок в литейном цехе, для межоперационной передачи изделий от одного рабочего места к другому в процессе изготовления, а также для выполнения ряда других операций подобного назначения. Широкое разнообразие использования тележечных конвейеров обусловило большое число их конструктивных разновидностей.
Основными признаками классификации тележечных конвейеров являются расположение тягового элемента и направляющих путей и положение тележек на ветвях конвейера. По первому признаку различают конвейеры вертикально замкнутые и горизонтально замкнутые; последние могут быть расположены как в одной горизонтальной плоскости, так и в пространстве. По положению тележек на обратной ветви различают конвейеры с опрокидывающимися и неопрокидывающимися тележками. Горизонтально замкнутые конвейеры бывают с напольным и настольным перемещением тележек. По характеру перемещения изделий известны конвейеры с непрерывным и пульсирующим движением тележек.
Выбор того или иного типа конвейера зависит от характера технологического процесса, обслуживаемого конвейером, характеристики перемещаемого груза и планировки производственного помещения.
В горизонтально замкнутых конвейерах используются обе ветви, но для их размещения требуется значительная производственная площадь. На конвейерах этого типа грузы могут совершать круговые движения без съема с тележек, что позволяет рационально использовать конвейер при сравнительно меньшей длине помещения для длительных производственных процессов, а также как подвижный склад.
Выбор типа конвейера зависит также от характеристики груза. Для перемещения в процессе сборки сравнительно тяжелых и громоздких изделий применяют, как правило, вертикально замкнутые, а для легких малогабаритных - горизонтально замкнутые конвейеры. Технологические конвейеры с длительными и различными по времени операциями делают, как правило, горизонтально замкнутыми с одноплоскостной и пространственной трассами.
Определение скорости движения тягового органа конвейера
При непрерывном движении конвейера его производительность определяется по формуле:
 ,
,
где υ - скорость движения конвейера, м/мин;
z - число изделий на платформе;
tT - шаг тележек, м;
kн - коэффициент неравномерности загрузки конвейера
(kн = 1,15-1,20 - при автоматической загрузке;
kн = 1,2-1,25 - при ручной загрузке)
Таким образом, необходимая скорость движения конвейера при заданной производительности
 м/мин
м/мин
Принимаем шаг тележки tT = 1600мм. Загрузка конвейера автоматическая.
Исходя из возможной реорганизации технологического процесса диапазон регулирования скорости принимаем υ = 2,36; 4,75; 9,6 м/мин.






