Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...
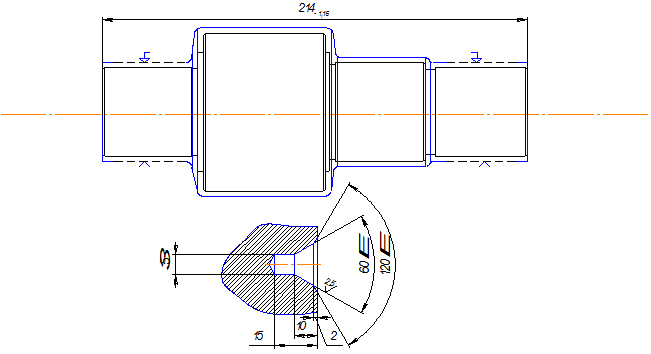
Выделяем четыре основных обрабатываемых поверхности:
Æ45 мм (две поверхности); Æ50 мм; Æ80 мм –все эти поверхности должны быть получены с разными квалитетами точности.
Поверхности Æ45 мм должны быть получены по седьмому квалитету точности. Составляем для последовательных операций величину припусков, которые необходимо снять в процессе обработки.
Æ45 (Æ45f7)
Припуск
Расчетный размер
Заготовка
5
Æ50
Точение
4,54
Æ45,46
Точение
0,3
Æ45,16-0,17
Шлифование
0,1
Æ45,06
Шлифование
0,06
Æ45
Поверхность диаметром 50 мм должна быть обработана по шестому квалитету точности.
Æ50 (Æ50k6)
Припуск
Расчетный размер
Заготовка
5
Æ55
Точение
4,54
Æ50,46
Точение
0,3
Æ50,16-0,17
Шлифование
0,1
Æ50,06-0,05
Шлифование
0,06
Æ50
Поверхность диаметром 80 мм должна быть выполнена по одиннадцатому квалитету точности.
Æ45-0,13 (Æ80h11)
Припуск
Расчетный размер
Заготовка
5
Æ85
Точение
4,7
Æ80,3
Точение
0,3
Æ80-0,13
Расчёт режимов резания
Операция 005: фрезерно-центровальная
1 переход: фрезерование
1. Скорость резания определяем по формуле:
,
где Сv и показатели степени определяем по [4] (стр. 286 – 290 табл. 39)
Cv=91, m = 0,2; x = 0,1; y = 0,2; u = 0,2; q = 0,25.
По этим же нормативным данным находим остальные величины этой формулы.
D – диаметр фрезы в мм; D = 60 мм;
T – стойкость инструмента (мин.) находим по [4] (стр.264); T = 60 мин;
t – глубина резания в мм; t = 1,5 мм;
SZ – подача на один зуб [4](стр283 – 286 табл.33 –38); SZ = 0,1;
Z – число зубьев фрезы, Z = 12.
B – ширина фрезерования в мм, B = 45.
Поправочный коэффициент Кv определяется по формуле:
,
Kmv – коэффициент учитывающий влияние материала заготовки
(табл. 1-4 стр. 261-263), Kmv = 1.
Kпv – коэффициент учитывающий состояние поверхности из [4] (табл.5 стр. 263); Kпv = 0,9
Киv – коэффициент, учитывающий материал инструмента из [4] (табл.6 стр.263); Киv = 0,65.
Подставив все найденные значения в формулу, получим: V =112,688 м/мин.
2. Определяем частоту вращения фрезы по формуле:
мин-1
Так как марка нашего станка МР71, то расчётную частоту вращения шпинделя мы должны скорректировать по паспорту станка. Берём ближайшее, меньшее значение числа оборотов станка к расчётному в мин-1, nст = 315
Скорость резания, обеспечиваемая станком Vст = 60 м/мин
Подача на один зуб SZ = 0,1 мм/зуб
Расчетная подача S = 1,2 мм/об
Таблица 2
Марка станка
МР71
Скорость резания, м/мин
Vрез = 60
Частота вращения фрезы, мин-1
n = 315
Подача расчетная, мм/об
S = 1,2
Основное технологическое время
То=0.855 мин
Операция токарная 005 (переход 2)
Исходные данные:
Таблица 3
Оборудование
МР71
Обрабатываемый материал
Сталь50
Предел прочности(без ТО), Мпа
380
Материал резца
Т15К6
Вид обработки
Наружное продольное точение
Характер поверхности
Черновая обработка
Применение СОЖ
Есть
1. Скорость резания определяем по формуле:
,
Сv и показатели степени определяем по [4] (стр. 269 – 270 табл. 17)
Cv=420, m=0.2, x=0.15, y=0.2
По этим же нормативным данным находим остальные величины этой формулы.
D - диаметр обработки в мм ……………………………………………5
T – стойкость инструмента в (мин.) находим по [10](стр.268),……………………………………………………………..…….. 60
t – глубина резания в мм…………………………………………………2,5
S – подача в мм/об [10](стр266 – 268 табл.11 – 15)…………………………………………………………………………..…0.08
Поправочный коэффициент Кv определяется по формуле:
,
Kmv – коэффициент учитывающий влияние материала заготовки
,
Кг – коэффициент характеризующий группу стали по обрабатываемости [4] (табл.2 стр.262)………………………………….…0.9
nv – показатель степени [10] (табл. 2 стр. 262)…………………….…1
Kпv – коэффициент, учитывающий состояние поверхности из [4] (табл.5 стр 263)…………………………………………………..……………0.7
Киv – коэффициент, учитывающий материал инструмента из [4] (табл.6 стр.263)………………………………………………………………………….0.8
Подставив все найденные значения в формулу, получим:
2. Определяем частоту вращения шпинделя по формуле:
Так как марка нашего станка МР71, то расчётную частоту вращения шпинделя мы должны скорректировать по паспорту станка. Берём ближайшее, меньшее значение числа оборотов станка к расчётному в мин-1, nст=1500.
Скорость резания, обеспечиваемая станком Vст=25 м/мин.
Принимаем частоту вращения шпинделя по паспортным данным станка n = 500 об/мин
Тогда Vф = 3,14×80×500/1000 = 125 м/мин
Марка станка
МР71
Скорость резания
Vрез=125 м/мин
Частота вращения шпинделя
n=500 мин-1
Подача на оборот
S=0.01 мм/об
Основное технологическое время
То=0.24 мин
Аналогично проводится расчет для других технологических операций.
Нормирование операций
Техническую норму времени в условиях массового и крупносерийного производств устанавливается расчётно-аналитическим методом.
Тшт – штучное время, мин.
То – основное время, вычисляется на основании принятых режимов резания, мин;
Тв – вспомогательное время, мин
005 Фрезерно-центровочная
1. Основное время То = 0,446 мин
2. Вспомогательное время Тв=0.3+0.03=0.6 мин
3. Время на обслуживание Тобс.=0,03 мин
4. Время на перерыв Тп= 0,03 мин
5. Штучное время.
Тшт = 0,446+0,6+0,03+0,03 = 1,106 мин
010 Токарная
1. Основное время То = 1,36 мин
2. Вспомогательное время Тв =0.3 мин
3. Время на обслуживание Тобс.=0,09 мин
4. Время на перерыв Тп= 0,09 мин
5. Штучное время.
Тшт =1,36+0,3+0,09+0,09 =1,86 мин
015 Токарная
1. Основное время То = 1,16 мин
2. Вспомогательное время Тв =0,3 мин
3. Время на обслуживание Тобс.=0,04 мин
4. Время на перерыв Тп= 0,04 мин
5. Штучное время.
Тшт =1,16+0,3+0,04+0,04 =1,44 мин
020 Токарная
1. Основное время То = 1,36 мин
2. Вспомогательное время Тв =0,3 мин
3. Время на обслуживание Тобс.=0,09 мин
4. Время на перерыв Тп= 0,09 мин
5. Штучное время.
Тшт =1,36+0,3+0,09+0,09 =1,86 мин
025 Токарная
1. Основное время То = 0,667 мин
2. Вспомогательное время Тв =0,3 мин
3. Время на обслуживание Тобс.=0,03 мин
4. Время на перерыв Тп= 0,02 мин
5. Штучное время.
Тшт =0,667+0,3+0,02+0,03 =1,02 мин
035 Шлифовальная
1. Основное время То = 0,288 мин
2. Вспомогательное время Тв =0,3 мин
3. Время на обслуживание Тобс.=0,025 мин
4. Время на перерыв Тп= 0,01 мин
5. Штучное время.
Тшт =0,288+0,3+0,025+0,01 =0,624 мин
040 Шлифовальная
1. Основное время То = 0,28 мин
2. Вспомогательное время Тв =0,3 мин
3. Время на обслуживание Тобс.=0,025 мин
4. Время на перерыв Тп= 0,01 мин
5. Штучное время.
Тшт =0,28+0,3+0,025+0,01 =0,615 мин
045 Шпоночно-фрезерная
1. Основное время То = 3,85 мин
2. Вспомогательное время Тв =0,5 мин
3. Время на обслуживание Тобс.=0,18 мин
4. Время на перерыв Тп= 0,12 мин
5. Штучное время.
Тшт =3,85+0,5+0,18+0,12 =4,65 мин
050 Зубофрезерная
1. Основное время То = 0,27 мин
2. Вспомогательное время Тв =0,3 мин
3. Время на обслуживание Тобс.=0,04 мин
4. Время на перерыв Тп= 0,03 мин
5. Штучное время.
Тшт =0,27+0,3+0,04+0,03 =0,639 мин
055 Зубошевинговальная
1. Основное время То = 0,3 мин
2. Вспомогательное время Тв =0,25 мин
3. Время на обслуживание Тобс.=0,025 мин
4. Время на перерыв Тп= 0,015 мин
5. Штучное время.
Тшт =0,3+0,25+0,025+0,015 =0,59 мин
090 Шлифовальная
1. Основное время То = 0,288 мин
2. Вспомогательное время Тв =0,3 мин
3. Время на обслуживание Тобс.=0,025 мин
4. Время на перерыв Тп= 0,01 мин
5. Штучное время.
Тшт =0,288+0,3+0,025+0,01 =0,624 мин
095 Шлифовальная
1. Основное время То = 0,28 мин
2. Вспомогательное время Тв =0,3 мин
3. Время на обслуживание Тобс.=0,025 мин
4. Время на перерыв Тп= 0,01 мин
5. Штучное время.
Тшт =0,28+0,3+0,025+0,01 =0,615 мин
Список литературы
1. Методическое указание к выполнению курсового проекта по технологии машиностроения. Под редакцией Гусева В.Г. - Владимир: ВПИ 1991г.
2. Андерс А.А. проектирование заводов и механосборочных цехов в автотракторной промышленности; Учебное пособие для студентов механических специальностей ВУЗов. - М; Машиностроение 1982г, 271с.
3. Справочник технолога - машиностроителя. T.1. Под редакцией Косиловой А.Г. и Мещерякова Р.К, 4-е изд., переработанное и дополненное. - М:
Машиностроение 1985г, 656с.
4. Справочник технолога - машиностроителя. Т.2. Под редакцией Косиловой А.Г. и Мещерякова Р.К. 4-е изд., переработанное и дополненное. - М:
Машиностроение 1985г, 496с.
5. Корсаков B.C. Основы конструирования приспособлений; Учебник для ВУЗов. 2-е изд., переработанное и дополненное. - М: Машиностроение 1963г,277с.
6. Горошкин А.К. Приспособления для металлорежущих станков. Справочник. 7-е изд., переработанное и дополненное. - М:
Машиностроение 1979г.
7. А.А. Гусев, Е.Р.Ковальчук и др. Технология машиностроения. Учебник для ВУЗов. – М.: Машиностроение, 1986. – 480.: ил.
8. В.А. Аршинов, Г.А. Алексеев Резание металлов и режущий инструмент.Изд.3-е, перераб. и доп. учебник для ВУЗов. – М.:Машиностроение, 1975.



 (Æ45f7)
(Æ45f7)







 (Æ50k6)
(Æ50k6)




 ,
, ,
, мин-1
мин-1 ,
, ,
,

 ; Æ
; Æ  Æ80,3h12
Æ80,3h12  0,23
0,23
 ×0,5 = 188,01 м/с
×0,5 = 188,01 м/с