Первый принцип построения СДП - установлено 20 квалитетов и определены формулы для расчета допусков.
Допуск (IT) рассчитывается по формуле:
IT = ki,
где k — число единиц допуска, установленное для каждого квалитета;
i — единица допуска, зависящая только от размера (см. приложение табл.3).
Стандартом установлены интервалы размеров, внутри которых значение допуска для данного квалитета не меняется.
Значения допусков для установленных интервалов в диапазоне размеров до 500 мм приведены в таблице 2 приложения.
Второй принцип построения СДП (установлено 27 основных отклонений валов и 27 основных отклонений отверстий)
Основное отклонение — одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. Основным является отклонение, ближайшее к нулевой линии.
Основные отклонения отверстий обозначаются прописными буквами латинского алфавита, валов — строчными. Схема расположения основных отклонений для вала и отверстия приведена на рис.1 приложения.
Для обеспечения образования посадок в системе вала, аналогичных посадкам в системе отверстия, существует общее правило построения основных отклонений, заключающееся в том, что основные отклонения отверстий равны по величине и противоположны по знаку основным отклонениям валов, обозначенным той же буквой. Из этого правила сделано исключение для получения идентичных зазоров и натягов в системе вала и в системе отверстия у переходных и прессовых посадок.
Третий принцип построения СДП ( предусмотрены системы образования посадок )
Предусмотрены посадки в системе отверстия и в системе вала.
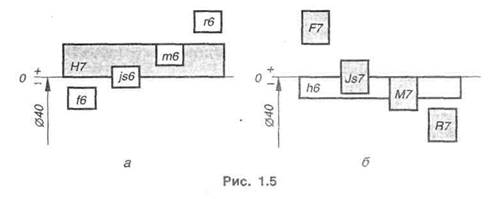
Посадки в системе отверстия— посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия (рис. 1.5, а).
Основное отверстие (Н) — отверстие, нижнее отклонение которого равно нулю.
Посадки в системе вала— посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала (рис. 1.5, б).
Основной вал (h)— вал, верхнее отклонение которого равно нулю.
Точные отверстия обрабатываются дорогостоящим мерным инструментом (зенкерами, развертками, протяжками и т. п.). Каждый такой инструмент применяют для обработки только одного размера с определенным полем допуска. Валы же независимо от их размера обрабатывают одним и тем же резцом или шлифовальным кругом.
При широком применении системы вала необходимость в мерном инструменте многократно возрастет, поэтому предпочтение отдается системе отверстия.
ЗАДАНИЕ:
Из чертежа выписан размер соединения с полями допусков (по заданию своего варианта).
1. По номинальному размеру, квалитету и основному отклонению определить верхние и нижние отклонения отверстия и вала, используя необходимые таблицы и расчетные формулы.
2. Проверить правильность своего решения по таблицам посадок в системе отверстия и вала.
3. Определить по квалитету метод финишной обработки поверхности детали.
4. Подробно записать решение своего варианта по всем пунктам выполнения работы.
Варианты заданий:
Таблица 8
| Варианты заданий
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ø25
| H7
f7
| Ø15
| H7
k6
| Ø30
| H7
p6
| Ø45
| H8
e8
| Ø64
| H7
n6
| Ø85
| H7
r6
| Ø36
| F8
h6
| Ø28
| K7
h6
| Ø20
| P7
h6
|
| Варианты заданий
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Ø70
| E9
h8
| Ø55
| N7
h6
| Ø40
| S7
h6
| Ø98
| H7
g6
| Ø18
| H8
n7
| Ø54
| H7
s6
| Ø90
| H11
d11
| Ø68
| H6
m5
| Ø50
| H8
u8
|
Порядок выполнения работы:
1. По заданию своего варианта (см. таблицу 8) выписать размер соединения с полями допусков, из условия определить номинальный размер, квалитет и основное отклонение
отверстия и вала.
2. Используя второй принцип построения СДП определить верхние и нижние отклонения отверстия и вала, применяя необходимые таблицы и расчетные формулы. Решение выполняется в следующем порядке:
- для номинального размера выписать основные отклонения отверстия и вала (см. таблицу 1 приложения);
- найти вторые предельные отклонения отверстия и вала, зависящие от квалитета и допуска следующим образом. Если основное отклонение является верхним отклонением (es для вала и ES для отверстия), то второе предельное отклонение – нижнее отклонение вала ei (EI отверстия), определяется по формулам:
ei = es – ITg; EI = ES– ITg.
Когда основное отклонение является нижним отклонением (ei для вала и EI для отверстия), то второе предельное отклонение – верхнее отклонение es вала (ES отверстия), определяется по формулам:
es = ei + ITg; ES= EI + ITg.
Допуск (ITg) по заданному квалитету выписать из таблицы 2 (см. приложение) для заданного номинального размера по интервалу номинальных размеров и квалитету по ЕСДП.
3. Записать ответ с найденными предельными отклонениями.
4. Проверить правильность своего решения по третьему принципу построения СДП (по таблицам посадок в системе отверстия и вала).
По записи соединения определить:
- посадку соединения в системе отверстия (вала);
- основное отверстие (вал);
Обращаемся к таблице полей допусков валов и отверстий 4 (см. приложение), в которой по системе отверстия (вала) найти для заданных значений:
- основного отверстия (вала) требуемую таблицу, по которой определяются основные отклонения отверстия (вала), результат записать;
- поля допуска вала (отверстия) требуемую таблицу, по которой определяются основные отклонения вала (отверстия) для образования посадок с зазорами, переходных или с натягами, результат записать;
5. Записать ответ с найденными предельными отклонениями и сравнить его с ответом по п.3.
6. Определить по квалитету метод финишной обработки поверхностей соединения, используя таблицу 3 приложения.
Контрольные вопросы:
1. Что называется системой допусков и посадок (СДП)?
2. Для чего предназначена система?
3. Что такое квалитет?
4. Какие квалитеты применяются для сопрягаемых поверхностей?
5. Как находится по таблице основное отклонение отверстия (вала)?
6. Что такое система отверстия (вала)?
Список используемой литературы:
1. Димов Ю.В.. Метрология, стандартизация и сертификация. Питер, 2004.
2. Никифоров А.Д., Бакиев Т.А.. Метрология, стандартизация и сертификация. М.: Высшая школа, 2005.
3. Анухин В.И.. Допуски и посадки. Питер, 2005.
4. И.М.Белкин Допуски и посадки (Основные нормы взаимозаменяемости) Москва «Машиностроение», 1992.
ОТВЕТЫ К ЗАДАНИЯМ ПРАКТИЧЕСКОЙ РАБОТЫ № 6
« ВЫБОР ПОСАДОК В СИСТЕМЕ ОТВЕРСТИЯ И ВАЛА». Таблица 8а
| Варианты
заданий
| Задание
| Ответ
| Метод финишной обработки детали.
|
| отверстие
| вал
|
|
|
|
Ø25
| H7 f7
|
Ø25
| H7 f7
| +0,021
-0,020
-0,041
| Чистовое обтачивание и рас-тачивание, чистовое шлифо-вание, чистовое протягива-ние, развертывание двумя развертками, полирование.
| Чистовое обтачивание и раста-чивание, чистовое шлифование, чистовое протягивание, развер-тывание двумя развертками, полирование
|
|
|
| Ø15
| H7
k6
| Ø15
| H7
k6
| +0,018
+0,012
+0,001
| Чистовое обтачивание и рас-тачивание, чистовое шлифо-вание, чистовое протягива-ние, развертывание двумя развертками, полирование.
| Притирка и доводка, тонкое (ал-мазное) обтачивание и растачи-вание, чистовое протягивание, чистовое шлифование, калибро-вание отверстий шариком.
|
|
|
| Ø30
| H7
p6
| Ø30
| H7
p6
| +0,021
+0,035
+0,022
| Чистовое обтачивание и рас-тачивание, чистовое шлифо-вание, чистовое протягива-ние, развертывание двумя развертками, полирование.
| Притирка и доводка, тонкое (ал-мазное) обтачивание и растачи-вание, чистовое протягивание, чистовое шлифование, калибро-вание отверстий шариком.
|
|
|
| Ø45
| H8
e8
| Ø45
| H8
e8
| +0,039
-0,050
-0,089
| Чистовое обтачивание и растачивание, развертыва-ние одной-двумя развертками, шлифование, хонингова-ние, обкатывание роликом или шариком.
| Чистовое обтачивание и растачивание, развертыва-ние одной-двумя развертками, шлифование, хонингова-ние, обкатывание роликом или шариком.
|
|
|
| Ø64
| H7
n6
| Ø64
| H7
n6
| +0,030
+0,039
+0,020
| Чистовое обтачивание и рас-тачивание, чистовое шлифо-вание, чистовое протягива-ние, развертывание двумя развертками, полирование.
| Притирка и доводка, тонкое (ал-мазное) обтачивание и растачи-вание, чистовое протягивание, чистовое шлифование, калибро-вание отверстий шариком.
|
|
|
| Ø85
| H7
r6
| Ø85
| Н7
r6
| +0,035
+0,073
+0,051
| Чистовое обтачивание и рас-тачивание, чистовое шлифо-вание, чистовое протягива-ние, развертывание двумя развертками, полирование.
| Притирка и доводка, тонкое (ал-мазное) обтачивание и растачи-вание, чистовое протягивание, чистовое шлифование, калибро-вание отверстий шариком.
|
|
|
|
Ø36
| F8
h6
|
Ø36
| F8
h6
| +0,064
+0,025
-0,016
| Чистовое обтачивание и растачивание, развертыва-ние одной-двумя развертками, шлифование, хонингова-ние, обкатывание роликом или шариком.
| Притирка и доводка, тонкое (ал-мазное) обтачивание и растачи-вание, чистовое протягивание, чистовое шлифование, калибро-вание отверстий шариком.
|
|
|
|
Ø28
| K7
h6
|
Ø28
| K7
h6
| +0,006
-0,015
-0,013
| Чистовое обтачивание и рас-тачивание, чистовое шлифо-вание, чистовое протягива-ние, развертывание двумя развертками, полирование.
| Притирка и доводка, тонкое (ал-мазное) обтачивание и растачи-вание, чистовое протягивание, чистовое шлифование, калибро-вание отверстий шариком.
|
|
|
|
Ø20
| P7
h6
|
Ø20
| P7
h6
| -0,014
-0,035
-0,013
| Чистовое обтачивание и рас-тачивание, чистовое шлифо-вание, чистовое протягива-ние, развертывание двумя развертками, полирование.
| Притирка и доводка, тонкое (ал-мазное) обтачивание и растачи-вание, чистовое протягивание, чистовое шлифование, калибро-вание отверстий шариком.
|
|
|
| Ø70
| E9
h8
| Ø70
| E9
h8
| +0,134
+0,060
-0,046
| Шлифование, фрезерование, развертывание, обтачивание и растачивание, протягива-ние.
| Чистовое обтачивание и растачивание, развертыва-ние одной-двумя развертками, шлифование, хонингова-ние, обкатывание роликом или шариком.
|
|
|
|
Ø55
| N7
h6
|
Ø55
| N7
h6
| -0,009
-0,039
-0,019
| Чистовое обтачивание и рас-тачивание, чистовое шлифо-вание, чистовое протягива-ние, развертывание двумя развертками, полирование.
| Притирка и доводка, тонкое (ал-мазное) обтачивание и растачи-вание, чистовое протягивание, чистовое шлифование, калибро-вание отверстий шариком.
|
|
|
|
Ø40
| S7
h6
|
Ø40
| S7
h6
| -0,034
-0,059
-0,016
| Чистовое обтачивание и рас-тачивание, чистовое шлифо-вание, чистовое протягива-ние, развертывание двумя развертками, полирование.
| Притирка и доводка, тонкое (ал-мазное) обтачивание и растачи-вание, чистовое протягивание, чистовое шлифование, калибро-вание отверстий шариком.
|
|
|
|
Ø98
| H7
g6
|
Ø98
| H7
g6
| +0,035
-0,012
-0,034
| Чистовое обтачивание и рас-тачивание, чистовое шлифо-вание, чистовое протягива-ние, развертывание двумя развертками, полирование.
| Притирка и доводка, тонкое (ал-мазное) обтачивание и растачи-вание, чистовое протягивание, чистовое шлифование, калибро-вание отверстий шариком.
|
|
|
|
Ø18
| H8
n7
| Ø18
| H8
n7
| +0,027
+0,030
+0,012
| Чистовое обтачивание и растачивание, развертыва-ние одной-двумя развертками, шлифование, хонингова-ние, обкатывание роликом или шариком.
| Чистовое обтачивание и раста-чивание, чистовое шлифование, чистовое протягивание, развер-тывание двумя развертками, полирование.
|
|
|
| Ø54
| H7
s6
| Ø54
| H7
s6
| +0,030
+0,072
+0,053
| Чистовое обтачивание и рас-тачивание, чистовое шлифо-вание, чистовое протягива-ние, развертывание двумя развертками, полирование.
| Притирка и доводка, тонкое (ал-мазное) обтачивание и растачи-вание, чистовое протягивание, чистовое шлифование, калибро-вание отверстий шариком.
|
|
|
| Ø90
| H11
d11
| Ø90
| H11
d11
| +0,220
-0,120
-0,340
| Чистовое строгание, чисто-вое фрезерование, сверле-ние по кондуктору, литье по выплавляемым моделям, холодная штамповка, зенке-рование.
| Чистовое строгание, чистовое фрезерование, сверление по кондуктору, литье по выплавля-емым моделям, холодная штамповка, зенкерование.
|
|
|
| Ø68
| H6
m5
| Ø68
| H6
m5
| +0,019
+0,024
+0,011
| Притирка и доводка, тонкое (алмазное) обтачивание и растачивание, чистовое про-тягивание, чистовое шлифо-вание, калибрование отвер-стий шариком.
| Притирка и доводка, тонкое (прецизионное) шлифование, суперфиниширование (две операции), полирование тонкое.
|
|
|
|
Ø50
| H8
u8
|
Ø50
| H8
u8
| +0,039
+0,109
+0,070
| Чистовое обтачивание и рас-тачивание, развертывание одной-двумя развертками, шлифование, хонингование, обкатывание роликом или шариком.
| Чистовое обтачивание и раста-чивание, развертывание одной-двумя развертками, шлифова-ние, хонингование, обкатывание роликом или шариком.
|
5.7 Работа № 7 (2часа)
Тема: ОПРЕДЕЛЕНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ.
Цель работы: Научиться определять шероховатость поверхности для деталей разного назначения.
Материалы для выполнения работы:
ГОСТ 25142—82. Шероховатость поверхности. Параметры и характеристики;
ГОСТ 2.309—73. Шероховатость поверхности. Термины и определения;
ГОСТ 2789—73. Обозначение шероховатости поверхностей.
Описание практической работы:







