Автоматизированные и автоматические линии сборки узлов автомобилей и тракторов являются специализированными. Спроектированы они из типовых элементов. Автоматизированные линии применяют для сборки крупных узлов и агрегатов машины, таких как двигатель, задний мост и др. Сборку меньших по размеру узлов и агрегатов осуществляют, как правило, на АЛ.
По типу транспортеров линии бывают с жестким и нежестким тактом. Линии с жестким тактом оснащены штанговыми или цепными транспортерами циклического действия с пневматическим или электрическим приводом движения. Производительность таких линий зависит от надежности работы каждой позиции и собственно транспортера. Поскольку с увеличением числа позиций возрастает вероятность возникновения отказа, а отказ любого из элементов линии с жестким циклом — это простой всей линии, то число рабочих позиций на линиях с жестким циклом должно быть ограничено. Практика показала, что оно не должно превышать восьми. Если необходимо большее число позиций, линию с жестким циклом делят на участки, создавая между ними накопители. В этом случае повышается надежность и производительность линии.
Более высокую производительность обеспечивают линии с нежестким циклом или связью — так называемые несинхронные линии. В таких линиях используют пластинчатые или цепные роликовые конвейеры. Последние находят все большее распространение благодаря своей универсальности. По компоновке это горизонтально замкнутые рабочие конвейеры. Такие линии используют при автоматизированной и автоматической сборке.
Цепные роликовые конвейеры (рис. 6.23) рабочего типа с помощью роликов 1 осуществляют перемещение палет 2 и имеют механизмы их фиксации на сборочных позициях. Фиксацию палеты 2 на сборочной позиции осуществляют по плоскости и двум отверстиям механизмом 3 (наиболее распространенная схема) или по схеме «в угол» (по трем взаимно перпендикулярным плоскостям).
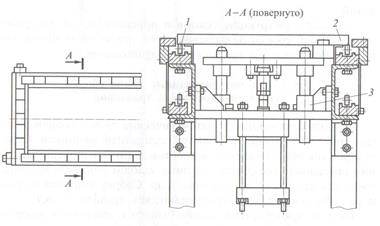
Рис. 6.23. Цепной роликовый конвейер
Перед ручной позицией сборки на несинхронной линии предусматривают место для накопления трех-четырех палет, что позволяет варьировать продолжительность соединения или регулировки конкретной сборочной единицы. В результате общая производительность сборки на автоматизированных несинхронных линиях на 10—15 % выше, чем на линиях жесткого типа.
В автомобильной и тракторной промышленности сборочные линии проектируют в первую очередь для типовых конструкций сборочных единиц (шатуны, головки блока цилиндров, шатунно-поршневая группа и др.), каждая из которых состоит из подобных деталей. Например, конструкции многих головок блоков цилиндров имеют различие в размерах и конфигурации, однако содержат одинаковые детали (рис. 6.24): технологические заглушки 1, штифты 2, шпильки 3, клапаны 4, пружины 5, тарелки пружин 6, сухари крепления пружин 7, направляющие втулки 8, седла клапанов 9. Технологические резьбовые заглушки, седла клапанов и направляющие втулки устанавливают на АЛ перед окончательной обработкой головки блока цилиндров. Остальные детали размещают на АЛ с асинхронным цепным роликовым горизонтально замкнутым конвейером рабочего типа.
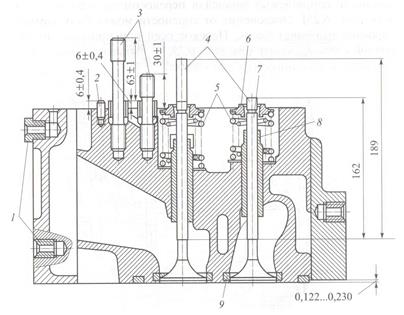
Рис. 6.24. Головка блока цилиндров ЯМЗ-840
Компоновка автоматов на сборочных позициях линии зависит от типа соединения, конструкции собираемых деталей и возможности их автоматической ориентации. Например, автоматическая ориентация пружин невозможна вследствие их сцепляе- мости. Поэтому их установку осуществляют вручную и на позиции линии производят только автоматическое закрепление пружин клапана сухарями, которые подают из вибробункера.
Конструкторские разработки автоматов основаны на глубоких исследованиях процессов автоматической сборки. Так, соединение клапана со втулкой относится к цилиндрическим соединениям с малым (до 0,03 мм) зазором. Автоматическая сборка таких соединений затруднена в связи с отклонениями от соосности сопрягаемых деталей и перекосом на углы γ1 и γ2 их осей (рис. 6.25). Отклонение от соосности может быть компенсировано наличием фасок. Перекос осей при приложении сборочной силы Р сб снизу (см. рис. 6.25, а) вызывает момент М 1 и приводит к заклиниванию при сборке.

Рис. 6.25. Установка клапанов во втулки
В ходе проведенных исследований было установлено, что перекос осей может быть компенсирован действием гравитационной силы Р и связанным с ней моментом М 2 при приложении сборочной силы к хвостовику клапана (см. рис. 6.25, б). Такая схема реализована в автоматах сборки клапана со втулкой. Клапан находится на кассете 1, базируясь по наружному диаметру головки и торцу. Кассета при подъеме доводит клапан до касания со втулкой. Клапан ориентируется по фаскам относительно отверстия. С противоположной стороны подводят штуцер 2 вакуумной установки и создают разрежение в полости втулки. Вследствие малого зазора между клапаном и отверстием втулки возникает эффект втягивания клапана, кассету опускают, клапан устанавливается во втулку.
Типовыми являются автоматы сборки резьбовых соединений, важным элементом которых является патрон. На позициях завинчивания шпилек применяют патроны (рис. 6.26), выполняющие автоматически весь процесс их установки (наживление, завинчивание, затяжку). Шпилька захватывается цангой 3 с резьбовой поверхностью и прочно удерживается в патроне, так как шарики 5 попадают в фиксирующий паз, не давая цанге раскрыться.
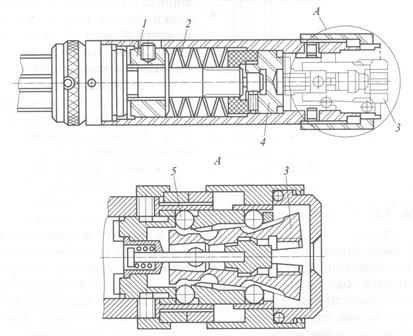
Рис. 6.26. Патрон для наживления и завинчивания шпилек
Момент на цангу передается через крестовую муфту 4. Передаваемый муфтой момент можно регулировать пружинами 2 и гайкой 1. В данном патроне вследствие большого числа зазоров в конструкции компенсируются погрешности взаимного положения сопрягаемых поверхностей. После завинчивания шпильки патрон легко снимается с нее, так как при обратном осевом перемещении шарики выходят из фиксирующего паза и цанга раскрывается. Приводом вращения гайковерта является пневмодвигатель. Разработаны многошпиндельные резьбозавертывающие механизмы, обеспечивающие параллельное завинчивание нескольких шпилек.
Компоновка AЛ с жестким циклом, как правило, линейная. Например, приведенная на рис. 6.27 АЛ сборки шатунов включает следующие позиции: мойки (6), сопряжения корпуса и крышки (7), запрессовки болтов (8), контроля качества сборки (9, 11) и навинчивания гаек (10). Загрузку деталей осуществляют вручную через накопители 1, 3 и подъемник 2. Далее с помощью автоматического загрузчика 4 шатун и крышку устанавливают на транспортер 5.
Механизм запрессовки болтов (рис. 6.28) состоит из сборочной головки 1, поворотного сердечника 4, досылателей 5 и 6, подпружиненных губок 7.
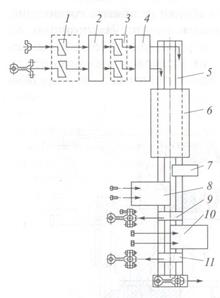
Рис. 6.27. Схема АЛ сборки шатунов
Болт попадает в сердечник через канал 2 из вибробункера. При перемещении сборочной головки вниз сердечник поворачивается, ось болта совмещается с осью рабочего канала 3 и перемещением досылателей производится запрессовка болтов. Направляющие подпружиненные губки 7 позволяют болту легко самоустанавливаться по отверстию шатуна, что обеспечивает высокую безотказность процесса запрессовки.
Для автоматического навинчивания гаек применяют патроны со стержневым ловителем (рис. 6.29). Стержневой ловитель 4 входит в отверстие, находящееся в шибере 5, и соприкасается со шпилькой, после чего шибер возвращается в исходное положение. При дальнейшем движении патрона ключ 3 касается гайки, и включается вращение.

Рис. 6.28. Механизм запрессовки болтов
Ловитель вдвигается в патрон, сжимая пружину 1. Поскольку скорость перемещения патрона больше скорости свинчивания, происходит сжатие пружины 2. Данные патроны позволяют компенсировать погрешность взаимного положения гайки и болта (шпильки) до 0,5 мм.
Для навинчивания гаек в болтовых соединениях, где погрешность положения болта относительно гайки может достигать 1,5 мм, применяют патроны с крестовой муфтой 1 (рис. 6.30, а), обеспечивающей смещение ключа 2 и ловителя 3 на необходимую величину в пределах зазора ∆'. Циклы работы этого патрона и патрона, приведенного на рис. 6.29, б, аналогичны.
Для завинчивания наживленных шпилек на позициях автоматизированных линий сборки применяют патроны с захватом шпильки за цилиндрическую часть (рис. 6.30, б).
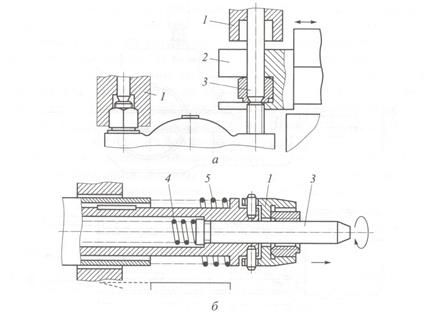
Рис. 6.29. Схема процесса автоматического навинчивания гаек (а) с помощью патрона со стержневым ловителем (б)
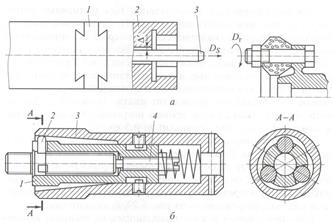
Рис. 6.30. Патроны для навинчивания гаек (а) и завинчивания шпилек (б)
Эти патроны более просты по конструкции и при их использовании исключается вероятность повреждения резьбы. Процесс завинчивания шпильки следующий. На наживленную в отверстие шпильку патрон надевается при осевом перемещении, задаваемом механизмом подачи, винт 4 при этом упирается в торец шпильки, втулка 1 с роликами 2 останавливается, а корпус 3 скользит по роликам, которые зажимают шпильку. После этого включается вращение и шпилька вкручивается в отверстие. Наличие эксцентричных расточек в корпусе 3 исключает провертывание патрона относительно шпильки. После достижения требуемого момента затяжки вращение останавливается, корпус перемещается в обратном направлении и ролики, скользя по конусу, освобождают шпильку.
Помимо создания автоматов и AЛ, предназначенных для сборки типовых сборочных единиц, существует направление, которое характеризуется созданием типовых конструкций сборочного оборудования для выполнения переходов или операций установки характерных деталей в определенном диапазоне их типоразмеров. Эти автоматы применяют на автоматизированных линиях сборки. Например, с помощью таких автоматов в блоки или головки блоков цилиндра устанавливают распределительные валы, имеющие опорные шейки различного диаметра, количество которых зависит от конструкции двигателя.






