В производстве металлоемких изделий до 90% всей выплавляемой стали и большая часть цветных металлов и сплавов обрабатывается методами ОМД. Помимо изделий для судостроения и энергомашиностроения, прокаткой производят рельсы, строительные балки разнообразного сечения, прутковый материал и другую продукцию, необходимую для развития многих видов промышленности, строительства и транспорта. В связи с большой потребностью металлопродукции, изготавливаемой методами ОМД, представляется необходимым указать типовые технологические дефекты, которые характеризуют как качество продукции, так и надежность конструкции в целом. Термины и определения дефектов регламентированы ГОСТ 20847 (для горячекатаной и кованой продукции) и ГОСТ 21014 (для листов и лент). Определения дефектов, которые встречаются наиболее часто, приведены ниже(рис.15).
Трещины напряжений поверхностные и внутренние в виде разрывов (плоских несплошностей с острыми оконечностями), которые появляются в поковке (штамповке, прокате) из-за значительных напряжений в металле при пластической деформации. Растягивающие внутренние напряжения могут привести к появлению разрывов и трещин в зонах, ослабленных дефектами слитка, а также вследствие термических напряжений, возникающих при неоднократных нагревах и охлаждениях металла.
Трещины скола, ориентированные под углом 45о относительно приложенных напряжений. Это дефекты деформационной природы, типичные при холодной объемной штамповке малопластичных материалов.
Риски на поверхности проката в виде мелких открытых царапин глубиной 0,2—0,5 мм, образующиеся при попадании твердых посторонних частиц на валки или поверхность пресса.
Волосовины являются результатом деформации (раската) мелких неметаллических включений и газовых пузырей. Эти дефекты имеют вид тонких линий длиной от долей миллиметра до нескольких сантиметров, расположенных на поверхности и в подповерхностном слое металла. Волосовины встречаются во всех конструкционных сталях.
Закаты в виде заусенцев глубиной более 1 мм. Возникают при избытке металла в валках (калибрах), закатанных в диаметрально противоположных направлениях.
Плены — отслаивающихся от поверхности чешуйки толщиной до 1,5 мм вследствие раската застывших брызг жидкой стали, застывшие на поверхности слитка и раскатанные при прокатке в виде.
Расслоения — внутренние нарушения сплошности, параллельные плоскости прокатки. Дефект возникают при обработке слитка, имевшего усадочные раковины или рыхлоты, а также при прокатке листа с крупными неметаллическими включениями и газовыми пузырями.
Чешуйчатость – отслоения и разрывы в виде сетки, образовавшейся при деформации или перегрева металла пониженной пластичности.
Шлаковые включения (раскатанные загрязнения), которые наследуют брак металлургического производства. При горячей объемной штамповке приводят к нарушению сплошности в поковке.
Рванины — разрывы или надрывы металла с рваными краями. При прокатке слитков к образованию рванин склонны высоколегированные стали и чугуны с крупнозернистой структурой.
Флокены (раскатанные пузыри) – пустоты и разрывы в виде тонких извилистых трещин, которые на изломах характеризуются пятнами правильных геометрических очертаний серебристого цвета. Дефект образован скоплениями водорода, сохранившегося в металле после кристаллизации слитка. Превращаясь из атомарного в молекулярный, водород создает огромные давления и инициирует хрупкое разрушение металла. Флокены наблюдаются в центральной зоне кованых или катаных заготовок крупных сечений и реже в слитках среднеуглеродистых и среднелегированных сталях при наличии в них водорода. Поковки, пораженные флокенами, могут растрескиваться в процессе деформации с отделением кусков металла.
Торцовые трещины появляются при резке крупных профилей проката вследствие пластического смятия. Брак возрастает в зимнее время, так как низкая температура способствует растрескиванию металла.
Зажим — заштампованная складка, появляется в результате неправильного наполнения фигуры штампа металлом или закатывания заусенцев, полученных на первых переходах штамповки.
Утонение и разрывы появляются в результате нарушения технологии при штамповке листового материала. Разрывы определяют визуально (у средне- и крупногабаритных деталей), а недопустимую степень утонения — специальными методами контроля. При эксплуатации с воздействием пульсирующих или знакопеременных нагрузок локальные утонения могут инициировать повреждение металлоконструкции.
Производственный контроль качества продукции осуществляет служба технического контроля как визуально, так и с применением аналитического металлографического оборудования.



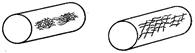
 Раскатанная трещина
Раскатанная трещина
 Раскатанные загрязнение (слева) и пузырь (справа)
Раскатанные загрязнение (слева) и пузырь (справа)
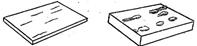
 Трещины шлифовочные (слева) и травильные (справа)
Трещины шлифовочные (слева) и травильные (справа)
 Закаты гладкий (слева) и зазубренный (справа)
Закаты гладкий (слева) и зазубренный (справа)
 Трещины напряжений
Трещины напряжений
 Прокатная плена (слева) и чешуйчатость (справа)
Прокатная плена (слева) и чешуйчатость (справа)
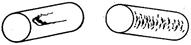 Раскатанная корочка (слева) и рванины (справа)
Раскатанная корочка (слева) и рванины (справа)
 Волосовины (слева) и раскатанные пузыри (справа)
Волосовины (слева) и раскатанные пузыри (справа)




