Исходя из удобства подвода инструмента для обработки, можно выделить три типа поверхностей: открытые (рис. 5.10, а, г; 5.11, а, б, г—е), обработка которых возможна напроход; полуоткрытые (рис. 5.10, б; 5.11, ж—и), обработка которых возможна только с одной стороны, и закрытые (рис. 5.10, в; 5.12), доступ инструмента к которым закрыт со всех сторон и для их обработки требуется предварительное врезание инструмента.
Программное обеспечение современных устройств ЧПУ базируется на использовании типовой обработки отдельных поверхностей и их сочетаний. В программном обеспечении типовые схемы обработки представлены в виде одного-двух кадров с формализованными параметрами. Количество типовых циклов и их технологические возможности определяются в большей степени программным обеспечением ЧПУ станка.
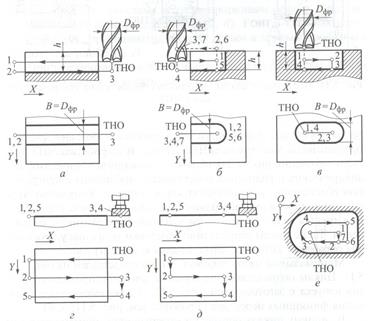
Рис. 5.10. Типовые циклы обработки на фрезерных станках с ЧПУ
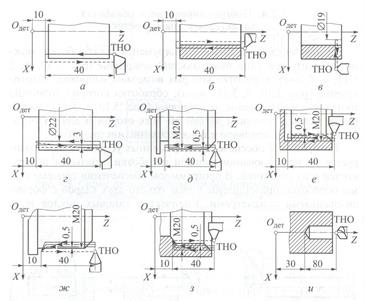
Рис. 5.11. Постоянные циклы (автоциклы) обработки на токарных станках с ЧПУ
В устройствах ЧПУ третьего поколения циклы для обработки сочетаний конических, цилиндрических и радиусных поверхностей прописаны в программном обеспечении и не подлежат корректировке. Устройства ЧПУ последних поколений позволяют создавать циклы под определенные группы деталей, используя шаблоны программного обеспечения. Такие циклы существенно облегчают подготовку программ для обработки заготовок, относящихся к одной группе.
Минимальный набор типовых циклов представлен на рис. 5.10,
5.11. Циклы подразделяют на черновые для многопроходного снятия напуска с заготовки (см. рис. 5.11, г) и чистовые для выполнения финишных переходов обработки (см. рис. 5.11, а, б).
В типовых циклах обработки поверхностей применяются три схемы траектории движения инструментов: «петля», «зигзаг» и «спуск». При схеме «петля» (см. рис. 5.10, 6; 5.11) осуществляется рабочий ход инструмента, отвод его от обрабатываемой поверхности на 0,5 мм и выход к выполнению следующего рабочего хода. Эту схему применяют в основном для открытых и полуоткрытых поверхностей. Схема «спуск» (см. рис. 5.10, а, г; 5.12, а) предусматривает рабочий ход инструмента из точки начала обработки (ТНО), выход его на холостом ходу и перемещение в новую точку выполнения следующего хода. При схеме «зигзаг» (рис. 5.10, в, д; 5.12, в) траектория движения инструмента не имеет холостых перемещений, т. е. схема обеспечивает максимальную производительность, однако для ее реализации в ряде случаев приходится выполнять специальную заточку инструмента. Для обработки широкой канавки (см. рис. 5.12, в) фреза должна иметь три режущих кромки. В типовых циклах используют также комбинации приведенных выше схем. При обработке широких канавок на токарных станках с ЧПУ применяют комбинацию обработки по схеме «спуск» прорезным резцом и по схеме «петля» проходным (см. рис. 5.12, б). Если в канавке отсутствует напуск, применяют обработку левым и правым проходным резцом (см. рис. 5.12, г).
При фрезеровании глубоких выемок («колодцев») (рис. 5.10, е) металл удаляется за несколько рабочих ходов по оси Z. В плоскости XY траектория обычно является эквидистантой контура «колодца». Для исключения врезания фрезы по оси Z в ТНО предварительно сверлят отверстие.

Рис. 5.12. Типовые циклы обработки широких канавок на токарных
станках с ЧПУ
При обработке цилиндрических «колодцев» траекторию фрезы в плоскости XY выполняют по спирали.
Обработку цилиндрических, конических и торцевых поверхностей (линейная интерполяция) задают функцией G1. При абсолютной системе отсчета (функция G90) программируют координаты х и z конечной точки, а при относительной (функция G91) — перемещения по направлениям осей X и Z.
Обработка по дугам окружностей (круговая интерполяция) выполняется по квадрантам. Ее задают функцией G2 (круговая интерполяция по направлению движения часовой стрелки) или G3 (круговая интерполяция по направлению движения против часовой стрелки) координат конечной точки дуги окружности под адресами X и Z, координат центра окружности под адресами I и К в абсолютных координатах или в приращениях относительно начальной точки дуги, соответствующих перемещениям по осям X и Z станка.
Рассмотрим примеры программирования обработки по дугам окружности. Так, для схемы, приведенной на рис. 5.13, а, кадр управляющей программы можно записать так:
N1OG90G2X50000Z50000I20000K50000F100
или
N10G91G2X20000Z—283001—10000К—28300F100,
а для схемы, представленной на рис. 5.13, б, в виде
N10G90G3X50000Z417001 60000K70000F100
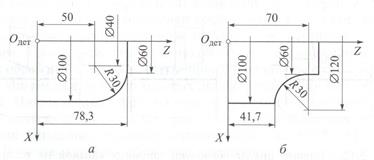
Рис. 5.13. Схемы обработки по дуге окружности
или
N10G91G3X—20000Z—283001 30000 KOF100.
Здесь G90, G91 — соответственно функции задания абсолютной или относительной систем отсчета; F100 — подача, равная 100 мм/мин.
В применяемых при токарной обработке устройствах ЧПУ предусмотрены циклы обработки цилиндрических, торцевых и резьбовых поверхностей, канавок фасок и галтелей. Циклы однопереходной обработки наружных (см. рис. 5.11, а) и внутренних (см. рис. 5.11, б) цилиндрических и торцевых (см. рис.5.11, в) поверхностей включают движение инструмента на рабочей подаче из ТНО по оси Z, его «отскок» на 0,5... 1 мм и возврат в ТНО на ускоренном ходу. Чистовые циклы могут выполнять также подборку оставшегося (вследствие геометрии инструмента, выполнявшего черновую обработку) напуска (рис. 5.14).
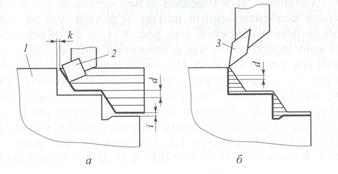
Рис. 5.14. Схема снятия напуска резцом для черновых (а) и чистовых (б) проходов:
1 — заготовка; 2 — резец проходной; 3 — резец для контурного точения; к, i — припуски под чистовую обработку по торцу и цилиндрической поверхности; d — глубина резания на черновых проходах и при подборе оставшегося материала на чистовом проходе

Рис. 5.15. Геометрические параметры цикла G23.1
Один из вариантов многопроходного точения заготовки показан на рис. 5.15. Для описания контура детали нет необходимости рассчитывать координаты переходных точек (радиус — прямая, центры окружностей). Определение координат происходит автоматически в процессе обработки. Достаточно указать координаты с, b начала цикла, координату  начальной точки скругления радиусом R 1по оси Z, припуск р
начальной точки скругления радиусом R 1по оси Z, припуск р
на один проход, радиус R 1 первого округления, угол G линии сопряжения, радиус R 2 второго округления и координаты  конечной точки цикла. Кадр программы цикла многопроходной обработки имеет вид
конечной точки цикла. Кадр программы цикла многопроходной обработки имеет вид
G23.1X1(D)Y(Z)Z(Z1)G(W)R(R1)U(R2)P(P)C(C)B(B).
Для нарезания резьбы предусмотрены многоходовые циклы. Возможности циклов определяются программным обеспечением. На станке с ЧПУ нарезают резьбу метчиком (плашкой), используя компенсационный патрон, и резцом. Резцом нарезают внутреннюю и наружную (см. рис. 5.11, д, е) цилиндрическую или коническую резьбу как с выходом в канавку, так и из заготовки (см. рис. 5.11, ж, з). На современном станке можно нарезать резьбу с переменным (возрастающим или убывающим) шагом, многозаходную, а также резьбу с последовательным рядом — цилиндрическую с плавным переходом к конической (рис. 5.16). В последнем случае на первом цилиндрическом участке детали нарезается резьба с шагом 1,5, а на двух последующих — с шагом 2. В системе ЧПУ SINUMERIK 802D для нарезания после дательного ряда резьбы используется цикл CYCLE 98, кадр которого записывается так:
CYCLE98 (POl, DM1, Р02, DM2, РОЗ, DM3, Р04, DM4, АРР,
ROP, TDEP, FAL, IANG, NSP, NRC, NID, РР1, РР2, РРЗ, VARI, NUMT).
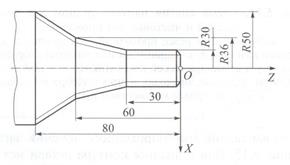
Рис. 5.16. Эскиз участка детали с последовательным рядом резьбы
Здесь РО1 — начальная точка резьбы по продольной оси; DM1 — диаметр резьбы в начальной точке; РО2, DM2 — первая промежуточная точка по продольной оси и диаметр резьбы в ней; РОЗ, DM3 — вторая промежуточная точка по продольной оси и диаметр резьбы в ней; РО4, DM4 — конечная точка резьбы по продольной оси и диаметр резьбы в ней; АРР — заход (задается без знака); ROP — выход (задается без знака); TDEP — глубина резьбы (задается без знака); FAL — припуск чистовой обработки (задается без знака); IANG — угол врезания («+» при врезании по боковой стороне профиля резьбы, «—» при знакопеременном врезании); NSP — смещение стартовой точки для первого захода резьбы (задается без знака); NRC — число черновых отрезков (задается без знака); MID — число холостых шагов (задается без знака); РР1, РР2, РРЗ — соответственно ход резьбы 1, 2 и 3 (задается без знака); VARI — определение типа обработки резьбы (область значений от 1 до 4); NUMT — число заходов резьбы (задается без знака).
С помощью этого цикла можно изготовить несколько последовательных рядов цилиндрической или конической резьбы. Отдельные участки резьбы могут иметь различные шаги, однако шаг внутри одного участка должен быть постоянным. Программа для обработки последовательного ряда резьбы для системы ЧПУ представлена в табл. 5.1.
Для глубокого сверления (см. рис. 5.11, и) используют цикл G81 — сверление отверстия на заданную глубину (табл. 5.2). В этом цикле инструмент перемещается на быстром ходу в точку с координатами х и у, после чего выполняется обычное сверление с подачей F на заданную глубину и инструмент сразу же отводится по оси Z с ускоренной подачей. Процесс обработки записывается кадром
G81 X_Y_Z_R_F_L_,
где X, Y — координаты отверстия по осям X и Y; Z — глубина сверления; R — координата вершины сверла; F — рабочая подача; L — число проходов.
Таблица 5.1





