Кузов полувагона модели 12-132 цельнометаллический, с глухими торцевыми стенами и четырнадцатью разгрузочными люками в полу (рисунок 1.2) (по семь с каждой стороны), шарнирно закрепленных на хребтовой балке вагона. Штампованные крышки люков (рисунок 1.2) изготовлены из гофрированных стальных листов, к которым приварены балочки и два запорных угольника 5. Запор люка состоит из закидки 2, сектора 1 и планки 3. Закидка имеет два зуба. Обычно при закрытии люка крышку ставят на первый зуб закидки, а затем ломом через скобу 4 поднимают её так, чтобы запорные угольники 5 захватывались вторым, основным зубом закидки. Сектор 1 служит для исключения перемещения закидки во время движения вагона и самопроизвольного открывания крышки. В открытом положении крышки люков устанавливаются под углом: над тележками и над тормозным цилиндром - 22о, в средней части – 31о

Рисунок 1.2 - Крышка люка
Рама кузова (рисунок 1.3) состоит из хребтовой балки 1 сваренную из двух зетов и двутавра, двух шкворневых балок 2 коробчатого сечения, сваренные из двух вертикальных и двух горизонтальных листов, а также двух концевых 3 и четырёх промежуточных балок 4, сваренных из горизонтальных и вертикальных листов.
Верхним листам шкворневых и промежуточных балок придана выпуклая форма с тем, чтобы они возвышались над крышками разгрузочных люков и освобождали их от давления длинномерных грузов. Для предотвращения попадания на тележки сыпучих грузов при разгрузке на вертикальных листах шкворневых и надтележечных промежуточных балок приварены специальные планки.
На всех поперечных балках имеются упоры 5 и 6, ограничивающие угол открывания люков.
Рама снабжена двумя стальными литыми пятниками диаметром 450 мм и высотой 95 мм, с помощью которых осуществляется опора кузова на тележки.
Рисунок 1.3 - Рама полувагона
Боковая стена (рисунок 1.4) состоит из металлической обшивки 1, верхней обвязки 2 замкнутого по всей длине сечения, нижней обвязки 3, двух угловых стоек 6, двух шкворневых 4 и четырёх промежуточных стоек 5.
Верхняя обвязка и стойки выполнены из гнутых профилей, а нижняя обвязка – из горячекатаного уголка 160*100*10 мм. Металлическая обшивка выполнена из листов толщиной 4 – 5 мм, прикреплённых к каркасу точечной сваркой. Для большей жёсткости и увеличения ёмкости кузова листы обшивки выштампованы в виде неглубоких корыт пологой формы, благодаря чему при выгрузке сыпучий груз не остаётся в углублениях. Все промежуточные стойки имеют W – образную форму. Все несущие элементы кузова изготовлены из стали марки 09Г2Д.

Рисунок 1.4 - Боковая стена
Торцовая дверь полувагона (рисунок 1.5) состоит из двух створок, каждая из которых закреплена шарнирно на угловых стойках кузова тремя петлями.
Торцевые стены имеют цельную конструкцию, жестко привариваемую к боковым стенам. Каждая торцевая стена состоит из металлического каркаса и гладкой листовой обшивки толщиной 4 мм. Каркас включает верхнюю 1 и нижнюю 7 обвязки, две боковые стойки 2, два горизонтальных пояса 3 и четыре промежуточные полустойки 5. Обшивка 4 приварена к каркасу с внутренней стороны кузова. Верхняя обвязка 1 каркаса сварена из гнутого элемента и листа толщиной 5 мм. Боковые стойки 2 выполнены из швеллера № 12, горизонтальные пояса из Ω-образного профиля, полустойки 5 из швеллера №16, а нижняя обвязка 7 – из уголка. Боковые стойки 2 с двух сторон приварены к угловым стойкам – пластинам боковых стен, а полустойки5 – к к концевой балке 6 рамы. Для повышения прочности соединения верхних обвязок торцевых и боковых стен они усилены приваренными утолщенными накладками.
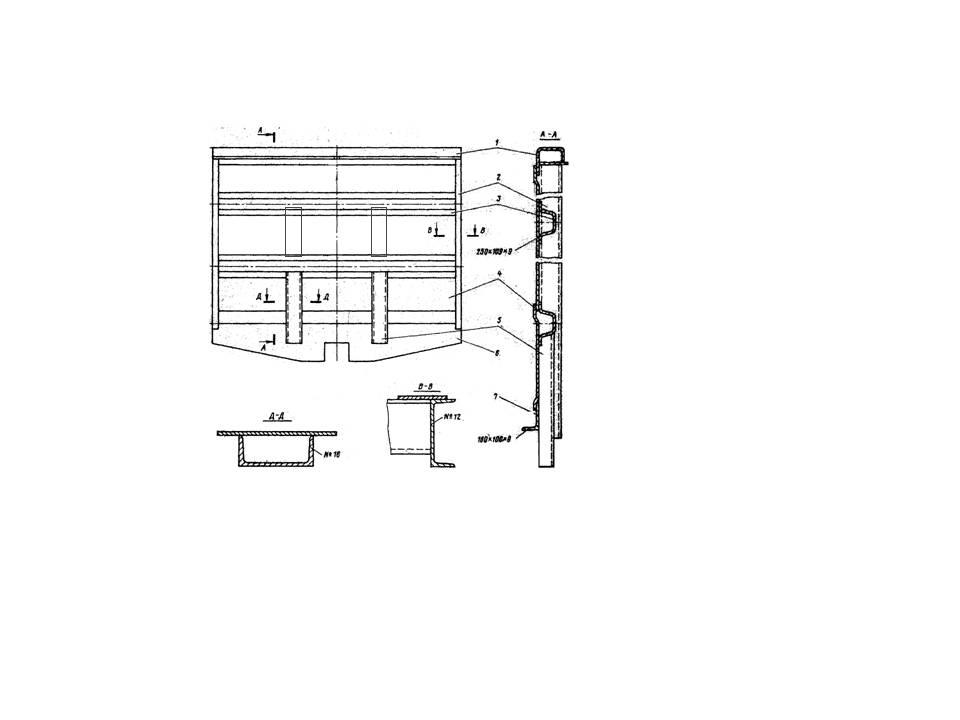
Рисунок 1.5 - Торцовая стена






