Контроль надежности имеет своей целью проверить гипотезу о том, что надежность не ниже установленного уровня. При этом конечным результа-том, как правило, является одно из двух решений: принять партию, считая надежность изделий удовлетворительной, или забраковать контролируемую партию изделий как ненадежную. Так как контроль надежности производит-ся на основе испытаний выборки, то при принятии решений возможны два вида ошибок:
а) ошибка первого рода — когда хорошая партия бракуется;
б) ошибка второго рода — когда плохая партия принимается.
Вероятность ошибки первого рода называется риском поставщика и обозначается буквой α. Вероятность ошибки второго рода называется риском заказчика и обозначается буквой β.
Существуют три основных статистических метода контроля надежности:
- метод однократной выборки (одиночный контроль),
- метод двукратной выборки (двойной контроль),
- последовательный метод.
Каждый из этих методов имеет свои достоинства и недостатки и может быть оптимальным в том или ином конкретном случае.
В практике контроля надежности пользуются главным образом одиноч-ным и последовательным методами.
Метод однократной выборки заключается в том, что из контролируемой партии объема N изделий берется одна случайная выборка, объема п экземпляров. Исходя из N, п и α или β устанавливаются оценочные нормативы А о и A l, если выборочное значение контролируемого параметра меньше или равно А о, то партия признается надежной; если больше или равно A l, то партия бра-куется.
Если контролируется число дефектных изделий (вероятность отказа) в партии объема N изделий и при наличии в ней D o дефектных изделий (q 0 = D o/N), надежность партии считается высокой, а при наличии D 1 дефектных изделий (q 1 = D 1/N) — низкой, то при заданных α и β оценочные нормативы А о и A l устанавливаются из соотношений
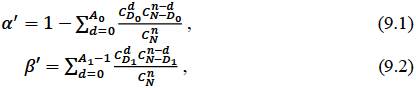
где d — число дефектных изделий в выборке; α' — риск поставщика, близкий к заданному α; β' —риск заказчика, близкий к заданному β.
В общем случае α' ≠ α и β' ≠ β из-за дискретности гипергеометрическо -го распределения, используемого в формулах (9.1) и (9.2).
Величины сочетаний, применяемые в формулах (9.1), (9.2), можно определить из соотношений
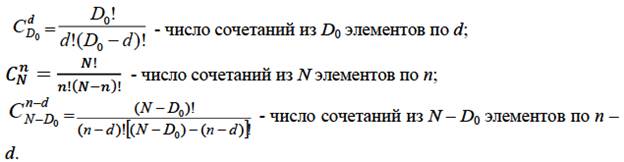
Сочетаниями из N элементов по n называют всевозможные группиров-ки из данных N элементов по n в каждой, отличающиеся друг от друга хотя бы одним элементом.
Некоторые свойства сочетаний 
Факториалом целого положительного числа n называют произведение n! = 1·2·3·….·(n - 1)· n. По определению 0! = 1
Практическое использование формул (9.1) и (9.2) при n > 100 уже за-труднительно.
При q0 < 0,l и q1 < 0,1 хорошее приближение к (9.1) и (9.2) дают форму-лы f- биноминального распределения


где f = n / N. Соотношения (9.3) и (9.4) целесообразно использовать для партий объемом N ≤ 500.
Когда объем партии N > 500, а также при испытаниях восстанавливае-мых изделий или когда n ≤ 0,1 N, можно пользоваться биномиальным законом распределения, в соответствии с которым

Последовательный метод контроля не предусматривает предваритель-ного определения объема выборки. Информация о надежности испытывае-мых устройств накапливается при последовательно возрастающем объеме испытаний (m). На каждом этапе испытаний отношение правдоподобия l m сравнивается с заранее определенными оценочными нормативами

При этом «могут быть приняты три решения:
если l m ≤ B — партия принимается;
если l m ≥ А — партия бракуется:
если В < l m < A — испытания продолжаются.
При последовательном методе контроля возможны два способа кон-троля — контроль числа дефектных изделий и контроль по наработке.
Примеры решения задач
Задача 9.1. Партия изделий, надежность которой нужно проконтролировать, состоит из 50 экземпляров. Партия считается хорошей, если в ней содержит-ся не более 10% дефектных изделий, и плохой — при содержании 20% де-фектных изделий. Риск поставщика и риск заказчика приняты равными и со-ставляют α = β = 0,10. Определить приемное (А о) и браковочное (А1) числа дефектных изделий в выборке объемом п = 20 экземпляров.
Решение.
Так как партия малая (N < 100), а относительный объем выборки велик (n/N = 20/50 = 0,4), то контроль нужно осуществлять, исходя из гипергеомет-рического распределения.
1. Число дефектных изделий при 10% дефектных изделий в партии составля-ет D o = Nq o= 50·0,1 = 5; при 20% дефектных изделий D 1 = Nq 1 = 50·0,20 = 10. 2. Для определения приемочного числа дефектных изделий воспользуемся формулой (9.1), суммирование вероятностей гипергеометрического распре-деления производим до тех пор, пока накопленная вероятность не прибли-зится к 1 – α, т. е.
R (d ≤ A o) ≈ 1 – α = 1 – 0,10 = 0,90.
Таким образом,

Полученная величина близка к 1– α = 0,90, т. е. фактический риск по-ставщика близок к принятому: α' = 1 – 0,923 = 0,077. Поэтому приемочное число можно взять равным трем (А о=3). Если принять А о = 2, то риск постав-щика стал бы неприемлемо велик: α' = 1 – (0,067+0,258 +0,364) = 1– 0,689 = 0,311.
3. Аналогичным образом может быть рассчитано браковочное число A 1. Для этого по формуле (9.2) накапливаем вероятности R до тех пор, пока выполня-ется условие β' = R (d < A 1) ≈ β

Следовательно, с риском β' = 0,139, близким к первоначально установ-ленному (β = 0,10), при d 1 = 2 дефектным изделиям в выборке партию можно принять, а при d 1 = 3 дефектным изделиям — нужно браковать.
Задача 9.2. Контролю надежности подлежит партия из N = 200 изделий.
Необходимо определить приемочное (A 0) и браковочное (A 1) числа дефект-ных изделий в выборке из п = 40 изделий. Партия считается хорошей, если в ней содержится 5%, и плохой — если 10% дефектных изделий. Риск постав-щика принят равным 0,20, а риск заказчика — 0,10.
Решение.
Учитывая относительно большой объем контролируемой партии и не-большие значения доли дефектных изделий, целесообразно производить ре-
шение, исходя из f -биномиального распределения, в соответствии с форму-лами (9.3) и (9.4).
1. Рассчитываем величины f, D o и D1:

2. Приемочное число A 0 определяется суммированием вероятностей f- бино-миального распределения [формула (9.3)] до величины α' близкой к α:
R (d ≤ A o)) = 1- α = 1- 0,20 = 0,80.
Вычисляем вероятности R (d) и суммируем их:

Таким образом, можно принять приемочное число A о = 2 с риском по-ставщика α' = 1 - 0,677 = 0,323 или A о = 3 с риском поставщика α' = 1 - 0,878 = 0,122.
Если требуется фактический риск приблизить к заданному, то это мож-но сделать при постоянных объеме партии и доле дефектных изделий в ней, варьируя объемами выборки и приемочными числами.
3. Браковочное число А 1 определяется аналогично приемочному числу, с той лишь разницей, что в данном случае нужно руководствоваться формулой (9.4) и суммировать вероятности f -биномиального распределения до величи-ны β' ≈ 0,10.
Итак,

Так как

то, очевидно, целесообразно считать браковочным числом А1 = 2, тогда риск заказчика будет более близким к установленному.






