Выбивку отливок из литейных форм производится на специальных вибрационных решетках. Стержни удаляются напором воды под давлением в специальных гидравлических установках, с помощью вибраторов, вибрационных машин, пневматических молотков.
Обрубка предусматривает удаление литниковой системы и дефектов механиским способом (пневматическими зубилами, ленточными и дисковыми пилами, на прессах, на металлорежущих станках и др.) либо с использованием электро и газорезки.
|

  Очистка отливок Очистка отливок
| Во вращающихся барабанах (чугунные “звездочки”)
|
| В гидропескоструйных установках (давление 3МПа)
|
| В дробеметных (дробеструйных) барабанах и камерах (струей чугунной или стальной дроби)
|
Особенности изготовления стержней
Стержневые смеси
| Минеральные связующие (обязательно подвергаются сушке, т.е. тепловой обработке)
| ЖСС
(жидкостекольные смеси) обдувка углекислым газом СО2
|
ХТС
(холоднотвердеющие смеси)
их основа – синтетические смолы
Для изготовления стержней используются стержневые ящики.
Стержневой ящик
Крупные стержни армируются каркасом из отожженой проволоки. По центру стержня делается вентиляционный канал с помощью металлического штыря либо парафинового шнура.
Лекция № 8
Специальные способы литья.
Литье в оболочковые формы
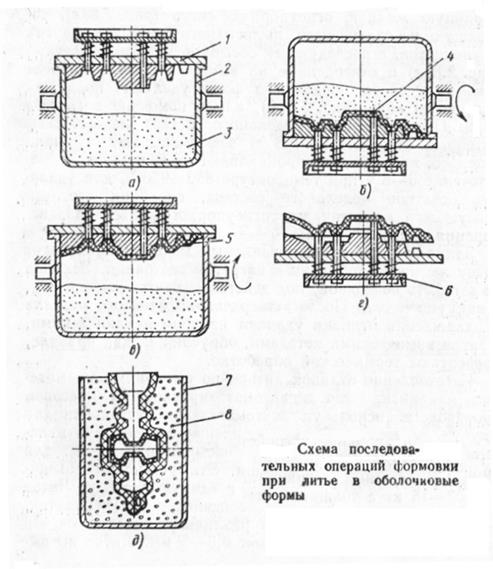
Формы изготавливаются по горячей модельной оснастке (модельная плита нагревается до температуры 200-250°С.) Затем помещают в печи с t=300-350°С. В состав формовочной смеси входит песок +6¸8% пульвербакелита или карбамида + увлажнители (керосин, глицерин).
Достоинства метода:
+ обеспечивает высокую точность отливок, малую шероховатость поверхности, снижает объем механической обработки, по сравнению с отливками, полученными в песчанных формах, припуски уменьшаются в 1,5 раза; допуски небольшие. Возможно получение отливок с толщиной стенок 3-15 мм.
+ снижается расход формовочных материалов;
+ процесс высокопроизводительный;
+ качественная структура металла за счет повышенной газопроницаемости форм;
Недостатки:
- достаточно сложное и дорогое оборудование;
- ограниченный размер отливок (1500 мм); масса отливок от 200 г до 50 кг;
- высокая стоимость смесей;
- выделение вредных паров и газов из смесей при изготовлении форм, (т.к. работа ведется с фенолформальдегидными смолами).