

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Интересное:
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
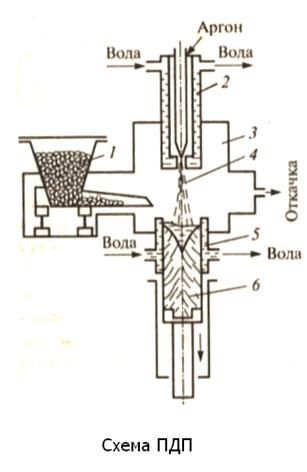
Плавление металла (ввиде дробленой стружки или прутков) осуществляется плазменной дугой, образующейся между металлом и катодом плазматрона. Температура плазменной дуги 10 – 15 10 К. Рабочие плазмообразующие газы – аргон или гелий. В верхней части водоохлаждаемого кристаллизатора происходит плавление металла, в процессе затвердевания слитка специальным механизмом перемещается вниз.
Достоинства: возможность получения очень высокой температуры, возможность регулирования скорости плавки, получение сталей и сплавов очень высокой чистоты, экономичность способа.
Лекция № 6
Получение заготовок методом литья.
Общая характеристика литейного производства.
Сущность, достоинства и недостатки литейной технологии
Сущность литейной технологии состоит в получении заготовок путем заливки расплавленного металла и перегретого до оптимальной температуры металла в литейную форму, внутренняя полость которой соответствует (с определенными допусками) конфигурации и размерами заготовок или детали.
Достоинства литейной технологии и недостатки:
1) универсальность метода, позволяющая получать заготовки из большой номенклатуры сплавов, широкого диапазона размеров и массы (от нескольких граммов до сотенн тонн);
2) экономичность процесса в серийном производстве
· пониженные механические свойства литой заготовки, в первую очередь прочность и пластичность по сравнению с деталями (заготовками), полученными обработкой давлением;
· необходимость проведения сложных и дорогостоящих мероприятий по обеспечению безопасности труда и экологической защиты окружающей среды.
Масса литых деталей в большинстве изготовляемых машин составляет примерно 50% массы машин и механизмов, в станкостроении до 80%. Методом литья получают до 82% изделий из чугуна, до 23% из сталей, 3-6% из цветных металлов и сплавов.
|
|
Технологические основы литейного производства
Отливка – это заготовка, полученная методом литья.
Технология производства литья, состоит из следующих основных процессов:
1) изготовление литейной формы (формовка);
2) получение жидкого металла (расплава) плавкой;
3) заливка расплава в форму;
4) изъятие (выбивка, вытяжка) отливки из формы и ее очистка.
Литейная форма представляет собой конструкцию, состоящую из элементов, образующих рабочую полость, заполнение которой расплавом обеспечивает получение отливки заданной конфигурации и размеров.
|
Литейная форма
| |
  разовая разовая
| постоянная (многократные) |
Разовые формы предназначены для получения одной отливки, после чего они разрушаются.
Постоянные – обеспечивают получение 100 или 1000 отливок, изготавливают из металла (чугун, сталь)-кокиль.
Разовые:
· песчано-глинистые (песчаные) формы;
· оболочковые формы;
· формы для литья по выплавляемым моделям.
Свойства литейных форм
1) прочность – способность выдерживать силовые нагрузки;
2) газопроницаемость, т.е. способность пропускать пары и газы, образующиеся в литейной форме;
3) податливость, т.е. способность не препятствовать усадке металла в процессе формирования отливки;
4) Огнеупорность, т.е. способность не оплавляться при воздействии высокой температуры жидкого металла.
Литейная оснастка – это комплект приспособлений, используемых для получения отливок.
Состав оснастки будет зависеть от метода (вида) отливок.
Часть литейной оснастки, предназначенная для образования рабочей полости формы, называется модельным комплектом.
Основными составляющими модельного комплекта являются модель, стержни, модельная плита, элементы литниковой системы.
|
|
Модель предназначена для воспроизведения в литейной форме внешней конфигурации отливки
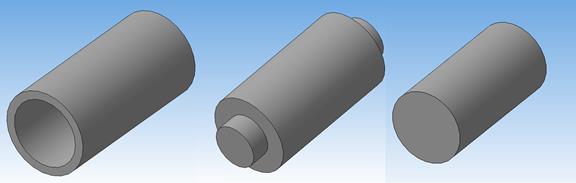
деталь модель разъемная стержень
Размеры модели превосходят размеры отливок с учетом усадки металла и припуска на последующую механическую обработку, модели могут изготавливаться из различных материалов: дерева, металлических и специальных модельных сплавов, пластмасс и т.д.
В зависимости от формы отливки модели могут быть разъемными или неразъемными.
Стержни – предназначены для формирования внутренней полости отливки (отверстия, пустоты, «карманы»)
Стержни могут изготавливаться из специальных смесей (стержневых), металла, гипса и т.д.
Модельные плиты обеспечивают формирование разъемов литейной формы, на них закрепляются различные части моделей, включая и литниковую систему.
Литниковая система представляет собой систему каналов и элементов литейной формы, обеспечивающих подвод жидкого металла в рабочую полость формы, её заполнение, а также подпитку отливки при затвердевании.
|
|
|

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!