(режим обработки Yasnac)
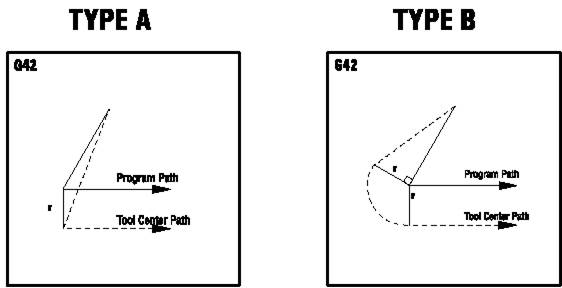
-----Запрограммированное значение
- - - Центр траектории (перемещения) инструмента
r – Радиус инструмента

АКТИВИЗИРОВАНИЕ КОРРЕКЦИИ РАДИУСА
(режим обработки Yasnac)
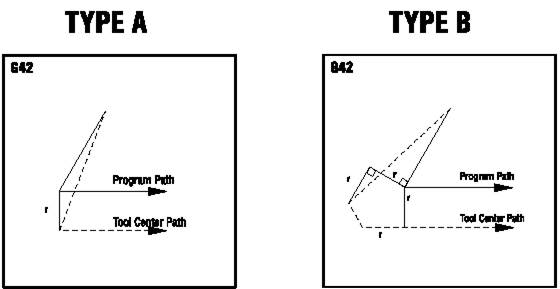
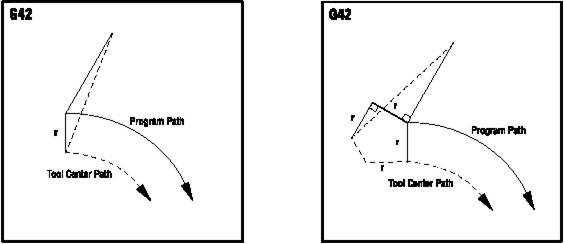
-----Запрограммированное значение
- - - Центр траектории (перемещения) инструмента
r – Радиус инструмента
Подготовительные функции (G -коды)
Ниже приведено обобщение G-кодов. Знак " *" обозначает состояние включения в пределах каждой группы, если таковая имеется:
Код Группа Функция
G00 *01 Скоростной ход
G01 01 Линейная интерполяция
G02 01 Круговая интерполяция CW (по часовой стрелке)
G03 01 Круговая интерполяция CCW (против часовой стрелки)
G04 00 Время задержки
G09 00 Точная остановка
G10 00 Программируемая коррекция инструмента
G12 00 CW круговой карман (по часовой стрелке Yasnac)
G13 00 CCW круговой карман (против часовой стрелки Yasnac)
G17 *02 Плоскость XY
G18 02 Плоскость ZX
G19 02 Плоскость YZ
G20 06 Единица измерения дюйм
G21 06 Единица измерения метрическая
G28 00 Обратно к исходной точке
G29 00 Обратно от исходной точки
G31 00 Переход до пропуска
G35 00 Автоматическое измерение диаметра инструмента
G36 00 Автоматическое измерение рабочего офсета
G37 00 Автоматическое измерение офсета инструмента
G40 *07 Отмена коррекции радиуса
G41 07 Коррекция радиуса слева
G42 07 Коррекция радиуса справа
G43 08 Компенсация длины инструмента +
G44 08 Компенсация длины инструмента -
G49 *08 Отмена G43/G44
G50 11 Отмена G 51
G51 11 Масштабирование
G52 12 Система рабочих координат G 52 (Yasnac)
G52 00 Выбор системы рабочих координат (Fanuc)
G52 00 Выбор системы рабочих координат (HAAS)
G53 00 Выбор не модальных рабочих координат станка
G54 *12 Выбор системы рабочих координат 1
G55 12 Выбор системы рабочих координат 2
G56 12 Выбор системы рабочих координат 3
G57 12 Выбор системы рабочих координат 4
G58 12 Выбор системы рабочих координат 5
G59 12 Выбор системы рабочих координат 6
G60 00 Однонаправленное позиционирование
G61 13 Режим точной остановки
G64 *13 Отмена G61
G65 00 Макро вызов
G68 16 Поворот системы координат
G69 16 Отмена G68
G70 00 Круг отверстия под болт
G71 00 Дуга отверстия под болт
G72 00 Линия отверстия под болт
Код Группа Функция
| G73
G74
G76
G77
G80
G81
G82
G83
G84
G85
G86
G87
G88
G89
G90
G91
G92
G98
G99
G100
G101
G102
G103
G110
G111
G112
G113
G114
G115
G116
G117
G118
G119
G120
G121
G122
G123
G124
G125
G126
G127
G128
G129
G136
G150
G187
| 09
09
09
09
*09
09
09
09
09
09
09
09
09
09
*03
03
00
*10
10
00
00
00
00
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
00
00
00
| Цикл глубокого сверления
Цикл нарезания резьбы слева
Цикл точной расточки
Цикл расточки вверх
Отмена фиксированных циклов
Цикл сверления (фиксированный)
Цикл сверления с задержкой (фиксированный)
Цикл глубокого сверления (фиксированный)
Цикл нарезания резьбы справа (фиксированный)
Цикл расточки / развертывание (фиксированный)
Расточка (фиксированный)
Цикл расточки (фиксированный)
Цикл сверления с задержкой (фиксированный)
Цикл расточки с задержкой (фиксированный)
Абсолютный размер
Размер с приращением (относительный)
Установка рабочих координат
Назад в исходную точку
Назад в исходную плоскость
Отмена зеркального отображения
Зеркальное отображение
Вывод программы на RS-232
Лимитирование буферизации блока
Выбор системы рабочих координат 7
Выбор системы рабочих координат 8
Выбор системы рабочих координат 9
Выбор системы рабочих координат 10
Выбор системы рабочих координат 11
Выбор системы рабочих координат 12
Выбор системы рабочих координат 13
Выбор системы рабочих координат 14
Выбор системы рабочих координат 15
Выбор системы рабочих координат 16
Выбор системы рабочих координат 17
Выбор системы рабочих координат 18
Выбор системы рабочих координат 19
Выбор системы рабочих координат 20
Выбор системы рабочих координат 21
Выбор системы рабочих координат 22
Выбор системы рабочих координат 23
Выбор системы рабочих координат 24
Выбор системы рабочих координат 25
Выбор системы рабочих координат 26
Рабочие координаты в центре
Универсальный фрезерный карман
Контроль точности при высоких подачах
|
Каждый определенный G-код в этом управлении является частью группы G -кодов. Коды группы 0 немодальны, т.е. они выполняют только одну применяемую в этом блоке функцию, и не имеют никакого влияния на другие блоки. Другие группы являются модальными и спецификация одного кода в группе отменяет предыдущий в этой группе код. Модальный G- код влияет на все последующие блоки, так что в одном и том же блоке нет необходимости определять его вновь.
Случается, что G-код группы 01 отменяет те же что группы 9 (предварительно запрограммированные циклы). Если предварительно запрограммированный цикл активен (G73 до G89), то с использованием GOO или G01 он отменяется.
Команды скоростного хода





