G41 будет выбирать коррекцию радиус слева, т.е. инструмент будет двигаться левее запрограммированного пути для компенсации радиуса инструмента. Также необходимо запрограммировать Dnn для выбора правильного размера инструмента из памяти. Если память содержит отрицательное значение, коррекция радиуса происходит так. как если бы включен был G42. Коррекция радиуса в данном станке действительна только для движений в осях X и Y.
G42 будет выбирать коррекцию радиуса справа, т.е. инструмент будет двигаться правее запрограммированного пути для компенсации радиуса инструмента. Также необходимо запрограммировать Dnn. Если память содержит отрицательное значение, коррекция радиуса происходит так, как если бы включен был G41.
Код G40 используется для окончания коррекции радиуса. Это - состояние включения станка. При окончании программируемое значение соответствует средней точке направляющей фрезы. Не обязательно заканчивать программу (М30, M00, M01 или М02) с действующей коррекцией радиуса.
Если выбран радиус (G41 или G42), Вы можете использовать только плоскость X-У для движения по окружности (G17). Коррекция радиуса имеется в распоряжении только в рабочей плоскости.
Существует простое правило для понимания процесса коррекции радиуса инструмента. Управление обрабатывает один блок за другим. Управление просматривает вперед 2 блока, т.е. проверяет следующие два блока, не пересекался ли центр траектории (перемещения) инструмента. Параметр пользователя 58 контролирует, то каким образом выполняется коррекция радиуса. Возможно исполнение Yasnac или Fanuc.
Если Установка 58 работает в Fanuc, ЧПУ контролирует следующих два движения на пересечениях. Фреза перемещается на наружные углы. При включенном параметре 58 в Fanuc радиус инструмента на наружных углах 270° и меньше, увеличением контурного элемента будет компенсироваться радиус фрезы. На наружных углах с более чем 270° производится дополнительное линейное движение. Эти процессы происходят автоматически и внутри управления.
На следующих диаграммах показана работа коррекции радиуса с обеими возможными установками параметра 58.
Коррекция радиуса- исполнение Yasnac
G41 с положительным радиусом инструмента или G42 с отрицательным радиусом инструмента
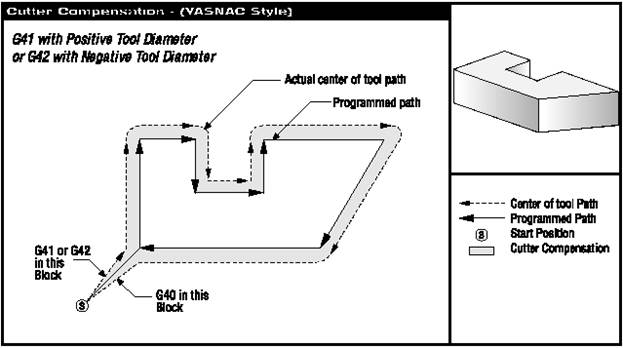
Центр траектории (перемещения) инструмента
Запрограммированный путь
Коррекция радиуса- исполнение Yasnac
G42 с положительным радиусом инструмента или G41 с отрицательным радиусом инструмента

Коррекция радиуса- исполнение Fanuc
G41 с положительным радиусом инструмента или G42 с отрицательным радиусом инструмента
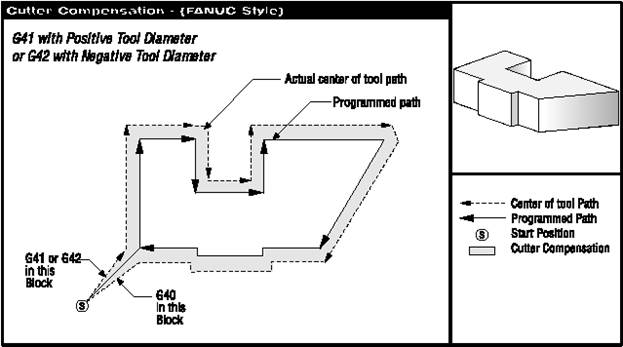
Центр траектории (перемещения) инструмента
Запрограммированный путь





