

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Интересное:
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
F подача в мм/мин.
I расстояние вдоль оси X к центру окружности
J расстояние вдоль оси У к центру окружности
К расстояние вдоль оси Z к центру окружности
R дополнительный радиус окружности
X команда для движения в оси X
Y команда для движения в оси Y
Z команда для движения в оси Z
А команда для движения в оси А
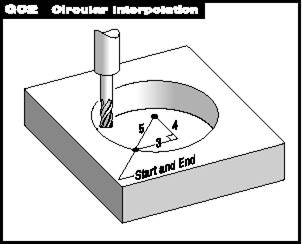
Данный G - код используется для обозначения движения окружности двух осей (по направлению часовой стрелки). Движение по окружности возможно для любых двух осей X, Y, и Z при выборе G17, G18, G19. X, Y, Z используются для обозначения конечной точки движения, при чем движение может быть абсолютным (G90) или с приращением (G91). Если одна из осей X, Y и Z для выбранных плоскостей не была определена, то конечной точкой дуги будет являться точка начала для данной оси. Существуют два способа обозначения центра движения по окружности; при первом используется I, J, К для определения расстояния от начальной точки до центра окружности, а во втором R служит для обозначения радиуса. Ниже приведены описания данных способов:
I, J, К: когда используются I, J или К для обозначения центра окружности, R можно не использовать. Допустимы только принадлежащие к выбранной плоскости значения I, J или К (IJ для G17, IK для G18, JK для G 19). Если обозначено только одно значение из I, J, К, то всем остальным присваивается значение ноль. Значения I, J или К являются расстоянием обозначенном знаками (+, -) от начальной точки до центра окружности. Использование I, J или К является единственным путем для выполнения полной окружности в 360°. В этом случае исходная точка соответствует конечной точке и не требуются X, Y или Z.
Если Вы вырезаете полную окружность, то нет необходимости обозначения конечной точки X, Y, или Z, т.к. в программе I, J, или К существует определение центра окружности. Нижеследующая строка программы определяет полную окружность:
|
|
G02 I3.0 J4.0; (допустим будет G17; плоскость XY)
Если Вы производите обработку не по полной окружности, легче использовать R, чем I,J или К.
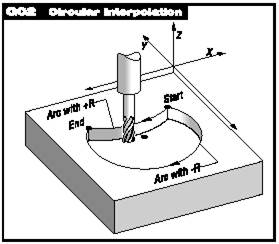
Когда R используется для радиуса круга, обработка по дуге в 360° невозможна. Необходимо обозначение X, У, или Z,т.к. конечная точка отличается от начальной. R является расстоянием от начальной точки до центра круга. При положительном R, ЧПУ будет осуществлять траекторию в 180° или меньше; для того, чтобы траектория была более 180°, R должен быть отрицательным.
Последующая строка программы определяет круговую интерполяцию с центрирующим углом меньше 180°:
G01 ХЗ.О Y4.0;
G02 Х-3.0 R5.0;
Следующая строка программы определяет круговую интерполяцию с центрирующим
углом более 180°:
G01 ХЗ.О Y4.0;
G02 Х-3.0 R-5.0;
G 03 Круговая интерполяция Группа 01
При помощи G03 осуществляется движение по окружности против часовой стрелки таким же образом как и G02.
Спиральное движение
Спиральное движение возможно при G02 или G03 путем совместного программирования движения с осью инструмента. Третья ось будет интерполирована вместе с осями обрабатывающей плоскости. Подача каждой оси управляется так, чтобы поворот по спирали равнялся программируемой скорости подачи.
Длина третьей оси не может быть больше длины движения двух осей движения по окружности. Это означает, что для выполнения полного оборота окружности 3.1415 дюйма, движение третьей оси не может быть больше 3.1416 дюймов.
Различные G – коды (G 04, G 09) Группа 00
G04 Время задержки
Р время задержки измеряется в секундах или миллисекундах.
G04 служит для задержки в программе. Блок, содержащий G04, будет задержан на время определенное в Р - коде. Если Р не обнаруживает десятичных знаков, то время задержки будет измеряться в миллисекундах (0.001 сек.); в противоположном случае задержка будет измеряться в секундах.
|
|
G09 Точная остановка
Код G 09 используется для обозначения точной остановки. Код не является модальным, поэтому он никак не влияет на последующие блоки. Ускоренное и интерполиролванное движение будет остановлено, до того, как в процессе включатся другие блоки. При точной остановке движения займут более длительное время и здесь нет никаких беспрерывных движений режущего инструмента. Это может привести к тому, что в месте остановки резца будет более глубокая обработка на контуре.
|
|
|

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!