

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
Топ:
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Процедура выполнения команд. Рабочий цикл процессора: Функционирование процессора в основном состоит из повторяющихся рабочих циклов, каждый из которых соответствует...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Интересное:
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Назначение:
– измерение и анализ частотных характеристик системы станок– приспособление–инструмент–деталь и ее отдельных элементов;
– измерение и анализ сигнала виброакустической эмиссии в зоне резания;
– вычисление на основании собранной информации оптимальных виброустойчивых режимов обработки, (скорости шпинделя, глубины резания, подачи).
 Диаграмма стабильности (рис. 79) – основа алгоритма
Диаграмма стабильности (рис. 79) – основа алгоритма
выбора оптимальных режимов резания.
Диаграмма стабильности позволяет выявить зоны в пространстве параметров обработки (скорость шпинделя – глубина резания), работа в которых обеспечит наибольшую производительность, виброустойчивость процесса и, как следствие, требуемое качество обработки. Схемы измерений вибраций и шума при резании различных исследователей для выбора виброустойчивых режимов резания на станках с ЧПУ представлены на рис. 80 и 81.
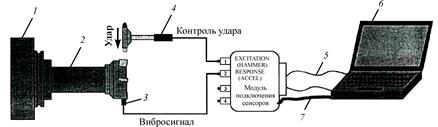
Рис. 80. Схема получения частотных характеристик вибрации инструмента (установлен в шпиндель): 1 – шпиндель; 2 – фреза; 3 – акселерометр; 4 – импульсный молоточек; 5 – кабель к АЦП; 6 – ноутбук; 7 – питание
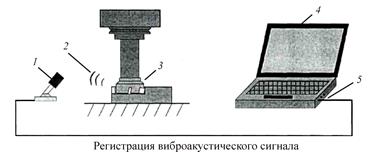
Рис. 81. Анализ сигнала виброакустической эмиссии (шума) в зоне резания: 1 – микрофон; 2 – виброакустический сигнал; 3 – зона резания; 4 – ноутбук; 5 – микрофонный вход
звуковой платы
Очевидно, что эффективность диагностики в основном определяется информативностью используемых диагностических признаков, их зависимостью от условий обработки. Традиционно для диагностики процесса резания применялись его статические температурно-силовые параметры, в большинстве случаев недостаточно информативные. В последнее время и у нас в стране, и за рубежом, все большее внимание специалистов привлекает диагностика механической обработки на основе анализа высокочастотных динамических явлений различной физической природы: акустической эмиссии (АЭ); электромагнитного излучения (ЭМИ); экзоэлектронной эмиссии (ЭЭЭ).
|
|
В качестве информативных диагностических признаков эмиссионные процессы обычно используют амплитудные, частотные
и другие энергетические параметры, связанные с волновым излучением.
В настоящее время метод АЭ получил наибольшее развитие
и применение. По сравнению с ним диагностические возможности других эмиссионных процессов применительно к решению технологических задач раскрыты существенно меньше. Метод АЭ основан на явлении генерации в твердом теле волн упругой деформации частотой 50…100 кГц при локальном динамическом изменении полей механических напряжений, обусловленном развитием дефектов, например, зарождением и ростом трещин, фазовыми превращениями
и другими быстропротекающими процессами.
Простота установки датчика на станке и возможность метода АЭ регистрировать одновременно все энергоемкие физические процессы, происходящие в зоне резания, в том числе износ инструмента, постоянно привлекала исследователей как в нашей стране, так и за рубежом. Однако трудности, связанные с защитой принимаемого сигнала от случайных помех, с выделением параметров АЭ, генерируемых износом инструмента по задней грани и т.д., до недавнего времени сдерживали развитие метода АЭ.
Интерес к колебаниям при резании в более высоком частотном диапазоне появился в 80-е годы прошлого века в связи с проблемами автоматического контроля процесса резания на станках с ЧПУ, встраиваемых в ГПС.
Вибрационное диагностирование объектов проводится в три этапа: первичное описание вибрационного состояния объекта, выделение признаков и принятие решения.
На этапе поиска информативных признаков ограничивают число измеряемых параметров вибрации, шума и ударов. При этом из множества параметров, характеризующих вибрационный процесс, выделяют только те, которые прямо или косвенно характеризуют состояние объекта. По этим параметрам формируют информативную систему признаков, используемых при диагностировании.
|
|
Все известные физические явления, способные создавать первичное возмущение автоколебательного процесса, могут быть подразделены на три группы: явления, вызванные собственно процессом резания; специфическими свойствами упругой системы станок–приспособление–инструмент–деталь и совместным взаимодействием факторов, определяющих процесс резания и упругие свойства
системы.
К физическим явлениям, обусловленным процессом резания, относятся:
1) специфичность протекания пластического деформирования, т.е. запаздывание изменения силы относительно малого перемещения, особенности образования застойной зоны и нароста на резце, неодинаковое упрочнение металла и т.д.;
2) падение величины силы резания с повышением скорости резания в определенном диапазоне;
3) зависимость силы резания от скорости радиального колебательного движения и ее направление;
4) особенности протекания процесса трения рабочих поверхностей инструмента о заготовку и стружку;
5) специфика процесса резания как одного из видов пластической деформации при малых скоростях резания.
К физическим явлениям, обусловленным специфическими свойствами упругой системы станок–приспособление–инструмент–деталь, относятся:
1) падение величины силы трения в отдельных соприкасающихся парах системы с ростом скорости относительного скольжения;
2) внутреннее трение в материале обрабатываемой заготовки;
3) зазоры и трение в подшипниках;
4) специфические закономерности процесса трения при малых
скоростях относительного скольжения (суппорта, головки и других
узлов).
К физическим явлениям, вызванным совместным взаимодействием факторов, относятся:
1) явление координатной связи упругих деформаций системы
с несколькими степенями свободы и процессом резания;
2) взаимодействие автоколебаний, вызываемых зазорами и трением в подшипниках, с процессом резания.
Таким образом, в реальной упругой системе в процессе резания может быть большое число физических механизмов, вызывающих автоколебательный процесс. Оценка эффективности каждого из них при обработке резанием должна производиться на основе определения ее удельного веса в общем энергетическом балансе системы.
|
|
Основными средствами устранения вибраций или уменьшения их интенсивности, т.е. обеспечения устойчивости процесса резания, являются:
1) правильный выбор параметров системы станок–приспособление–инструмент–деталь – ее динамических характеристик: жесткости, сопротивления и массы;
2) рациональное построение схемы выполнения обработки резанием, обеспечивающее максимальное использование ее динамических свойств;
3) правильный выбор геометрии заточки инструмента и режимов резания, сводящих к минимуму действие возмущающих сил
и обеспечивающих в целом наиболее рациональную схему нагружения системы станок–приспособление–инструмент–деталь;
4) улучшение динамических свойств системы станок–приспособление–инструмент–деталь путем применения виброгасителей различных конструкций.
Анализ отечественного и зарубежного опыта показывает, что при использовании средств гашения вибраций прежде всего улучшается качество поверхности, повышается производительность обработки, возрастает стойкость инструмента.
2.4.8. Эмпирические формулы
для расчета составляющих силы резания
Теоретический расчет составляющих сил резания представляет собой весьма сложную задачу. В процессе резания необходимо учесть множество взаимовлияющих факторов – механические свойства обрабатываемого и инструментального материала, процессы упругой и пластической деформации, изменение условий трения и контактных процессов на передней и задней поверхностях инструмента, условия резания, геометрия инструмента и т.д. Поэтому приняты для практики данные многочисленных экспериментальных исследований, которые представлены в справочной литературе. Обобщенные формулы составляющих силы резания с учетом всех факторов имеют следующий вид:
Рz = С Pzt xpz · S ypz · V nрz K м K j K g Kr Kh K сотс, Н,
Ру = С Pуt xpу · S ypу · V nрy K м K j K g Kr Kh K сотс, Н,
Рх = С Pхt xPх · S ypх · V nрхK м K j K g Kr Kh K сотс, Н,
где С Рz – постоянная, зависящая от обрабатываемого материала, учитывает стандартные условия резания, например, для стали 45: s b =
= 75 кгс/мм2; g = 10°; a = 8°; j = 45°; l = 0°; r = 2 мм; h з = 0,8…1,0 мм;
|
|
х, у, n – показатели степени для стандартных условий резания, например, х = 1,0; у = 0,75; n = 0,15;
K – поправочные коэффициенты, учитывающие влияние отклонения от стандартных условий – прочности обрабатываемого материала, геометрии инструмента, износа инструмента и вида СОТС на составляющие силы резания.
Работа и мощность резания
Для разрушения материала срезаемого слоя и превращения его
в стружку необходимо затратить определенное количество энергии
и произвести работу резания. В общем виде работа резания складывается из работы упругой А упр и пластической А пл деформации, работы скалывания и сдвига элементов стружки по плоскости сдвига А сд, работы трения по передней А т.п и задней А т.з поверхностям инструмента. Можно записать для работы резания, что
А = А пл + А упр + А сд + А т.п + А т.з.
Работа и мощность, затрачиваемые на резание, зависят от действующих составляющих силы резания и скорости резания.
Мощность, затрачиваемую на резание, называют эффективной мощностью. Она учитывает действие всех трех составляющих силы резания.
Поэтому можно записать:
Ne = Nz + Ny + Nx.
Если выразить силу в килоньютонах, скорость в м/мин, то мощность получим в киловаттах, подставив в формулу значения силы
и скорости резания:
Nе = Рz × V /1020 × 60 + Px × S × n /60 × 1000 × 1020 + Py × Vy /60 × 1020.
В направлении силы Ру (при отсутствии вибраций) движение
не совершается, а поэтому скорость и мощность равны нулю. Осевая составляющая Рх достаточно мала и мощность от ее воздействия
составляет 1…2 %, поэтому в расчете эффективной мощности Px
не учитывается. Отсюда получим (кВт):
Nе = Рz × V /1020 × 60.
Знание требуемой эффективной мощности необходимо для определения возможности резания данной заготовки на данном станке, имеющем заданную мощность привода N э.д. С учетом коэффициента полезного действия кинематических цепей станка h потребная мощность электродвигателя станка N э.д может быть определена по
формуле
N э.д = Nе /h.
2.5. Контрольные вопросы и задания
1. Какие деформации и напряжения возникают в процессе
резания?
2. В чем заключается физическая сущность процесса резания?
3. Какие типы стружек при резании пластичных и хрупких материалов вы знаете?
4. Что такое усадка стружки?
5. Какие методы завивания и дробления сливной стружки вам известны?
6. В чем особенность физики явления наростообразования при резании материалов?
7. Как условия обработки влияют на высоту нароста?
8. В чем заключаются положительные и отрицательные стороны нароста?
9. Какие существуют методы борьбы с наростом?
|
|
10. Какая система сил действует на передней и задней поверхностях инструмента?
11. Как составляющие силы резания зависят от условий обработки?
12. Как геометрические параметры резца влияют на составляющие силы резания?
13. Какие методы определения сил резания вам известны?
14. Почему при обработке резанием возникают вибрации и шум?
15. Напишите эмпирические формулы для расчета составляющих силы резания.
16. В чем отличие работы и мощности резания от работы
и мощности в физике?
Глава 3
Теплофизика процесса резания
|
|
|

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!