Автомобили
Кузова и кабины автомобилей, как правило, выпускают в условиях крупносерийного и массового производства.
17.1.1. Кузов легкового автомобиля
Штампованные тонколистовые детали подаются системой толкающих конвейеров к автоматическим линиям сборки — сварки основных узлов кузова: пола, боковин и крыши. Эти линии представляют собой сложный комплекс многоточечных сварочных машин и средств механизации, работающих в едином цикле. Многоточечные машины этих линий подразделяются на несколько типов, наиболее характерные из них описаны ниже.
В машинах типа «открытый стол» (рис.136) свариваемые узлы устанавливаются на неподвижный стол 1, а сварочные пистолеты и клещи закреплены на откидывающихся кронштейнах 6 и 2, которые подводятся к свариваемым узлам с помощью гидравлических цилиндров 5 и 4. Для съема узлов со стола машины и подачи их на конвейер линии машины оснащены гидравлическими подъемниками 3. Подъемники имеют телескопические цилиндры, так как высота подъема деталей достигает 1,3м.
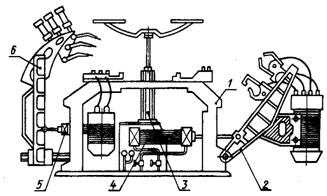
Рис.136. Схема многоточечной машины: типа ‘открытый стол’
Машины с подвижным нижним столом (рис.137) используют для сварки крупногабаритных узлов. Свариваемые узлы укладывают на подвижный стол 2 машины, сварочные пистолеты закреплены неподвижно на верхней плите 1. Подъем и фиксация стола осуществляются с помощью двух гидроцилиндров 3 и одного пневмоцилиндра 5, который управляет движением рычагов 4. При нахождении стола в верхнем рабочем положении рычаги устанавливаются в «мертвое» положение и воспринимают усилия, как от силы тяжести стола, так и от давления электродов сварочных пистолетов. Пневмоцилиндр 5 одновременно служит как для вывода рычагов из «мертвого» положения, так и для амортизации при опускании стола.

Рис.137. Схема многоточечной машины с подвижным нижним столом
Вначале линии оператор укладывает элементы каркаса и обшивку на стол многоточечной машины типа «открытый стол» по фиксаторам. Выполненные на этой машине сварные точки обеспечивают жесткость собранного узла и надежную фиксацию деталей относительно друг друга. После сварки гидроподъемник машины поднимает узел до уровня расположения транспортирующего устройства, которое захватывает его и передает на следующие позиции линии, на которых сварка остальных точек выполняется автоматически без участия оператора. Сваренные боковины поступают в конец линии на механизмы перегрузки, где они из горизонтального положения переводятся в вертикальное и подаются на напольный конвейер. Рядом с напольным; конвейером расположены накопители для хранения готовых боковин. Подача с напольного конвейера в накопители и обратно происходит автоматически.
Общую сборку и сварку кузова автомобиля из готовых узлов осуществляют или на одном рабочем месте в главном кондукторе, или на нескольких рабочих места методом последовательного укрупнения.
На ВАЗе используют первый прием, причем подаче готовых узлов в главный кондуктор предшествует их комплектация в одной подвеске толкающего подвесного конвейера. Для этого сваренные боковины кузова (правая и левая) подаются к месту комплектации напольным конвейером. С противоположной стороны к месту комплектации поступает и крыша кузова. Комплектация осуществляется с помощью опускной секции подвесного конвейера.
Навеску проводят путем опускания секции несущего пути подвесного конвейера вместе с подвеской так, чтобы крюки рычагов оказались на уровне проемов окон боковин, подаваемых напольным конвейером. Крыша подается центрально и подхватывается крюками. Скомпонованная таким образом «виноградная гроздь» подъемом секцииперемещается вверх, захватывается выступом тяговой цепи толкающего конвейера и автоматически направляется к месту установки последнего узла компоновки – настила пола, располагаемого в подвеске на опорах, а затем отправляется на склад.
Со склада подвески «виноградные грозди» системой автоматического адресования подаются к главному сборочному кондуктору (рис.138) челночного типа.
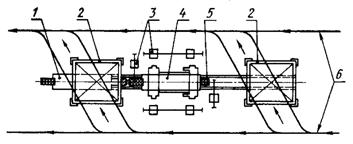
Рис.138. Схема расположения главного кондуктора для сборки кузовов автомобилей ВАЗ
Сборочный кондуктор включает многоточечную сварочную машину 5, шесть подвесных сварочных машин 3 и две связанные между собой кондукторные тележки 1 и 4. Подвеску 2 с узлами кузова опускают на приемную тележку, узлы снимают, устанавливают в кондуктор тележки и фиксируют прижимами. Затем тележку подают в многоточечную машину 5. Здесь узлы окончательно фиксируются зажимными устройствами и свариваются снизу электродами многоточечной машины. Остальные точки сваривают с помощью подвесных сварочных машин. В это время вторая тележка находится на другой позиции, где ранее собранный кузов захватывается рычагами подвески. Опускная секция толкающего конвейера 6 поднимается, и подвеска с кузовом отправляется на линию окончательной сварки.
Автоматические линии, оснащенные многоточечными контактными машинами, как правило, предназначены для выпуска кузовов автомобиля определенной марки, и переход на изготовление кузовов автомобиля другой модификации требует значительной перестройки оборудования.
Для прихватки и сварки кузовов все шире используются роботы (рис. 139), имеющие клещи для контактной точечной сварки.

Рис.139. Робот для контактной точечной сварки кузова
Использование роботов (рис.140) вместо многоэлектродных машин делает производство более гибким, т.е. позволяет переходить от изготовления кузова одной модификации к изготовлению кузова другой модификации путем простой смены программы у роботов, обслуживающих отдельные рабочие места.
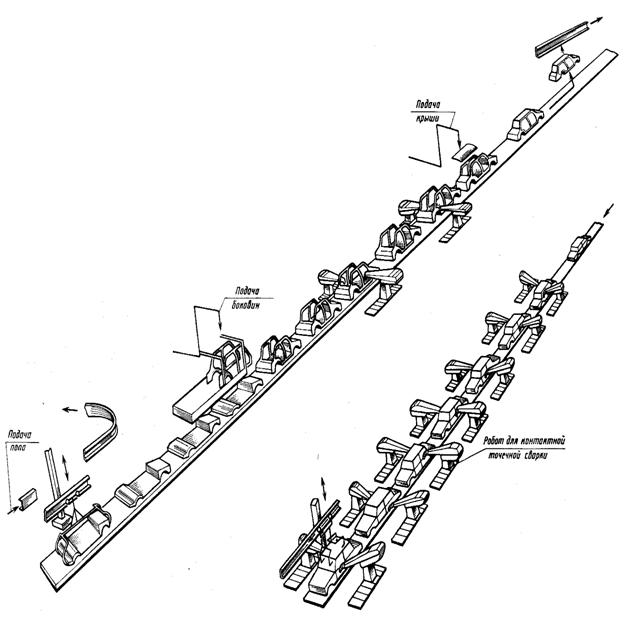
Рис.140. Роботизированные линии сборки и сварки кузова автомобиля
ЛИТЕРАТУРа
1. Куркин С.А., Николаев Г.А. Сварные конструкции. Технология изготовления, механизация, автоматизация и контроль качества в сварочном производстве, - М.: Высш. Шк., 1991. – 398 с.
2. Куркин С.А., Ховов В.М., Рыбачук A.M., Технология, механизация и автоматизация производства сварных конструкций: Атлас. – М.: Машиностроение, 1989. – 328 с.
3. Контроль качества сварки.: Учеб. Пособие / Под ред. В.Н.Волченко. – М.: Машиностроение, 1975. – 328 с.
4. Красовский А.И. Основы проектирования сварочных цехов. – М.: Машиностроение, 1980. – 350 с.
5. Методы дефектоскопии сварных соединений /Под ред. В.Г.Щербинского. М.: Машиностроение, 1987. – 336 с.
6. Маслов Б.Г. Дефектоскопия проникающими веществами. – М.: Высш. Шк., 1991. – 256 с.
7. Севбо П.И. Комплексная механизация и автоматизация сварочного производства. – Киев: Техника, 1974. – 247 с.
8. Севбо П.И. Конструирование и расчет механического сварочного оборудования. – Киев: Наукова думка, 1978. – 238 с.
9. Проектирование сварных конструкций в машиностроении / Под ред. С.А.Куркина. – М.: Машиностроение, 1975. – 312 с.
10. Румянцев С.В., Добромыслов В.А., Борисов О.И., Азаров П.Т. Неразрушающие методы контроля сварных соединений. – М.: Машиностроение, 1976. – 335 с.
11. Гурвич А.К., Ермолов И.Н. Ультразвуковой контроль сварных швов. – Киев: Техника, 1972. – 460 с.
12. Карякин А.В., Боровиков А.С. Люминесцентная и цветная дефектоскопия. –
М.: Машиностроение, 1982. – 240с.
13. Синяков К.А. Методы оценки склонности сварных соединений к образованию трещин.- СПб.: ПИМаш, 2008. – 28 с.
14. Башенко В.В., Завьялов В.Е. Магнитное управление сварочными процессами. –СПб.: СПб ГПУ, 2006. – 212 с.
15. Синяков К.А., Завьялов В.Е. Изучение структуры и свойств сварных соединений специальных сталей. –СПб.: ПИМаш, 2008. – 24 с.
16. Выборнов А.П., Маслов Б.Г. Производство сварных конструкций: Учебное пособие. М.: Academia, 2007. – 256 с.
17. Крутов В.Н., Козлова Е.Б., Синяков К.А., Писарев А.Ю., Козлова Н.Н., Демидович И.В. Сварные соединения и их обозначения на чертежах: Учебно-методическое пособие. – СПб.: ПИМаш, 2008. – 96 с.
18. Федоров С.А. Контроль качества сварных и паяных соединений: Учебное пособие. М.: МАТИ, 1989. - 94 с.
СОДЕРЖАЕИЕ
ВВЕДЕНИЕ
1.ЗАГОТОВИТЕЛЬНОЕ ПРОИЗВОДСТВО
1.1.Операции заготовительного производства
1.2.Разметка
1.3.Резка и обработка кромок
1.4.Гибка
2.СБОРОЧНО-СВАРОЧНЫЕ ОПЕРАЦИИ
2.1.Сборочно-сварочные приспособления
2.1.1.Элементы сборочно-сварочных приспособлений
2.2.Роботы
2.2.1.Кинематические схемы
2.2.2.Роботизированные технологические комплексы
3.ОРГАНИЗАЦИЯ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
3.1.Система технического контроля в сварочном производстве
3.2.Виды и средства технического контроля
3.3.Система испытаний в сварочном производстве
3.4.Особенности организации технического контроля в сварочном производстве
3.5.Организация службы технического контроля
3.6.Техническая документация контроля
4.МЕРОПРИЯТИЯ, ОБЕСПЕЧИВАЮЩИЕ ЗАДАННЫЕ РАЗМЕРЫ И ФОРМУ КОНСТРУКЦИИ
4.1.Неравномерное нагревание металла
4.2.Литейная усадка расплавленного металла
4.3.Структурные превращения в металле
4.4.Методы борьбы с деформациями
4.4.1.Мероприятия, выполняемые до сварки
4.4.1.1.Правильная сборка деталей с учетом возможных деформаций
4.4.2.Мероприятия, выполняемые в процессе сварки
4.4.2.1.Уравновешивание деформаций
4.4.2.2.Жесткое закрепление деталей при сварке
4.4.3.Мероприятия, выполняемые после сварки
4.4.3.1.Механическая правка
4.4.3.2.Термическая правка
4.4.3.3.Термомеханическая правка
5.БАЛКИ
5.1. Сборка и сварка двутавровых балок
5.2.Непрерывное производство сварных балок
5.3.Элементы промышленных зданий
5.4.Мостовые краны
6.СТРОПИЛЬНЫЕ ФЕРМЫ
6.1.Изготовление ферм
6.2.Конструкции пролетных строений
7.ПЛАВУЧИЕ БУРОВЫЕ УСТАНОВКИ С ПЛАУЧИМИ КОЛОННАМИ
7.1.Плавучие полупогруженные буровые установки (ППБУ)
8.ИЗГОТОВЛЕНИЕ АРМАТУРНЫХ ИЗДЕЛИЙ
9.СОЕДИНЕНИЕ СБОРНЫХ ЭЛЕМЕНТОВ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
10.НЕГАБАРИТНЫЕ СООРУЖЕНИЯ И РЕЗЕРВУАРЫ
10.1.Рулонирование листовых конструкций
10.2.Типы вертикальных цилиндрических резервуаров
10.3.Монтаж днищ вертикальных цилиндрических резервуаров
10.4.Монтаж стенок вертикальных цилиндрических резервуаров
10.5.Заготовки для сферических резервуаров
10.6.Сварка сферических резервуаров
10.7.Сооружение кожуха домны
10.8.Цементные печи
11.СОСУДЫ, РАБОТАЮЩИЕ ПОД ДАВЛЕНИЕМ
11.1.Тонкостенные сосуды
11.2.Сосуды со стенкой средней толщины
11.2.1.Сварка арматуры
11.3.Толстостенные сосуды
11.4.Многослойные сосуд
12.КОРПУСНОЕ ОБОРУДОВАНИЕ АЭ
13.ТРУБЫ
13.1. Спиральношовные трубы
13.2. Толстостенные и многослойные трубы
13.3. Высокочастотная сварка труб 36-539мм
13.4.Печная, газоэлектрическая и контактная сварка тру средних и малых диаметров 14.СООРУЖЕНИЕ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА
4.1. Трубосварочная база
14.1.1. Центраторы
15.1. Ручная дуговая сварка
15.2. Сварка в защитных газах
15.3. Контактная сварка труб
16.ПРОИЗВОДСТВО КОРПУСНЫХ КОНСТРУКЦИЙ
16.1. Корпуса судов
16.1.1.Узлы корпуса
16.1.3. Базовые элементы и схемы сборки
16.2.Линии изготовления плоских секций
16.2.1.Сборка и сварка объемных секций
16.2.2.Сборка судов из модулей
17.ТЕХНЛОГИЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ДЕТАЛЕЙ МАШИН
17.1.Автомобили
17.1.1. Кузов легкового автомобиля
ЛИТЕРАТУРа
РЕЦЕНЗИЯ
на монографию «Основы производства сварных конструкций» В.Е.Завьялова, К.А.Синякова
Ускорение научно-технического прогресса, повышение долговечности и качества сварных конструкций является актуальной проблемой современного производства. Производство сварных конструкций включает в себя комплекс технологических процессов, которые должны обеспечить получение качественного изделия.
В монографии подробно и квалифицировано представлен материал по заготовительному производству, сборке и сварке различных конструкций, вопросы по контролю качества, снижению напряжений и деформаций.
Большое значение для разработки технологии сборки и сварки конструкции имеет правильный выбор способа сварки, применения различных приспособлений и вспомогательного оборудования, которые зависят от особенностей конструкции и марки основного материала. Эти вопросы также подробно представлены в монографии
Контроль качества сварных соединений и меры по снижению напряжений и деформаций напрямую влияют на конкурентоспособность продукции. Этот вопрос подробно рассмотрен в работе.
Выбор сварочного оборудования и оснастки является также одним из важнейших этапов производства сварных конструкций, что подробно освящено в монографии.
Считаю, работу весьма актуальной и своевременной.
Монография отражает большинство вопросов дисциплины «Производство сварных конструкций», читаемых студентам сварочных специальностей. Она может быть полезна инженерам, занятым в сварочном производстве.
Работа рекомендуется к опубликованию.






