16.1. Корпуса судов
16.1.1.Узлы корпуса
Корпуса судов выпускают исключительно в цельносварном исполнении. Корпус (рис.124) имеет наружную обшивку 7, верхнюю 5 и нижнюю 10 палубы, продольные 9 и поперечные 7 перегородки, выполненные из листовых элементов и соединенные герметичными швами. Общая и местная жесткость обеспечивается приваркой различных прокатных и сварных балочных элементов: флор 8, шпангоутов 3, бортовых стрингеров 2, бимсов 4, вертикального киля 6.

Рис.124 Конструкция корпуса корабля
Большое число пересекающихся элементов, в особенности в сочетании с требованием прочности и герметичности их сочленений, вызывает необходимость определенного конструктивного оформления соединений и узлов. Так, например, соединение продольных и поперечных балок (при отсутствии требования непроницаемости) рекомендуется выполнять с помощью нахлесточных заделок. Использование такого конструктивного оформления соединения обеспечивает необходимый уровень работоспособности конструкции при действии переменных эксплуатационных нагрузок, способствуя одновременно значительному снижению трудоемкости сборочно-сварочных работ.
Воснове существующих методов постройки судов лежит предварительное изготовление частей корпуса судна в виде сборочных элементов, секций и блоков. Разбивку корпус» на элементы, секции и блоки производят в зависимости от конструкции с учетом выполнения возможно большего объема сборочно-сварочных работ в условиях цеха при их максимальной механизации, а также с учетом грузоподъемности кранов и транспортных средств и особенностей приемов сборки на стапеле.
Увеличение размеров судов, упрощение формы обводов и унификация однотипных конструкций способствовали широкому использованию модульного метода постройки судов. Сущность модульного метода — комплектование разнообразных сложных нестандартных изделий из первичных общих элементов (модулей) небольшого, экономически обоснованного числа типов и типоразмеров. Такой подход особенно характерен для крупнотоннажных танкеров. Он позволяет разбить корпус на плоские секции, суммарная масса которых достигает 80-85 % общей массы корпуса. При этом появляется возможность каждый модуль изготовлять на соответствующей позиции той или иной поточной линии, а судно не строить, а собирать на предпусковой позиции.
Высокая степень унификации достигнута, например, в судах типа «Борис Бутома» дедвейтом 100 000 т, средняя часть которых собирается из конструктивных модуль-блоков (КМБ) и модуль-секций (KMC), как показано на рис.125 и рис.126

Рис.125. Схема разбивки корпуса судна типа “Борис Бутома” на модуль-блоки
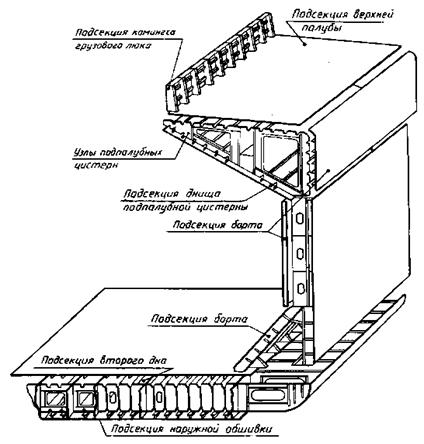
Рис.126. Схема разбивки модуль-блока судна типа ‘Борис-Бутома’ на конструктивные модуль-секции
В связи с тем, что масса такого модуль-блока превышает грузоподъемность существующего кранового оборудования, он, в свою очередь, разбит на несколько типовых конструкций, изготовляемых в сборочно-сварочном цехе или на преддоковой площадке. Положительный опыт создания судов этого типа нашел дальнейшее развитие при создании танкеров типа «Победа» дедвейтом 65 000 т, средняя часть которых также разбита на блоки, представляющие собой отсек судна полного поперечного сечения (рис. 127).

Рис.127. Схема разбивки корпуса танкера типа ‘Победа’ на секции в районе грузовых танков
16.1.2. Модульные конструкции судов Все танкеры представляют собой гладкопалубные суда без погиби и седловатости палубы с двойным дном и двумя плоскими продольными переборками. Все нефтерудовоэы по архитектурно-конструктивному типу аналогичны танкерам. Конструкции бортовых танков и днищевых секций танкеров и нефтерудовозов отличаются только толщинами листов и номерами профилей набора.
16.1.3. Базовые элементы и схемы сборки
Пример разбивки средней части 1 корпуса судна на блоки 2 и секции 3, 4, 5, 6 с характерными размерами L, ∆ L, В, Вс, Н, Нс представлен на рис. 128. Здесь же показаны монтажный стык между блоками и места соединения секций (цифрами в кружках). При изготовлении предусматривается процесс объединения плоских секций в укрупненные секции с последующей их сборкой в пространственный блок.

Рис.128. Разбивка средней части корпуса судна на блоки и секции
Большинство сборочных элементов состоит из простых листовых деталей или из прокатных и составных балок, имеющих обычно сечение тавра. При этом используют
листовой прокат из низколегированных сталей с пределом текучести 300-350 Мпа с размерами листов 3200 X 1 2000мм, гофрированные листы для выгородок и симметричный полособульбовый профиль, предварительно разрезаемый на две части с помощью газорезательных машин.
При изготовлении плоских секций обычно используют способ раздельной сборки и сварки продольного и поперечного набора (рис. 129), позволяющий увеличить объем сварки, выполняемый автоматами.
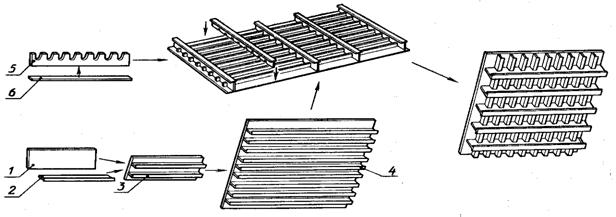
Рис.129. Схема раздельной сборки судового набора
. На листовой элемент 1 устанавливают и приваривают автоматами балки 2 набора главного направления. Полученные секции 3 собирают в панель 4. Затем на эту панель устанавливают предварительно собранные и сваренные из стенки 5 и полки 6 элементы другого направления и приваривают к полотнищу полуавтоматами, а соединение наборов разных направлений между собой выполняют полуавтоматами в последнюю очередь. При этом вертикальные швы пересекающихся элементов наборов в поточных линиях сваривают специальными четырехголовочными установками в СО2 или с использованием гравитационной сварки удлиненными электродами.





