Характерные типы железобетонных колонн прямоугольного и двутаврового сечений, а также двуветьевых колонн показаны на рис.37, а-г. Наличие закладных деталей 1, 2, 3 и 4 позволяет с помощью сварки соединять с колонной стропильные фермы, подкрановые балки и стеновые панели.

Рис.37. Основные типы железобетонных колонн
Для монтажной сварки сборных железобетонных элементов между собой их арматура включает выходящие на поверхность опорные пластины 3 (рис. 38,а,б, в ) (закладные части) с приваренными к ним анкерными стержнями 1, 2, замоноличенными в бетоне 4 (рис.38, в).

Рис.38. Закладные детали
10.НЕГАБАРИТНЫЕ СООРУЖЕНИЯ И РЕЗЕРВУАРЫ
10.1.Рулонирование листовых конструкций
Для изготовления рулонируемых полотнищ больших размеров со стыковыми швами используют специальные двухъярусные стенды, обеспечивающие высокий уровень механизации сборки и сварки. Общий вид такого стенда показан на рис.39.
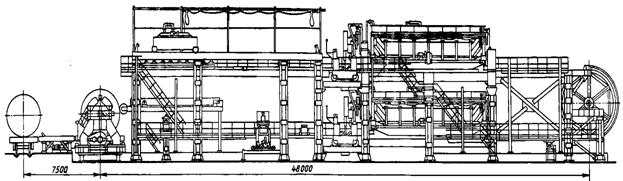
Рис. 39. Общий вид установки для изготовления рулонных полотнищ большого размера
Последовательность работы механизмов, обеспечивающих сборку, показана на рис. 40. Направленные из контейнеров 1 (рис.40, а) листы 3 в продольном направлении сдвигаются до упора в кромку ранее собранного полотнища 5 кран-балкой 2, а в поперечном — боковыми толкателями 4 и 6. Продольная подача листов должна предшествовать поперечной для предотвращения образования нахлестки. Когда короткие кромки листов окажутся под улавливателями 7, ограничивающими их поднятие над настилом, включают подачу в поперечном направлении (рис.40,6). При дальнейшем продвижении кран-балки 2 в продольном направлении листы досылаются до упора в кромку ранее сваренного полотнища, что обеспечивает прямолинейность новой кромки (рис.40, в). При этом максимальный зазор по длине собранного стыка ограничивается удвоенным допуском ± 1 мм на длину листов при механической обработке их кромок.

Рис.40. Последовательность сборки листов под сварку поперечного шва
После зажатия второй кромки поперечного стыка клавишами его сваривают под флюсом, используя двухдуговой автомат 3 (рис.41), позволяющий сваривать полотнища из листов переменной толщины. Первая дуга образуется одним электродом, совершающим колебания поперек стыка, вторая дуга — двумя расщепленными электродами. Сварку ведут в направлении от более толстых листов к более тонким, изменяя режим отключением одной из дуг при сохранении непрерывности движения аппарата по всей длине стыка.
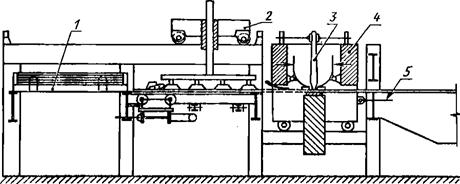
Рис. 41. Схема подачи и сборки листов
Для сворачивания рулонов на стане и последующей транспортировки их к месту монтажа применяют жесткие пространственные каркасы. Учитывая, что большая пространственная жесткость каркаса требуется лишь в процессе наворачивания рулонов, используют частично разборные каркасы (рис.42), состоящие из отдельных колец 3 жесткости и жесткого центрального пространственного ствола 2. После снятия готового рулона со стенда кольца 3 каркаса закрепляют внутри рулона 1 прихватками с помощью косынок, а центральный ствол каркаса удаляют из рулона лебедкой и используют для намотки очередного рулона.
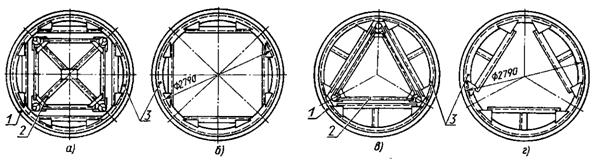
Рис.42. Рулоны полотнищ с частично разборными каркасами в процессе рулонирования (а, в) и при транспортировке (б, г)
10.2.Типы вертикальных цилиндрических резервуаров
Вертикальные цилиндрические резервуары предназначены для хранения нефти, нефтепродуктов, других жидкостей. Резервуары объемом 5000м (рис.43) сооружают со стационарной конической крышей. Такие резервуары считаются небольшими.
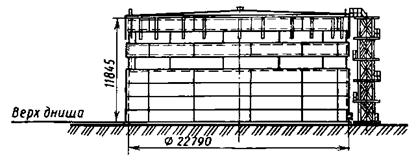
Рис.43. Резервуар объемом 5000м³ со стационарной конической крышей
10.3.Монтаж днищ вертикальных цилиндрических резервуаров
Сооружению резервуара предшествует подготовка монтажной площадки и основания резервуара, на котором собирается днище из рулонных заготовок. Для резервуаров объемом до 10 000м3 днища (рис.44, а, б) поставляют на монтаж в виде нескольких рулонированных полотнищ, ширина которых соответствует ширине стенда. Рулон, содержащий элементы днища, укладывают на основание и разворачивают последовательно с образованием нахлестки шириной 40мм между монтажными элементами (рис.44, в). Сварку монтажных швов ведут от средины к краям полотнища (рис.44,г). В местах опирания стенки в нахлесточном соединении днища вырезают «лыску» и сваривают участок длиной 250-300мм стыковым швом на остающейся подкладке (см. рис.44,а). Выпуклость шва снимают.

Рис.44. Днища резервуаров
Так как кольцевой шов, соединяющий боковую стенку с днищем, в этом случае выполняется при полностью заваренном днище, возможно, его вспучивание вследствие потери устойчивости. При изготовлении резервуаров большого объема (более 10 000м3) для предотвращения таких деформаций изготовляют в виде рулона только центральную часть днища (рис.44,б), а окантовочные элементы сваривают между собой при монтаже из отдельных листов. При сборке окантовочных элементов с днищем (рис.45) листы собирают с помощью клиновых приспособлений (рис.46а,б). Центральную часть днища присоединяют к сваренному из окантовочных элементов кольцу прихватками 1 (рис.47) и разворачивают рулоны боковой стенки. После приварки ее нижней кромки к кольцу из окантовочных элементов швами 2 и 3 прихватки 1 удаляют, хлопуны выправляют путем сдвига листов в нахлестке и только тогда швы между центральной частью днища и окантовочными элементами заваривают окончательно.
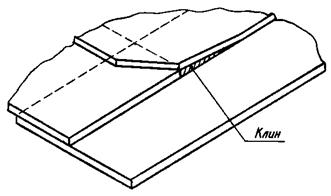
Рис.45. Вариант сборки нахлесточного соединения
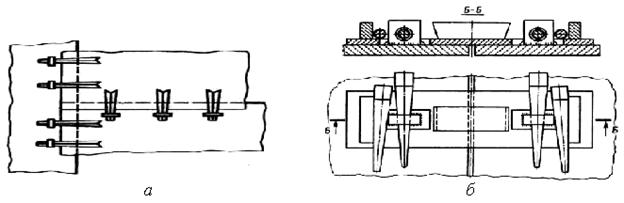
Рис.46,а.Клиновые прижимы для сборки нахлесточного соединения; Рис.46,б. Клиновое сборочное приспособление

Рис.47.Соединение стенки резервуара с днищем
10.4.Монтаж стенок вертикальных цилиндрических резервуаров
Стенки резервуаров обычно поставляют на монтажную площадку в одном или нескольких рулонах. На подготовленном днище рулоны устанавливают в вертикальном положении (рис.48).
Стыковка вертикальных кромок при замыкании стенки резервуара или при соединении установленной части стенки с кромкой очередного рулона требует уменьшения кривизны концевых частей полотнища. Этого достигают или с помощью клиновых приспособлений или с помощью специальных жестких скоб, обеспечивающих пластический выгиб кромок.

Рис.48. Разворачивание рулонированной стенки резервуара
Стыковка вертикальных кромок при замыкании стенки резервуара или при соединении установленной части стенки с кромкой очередного рулона требует уменьшения кривизны концевых частей полотнища. Этого достигают или с помощью клиновых приспособлений (рис.49,а,6), или с помощью специальных жестких скоб, обеспечивающих пластический выгиб кромок.

Рис. 49. Замыкание монтажного стыка стенки резервуара
10.5.Заготовки для сферических резервуаров
Сферические резервуары в основном сооружают объемом 600мэ (рис.50) и 2000м3, диаметром 10,5 и 16м соответственно, при толщине оболочки 16-36мм. Планируется сооружение резервуаров объемом 10 000м3.
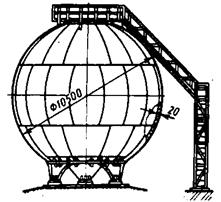
Рис.50. Сферический резервуар объемом 600 м³
При раскроях, показанных на рис.51, а и 51 в, и толщине до 36мм сферическую поверхность заготовкам придают горячей штамповкой. При раскрое по схеме рис.51, б и толщине до 22мм лепестки получают холодной вальцовкой с помощью специального многовалкового стенда (рис. 52, 53, б). Заготовки перед вальцовкой собирают из листов и сваривают автоматической сваркой под флюсом. Исходную форму заготовке (рис.53, а) придают газовой резкой по шаблону-копиру.

Рис.51. Схемы резервуаров корпусов сферических резервуаров

Рис.52. Вальцы для изготовления сферических лепестков

Рис. 53. Вальцовка сферических лепестков
Поскольку размеры полученных после вальцовки лепестков превышают габарит подвижного состава, их контрольной сборки разрезают на две неравные части и выпуклостью вниз укладывают в специальные контейнеры для перевозки к месту монтажа. Элементы, поставляемые с завода, на монтаже собирают в блоки. Сварку блоков выполняют в нижнем положении под флюсом на стендах качалках (рис.54).
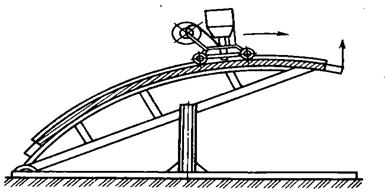
Рис.54. Стенд для автоматической дуговой сварки швов блока
10.6.Сварка сферических резервуаров
После завершения сборки резервуар устанавливают на манипулятор и автоматической сваркой под флюсом выполняют наружные и внутренние швы (рис.55,а). В манипуляторе Кудрявцева опорные неприводные катки 1 (рис.55,б), не препятствующие вращению сферического резервуара в любом направлении, расположены на шарнирных опорах 2 и обеспечивают прижатие к резервуару двух пар приводных катков 3 с раздельными приводами.

Рис.55,а. Схема сварки сферического резервуара на манипуляторе; Рис.55,б.Манипулятор Кудрявцева
10.7.Сооружение кожуха домны
Кожух домны изготавливают из листовых элементов толщиной 40-60мм. Листы, прошедшие заготовительные операции, перед отправкой с завода попарно сваривают под флюсом по длинной кромке. Длинная кромка листа располагается или по образующей (рис.56,а ), или в окружном направлении (рис.56,6 ). Расположение по образующей является предпочтительным, так как в этом случае все монтажные швы блока прямолинейны, однотипны и удобны для сборки и электрошлаковой сварки. Увеличение размеров и массы монтажных блоков позволяет сократить объем монтажных сварочных работ на высоте.

Рис.56. Схемы раскроя монтажного блока
Схема раскроя и разбивки на монтажные блоки кожуха доменной печи объемом 5000м3 показана на рис.57. Монтажные блоки собирают внизу на монтажной площадке (рис.58). Одновременная сборка нескольких блоков (рис.59) улучшает использование кранового оборудования и сокращает сроки монтажа домны. Собранные блоки II-X (рис.57) краном поднимают на проектную отметку (рис.60), где с помощью сборочных прокладок 1 и клиньев 2 и 3 стыкуют с предшествующим блоком. Сварку монтажных горизонтальных швов выполняют полуавтоматами в СО2 с внутренней стороны кожуха и ручной дуговой сваркой с наружной стороны.
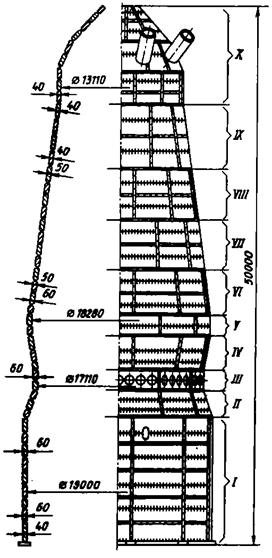
Рис.57. Раскрой и разбивка на монтажные блоки кожуха домны объемом 5000 м³

Рис.58. Схема сборки монтажного блока
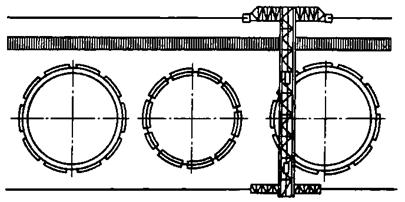
Рис. 59. Сборка отдельных блоков на монтажной площадке

Рис.60. Подъем и установка блока
10.8.Цементные печи
При изготовлении корпуса цементной печи (рис.61) характер членения всей конструкции на отдельные транспортные элементы определяется прежде всего способом их доставки на место монтажа. Железнодорожным транспортом обечайки корпуса поставляются или по частям на обычной платформе, или целыми обечайками длиной 2м с использованием колодцевых платформ. Перевозка обечаек большой длины возможна только автомобильным или водным транспортом. Заполнение разделки кольцевых стыков производится автоматической сваркой под флюсом с двух сторон с использованием роликового стенда (рис.62) или механизма вращения печи на опорных роликах (см. рис. 61).
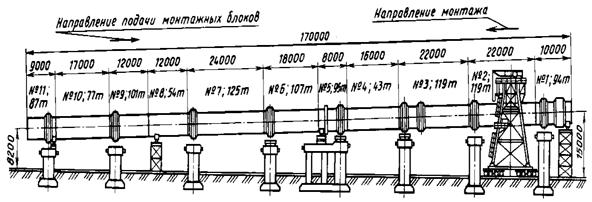
Рис.61. Расчленение печи на укрупненные монтажные блоки

Рис. 62. Роликовый стенд для сварки кольцевых и продольных швов на монтаже





