Профессиональному модулю ПМ.01, МДК.01.01 Технологические процессы изготовления деталей машин
Специальность 15.02.08 Технология машиностроения
Юрга, 2018
Методические указания составлены на основании рабочей программы
ПМ. 01 Разработка технологических процессов изготовления деталей машин
Рассмотрено и одобрено
Цикловой методической комиссией дисциплин технического профиля
Протокол № ___ от ____________ 20___г.
Председатель ЦМК ____________ Т.И. Галимова
Автор-составитель
преподаватель профессиональных дисциплин
_______________ Галимова Тамара Ивановна
СОДЕРЖАНИЕ
Пояснительная записка 5
Критерии оценивания курсового проекта 8
Темы курсовых проектов 9
Объем курсового проекта 12
Требования к оформлению курсового проекта 13
Защита курсового проекта 16
Введение 17
1.Технологический раздел 18
1.1 Описание детали 18
1.2 Производственная программа выпуска изделия.
Определение типа производства 19
1.3 Анализ технологичности детали 20
1.4 Выбор метода получения заготовки 24
1.5 Выбор баз 28
1.6 Составление технологического маршрута обработки детали 30
1.7 Расчет припусков 35
1.8 Выбор оборудования 36
1.9 Выбор режущего инструмента 38
1.10 Выбор мерительного инструмента 39
1.11 Выбор приспособления 40
1.12 Выбор вспомогательного инструмента 40
1.13 Расчет режимов резания 41
1.14 Нормирование технологического процесса 43
2.Конструкторский раздел 45
2.1 Расчет режущего инструмента 45
2.2 Расчет мерительного инструмента 47
Заключение 48
Список источников 49
Пояснительная записка
Методические указания для выполнения курсового проектапрофессионального модуля ПМ.01 Технологические процессы изготовления деталей машин предназначены для реализации требований профессионального модуля программы подготовки специалистов среднего звена в соответствии с ФГОС по специальности СПО 15.02.08 Технология машиностроения.
Освоение ПМ.01 Технологические процессы изготовления деталей машин предполагает практическое осмысление изученного теоретического учебного материала при выполнении курсового проекта, в процессе выполнения которого обучающиеся должны сформировать общие и профессиональные компетенции, предусмотренные стандартами, закрепить и углубить теоретические знания, приобрести необходимые умения.
Овладение обучающимися профессиональными компетенциями (ПК):
ПК 1.1 Использовать конструкторскую документацию при разработке технологических процессов изготовления деталей
ПК 1.2 Выбирать метод получения заготовок и схемы их базирования
ПК 1.3 Составлять маршруты изготовления деталей и проектировать технологические операции.
ПК 1.4. Разрабатывать и внедрять управляющие программы обработки деталей
ПК 1.5. Использовать системы автоматизированного проектирования технологических процессов обработки деталей.
ДПК1.9 Разрабатывать чертежи заготовок
Овладение обучающимися общими компетенциями (ОК):
ОК2 - Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество.
ОК4 - Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития.
ОК5 - Использовать информационно-коммуникационные технологии в профессиональной деятельности.
ОК6 - Работать в коллективе и команде, эффективно общаться с коллегами, руководством, потребителями.
ОК 8. Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации.
В результате выполнения курсового проекта обучающийся должен:
Уметь:
У1 читать чертежи;
У2 анализировать конструктивно-технологические свойства детали, исходя из ее служебного назначения;
У3 проводить технологический контроль конструкторской документации с выработкой рекомендаций по повышению технологичности детали;
У4 выбирать технологическое оборудование и технологическую оснастку: приспособления, режущий, мерительный и вспомогательный инструмент;
У5 рассчитывать режимы резания по нормативам;
У6 рассчитывать штучное время;
У7 оформлять технологическую документацию;
У8 определять виды и способы получения заготовок;
У9 рассчитывать и проверять величину припусков и размеров заготовок;
У10 рассчитывать коэффициент использования материала;
У11 анализировать и выбирать схемы базирования;
У12 выбирать способы обработки поверхностей и назначать технологические базы;
У13 определять тип производства.
У14 составлять управляющие программы для обработки типовых деталей на металлообрабатывающем оборудовании;
У15 выбирать и использовать пакеты прикладных программ для разработки конструкторской документации и проектирования технологических процессов;
У16 выбирать способ получения заготовки для заданной детали;
У17 разрабатывать чертежи заготовок;
У18 производить классификацию систем числового программного управления;
У19 осуществлять выбор станков электрофизических и электрохимических методов обработки;
У20 ориентироваться в выборе промышленных роботов;
У21 выбирать и использовать пакеты прикладных программ для разработки конструкторской документации и проектирования технологических процессов.
знать:
З1 служебное назначение и конструктивно-технологические признаки детали;
З2 показатели качества деталей машин;
З3правила отработки конструкции детали на технологичность;
З4 физико-механические свойства конструкционных и инструментальных материалов;
З5 методику проектирования технологического процесса изготовления детали;
З6 типовые технологические процессы изготовления деталей машин;
З7 виды деталей и их поверхности;
З8 классификацию баз;
З9 виды заготовок и схемы их базирования;
З10 условия выбора заготовок и способы их получения;
З11 способы и погрешности базирования заготовок;
З12 правила выбора технологических баз;
З13 виды обработки резания;
З14 виды режущих инструментов;
З15 элементы технологической операции;
З16 технологические возможности металлорежущих станков;
З17 назначение станочных приспособлений;
З18 методику расчета режимов резания;
З19 структуру штучного времени;
З20 назначение и виды технологических документов;
З21 требования ЕСКД и ЕСТД к оформлению технической документации;
З22 типы производств.
З23 методику разработки и внедрения управляющих программ для обработки простых деталей на автоматизированном оборудовании;
З24 состав, функции и возможности использования информационных технологий в машиностроении;
З25 способы производства заготовок различными способами;
ТЕМЫ КУРСОВЫХ ПРОЕКТОВ.
Темой проекта является разработка технологического процесса механической обработки деталей средней сложности. Темы курсовых проектов могут носить характер технологических разработок как деталей существующего производства, так и вновь проектируемых или осваиваемых в производстве конструкций.
При разработке должны решаться практические инженерные задачи, с тем чтобы результаты работы над проектом по возможности полностью или частично могли быть использованы студентом при выполнении дипломного проекта.
Непременным условием курсового проектирования является обеспечение более высокого технологического уровня изготовления деталей
по сравнению с существующим на производстве как в области применения новых методов получения заготовок, механической обработки,
так и по технико-экономическим показателям.
Задание по номенклатуре и программе выпуска выдаётся в задании
на курсовое проектирование руководителем проекта и должно соответствовать реальным условиям работы предприятия на перспективу.
Темы курсового проекта
1.Разработка технологического процесса механической обработки детали колесо зубчатое с годовой программой 36.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
2.Разработка технологического процесса механической обработки детали вал с годовой программой 30.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
3. Разработка технологического процесса механической обработки детали вал с годовой программой 28.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
4. Разработка технологического процесса механической обработки детали фланец для крупносерийного производства с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
5. Разработка технологического процесса механической обработки детали полуось с годовой программой 26.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
6. Разработка технологического процесса механической обработки детали крышка с годовой программой 36.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
7. Разработка технологического процесса механической обработки детали вал-шестерня с годовой программой 24.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
8. Разработка технологического процесса механической обработки детали палец с годовой программой 36.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
9. Разработка технологического процесса механической обработки детали стакан с годовой программой 24.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
10. Разработка технологического процесса механической обработки детали втулка с годовой программой 32.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
11. Разработка технологического процесса механической обработки детали корпус с годовой программой 20.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
12. Разработка технологического процесса механической обработки детали вилка с годовой программой 36.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
13. Разработка технологического процесса механической обработки сверла спирального с годовой программой 12.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
14. Разработка технологического процесса механической обработки фрезы дисковой с годовой программой 18.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
15. Разработка технологического процесса механической обработки детали рычаг с годовой программой 32.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
16. Разработка технологического процесса механической обработки метчика машинного с годовой программой 36.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
17. Разработка технологического процесса механической обработки детали стойка с годовой программой 36.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
18. Разработка технологического процесса механической обработки фрезы червячной с годовой программой 30.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
19. Разработка технологического процесса механической обработки детали плита с годовой программой 26.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
20. Разработка технологического процесса механической обработки детали палец с годовой программой 36.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
21. Разработка технологического процесса механической обработки вал-шлицевой с годовой программой 26.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
22. Разработка технологического процесса механической обработки детали станина с годовой программой 16.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
23. Разработка технологического процесса механической обработки фрезы концевой с годовой программой 16.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
24. Разработка технологического процесса механической обработки детали гильза с годовой программой 36.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
25. Разработка технологического процесса механической обработки детали штуцер с годовой программой 36.000 штук с использованием CAD\CAM систем и разработкой управляющей программы для оборудования с ЧПУ.
ОБЪЕМ КУРСОВОГО ПРОЕКТА.
Курсовой проект включает в себя расчётно-пояснительную
записку объёмом 40-50 с. стандартного размера 210х297 мм (А4) и технологическую документацию (маршрутные и операционные карты), вид и количество которых определяются руководителем проекта.
Расчётно-пояснительная записка является основным документом курсового проекта.
При выполнении курсового проекта графические материалы выносятся на листы формата А1, количество и содержание которых определено техническим заданием на курсовое проектирование.
ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ КУРСОВОГО ПРОЕКТА.
Курсовой проект выполняется на компьютере в одном экземпляре, и оформляется только на лицевой стороне белой бумаги формата А4 (размером 210x297 мм).
Текст печатается в текстовом редакторе Мicrosoft Word for Windows версии не ниже 6.0.
Тип шрифта: Times New Roman. Для основного текста размер 14 п.т., обычный. Наименование разделов записываются в виде заголовков (симметрично тексту) прописными буквами размер 16 п.т., полужирный. Наименование подразделов записывают в виде заголовков (симметрично тексту) строчными буквами (кроме первой прописной), шрифт Times New Roman, размер 14.
Расстояние между наименованиями раздела и подраздела составляет двойной интервал. Расстояние от наименования подраздела до текста и от текста до наименования подраздела составляет полуторный интервал.
Переносы слов и фраз не допускаются.
Межсимвольный интервал: обычный. Межстрочный интервал: полуторный.
Размерные показатели: в одной строке должно быть 60-65 знаков (пробел считается за знак), на одной странице сплошного текста должно быть 29-31 строк. Текст должен быть отформатирован.
Требования к расположению текста:
- поля вокруг текста должны иметь размеры: верхнее - 20 мм, нижнее - 20 мм, левое - 30 мм, правое - 10 мм;
- абзацный отступ должен быть равен 5 знакам (или 1,25 см).
Текст курсовой работы нетехнических специальностей выполняется на листах формата А4 без рамки.
Расстояние от верхней или нижней строки текста пояснительной записки до верхней или нижней рамки листа должно быть не менее 10 мм. Расстояние от рамки формы до границ текста в начале и в конце строк должно быть не менее 3 мм.
При нумерации страниц курсовой работы (проекта) выполняются следующие требования:
- нумерация страниц производится, начиная с 3-й страницы - введения, на титульном листе и листе с содержанием - страницы не выставляются;
- номер страницы располагается в правом верхнем углу без точки в конце;
- нумерация страниц производится последовательно, включая введение,I и II главы, заключение, список использованной литературы;
- страницы приложений не нумеруются;
- в курсовых работах (проектах) приложения оформляются отдельно
шрифтом 14, междустрочным интервалом 1,5.
Содержание – это отображение структуры работы в виде списка, включающего: введение, названия глав, параграфов каждой главы, выводы поI и II главе, список использованной литературы, приложение.
ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ ТАБЛИЦ, СХЕМ, РИСУНКОВ, ДИАГРАММ И ГРАФИКОВ
При выполнении таблиц соблюдаются следующие требования:
- название таблицы помещают над таблицей слева, без абзацного отступа в одну строку с ее номером через тире;
- в конце заголовков и подзаголовков таблиц точки не ставятся;
- при переносе части таблицы название помещают только над первой частью таблицы, нижнюю горизонтальную черту, ограничивающую таблицу, не проводят;
- при заимствовании таблиц из какого-либо источника, после нее оформляется сноска на источник в соответствии с требованиями к оформлению сносок;
- таблицы, схемы и рисунки, занимающие страницу и более, помещают в приложение, а небольшие – на страницах работы;
- область диаграммы выводится с белым фоном (см. образец);
- схема, рисунок и диаграммы подписываются снизу по центру.
Образцы
Пример оформления таблицы
Таблица 1. – Возрастная структура производственного оборудования в промышленности России (в %)
| Год
| Все оборудование на конец года
| Из него в возрасте, лет
| Средний возраст, лет
|
| До 5
| 6-10
| 11-20
| Свыше 20
|
| 1980
1990 1995
1996
1997
1998
1999
2000
2002
| 100
100
100
100
100
100
100
100
100
| 35,5
29,4
10,1
7,2
5,2
5,4
4,1
4,7
5,7
| 28,7
28,3
29,8
27,5
24,1
20,1
15,2
10,6
7,6
| 25,1
27,3
36,9
39,5
42,2
44,2
45,8
46,5
45,1
| 10,7
15,0
23,2
25,8
29,0
31,6
34,8
38,2
41,6
| 9,5
10,8
14,3
15,2
16,1
17,0
17,9
18,7
19,4
|
Пример оформления диаграммы


Рисунок 1 - Динамика среднего балла
ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ УРАВНЕНИЙ И ФОРМУЛ
1. Уравнения и формулы выделяются из текста в отдельную строку.
2. Выше и ниже каждой формулы или уравнения должно быть оставлено не менее одной свободной строки.
3. Если уравнение не умещается в одну строку, то оно должно быть перенесено после знака равенства (=) или после знаков плюс (+), минус (-), умножения (x), деления (:), или других математических знаков, причем знак в начале следующей строки повторяют.
4. При переносе формулы на знаке, символизирующем операцию умножения, применяют знак (X).
5. Формулы и уравнения, помещаемые в приложениях, нумеруются отдельной нумерацией арабскими цифрами в пределах каждого приложения с добавлением перед каждой цифрой обозначения приложения, например, (5.1).
6. Ссылки в тексте на порядковые номера формул даются в круглых скобках, например, «в формуле (1)».
7. Пояснение значений символов и числовых коэффициентов следует приводить непосредственно под формулой в той же последовательности, в которой они даны в формуле.
ЗАЩИТА КУРСОВЫХ ПРОЕКТОВ.
5.1. Курсовое проектирование завершается защитой курсового проекта.
5.2. Защита является обязательной формой проверки качества курсового проекта, степени достижения цели и успешности решения задач проектирования.
5.3. Защита может производиться публично. На защите могут присутствовать студенты группы, заведующий отделением, председатель
ЦК, другие преподаватели, администрация техникума.
5.4. На защиту представляется курсовой проект с подписями студента и руководителя проектирования.
5.5. Защита состоит из доклада продолжительностью 5-7 минут, ответов на вопросы руководителя и присутствующих. Для иллюстрации доклада студентом могут быть использованы графические материалы проекта, специально подготовленные плакаты или слайды.
5.6. По результатам защиты курсовых проектов выставляется оценка («отлично», «хорошо», «удовлетворительно», «неудовлетворительно»).
5.7. Студенты, не предъявившие курсовой проект к защите до начала очередной, экзаменационной сессии или получившие при защите
неудовлетворительную оценку, считаются имеющими академическую задолженность.
ВВЕДЕНИЕ
Введение должно содержать:
1.Цель курсового проекта.
2.Задачи, решаемые при выполнении курсового проекта.
3. Краткие сведения о перспективах развития отрасли и предприятия, для которых ведётся проектирование технологического процесса. Даётся краткая характеристика состояния производственного процесса, формулируются технологические задачи и цель курсового проектирования. Объём введения - 1-2 с.
Технологический раздел
1.1 Описание конструкции детали
ЗАДАНИЕ:
Дать описание детали
Определить тип производства
Анализ технологичности
Каждая деталь должна изготовляться с минимальными трудовыми и материальными затратами. Эти затраты можно сократить в значительной степени от правильного выбора варианта технологического процесса, его оснащения, механизации и автоматизации, применения оптимальных режимов обработки и правильных подготовки производства. На трудоёмкость изготовления детали оказывают особое влияние на её конструкцию и технические требования на изготовления.
ЗАДАНИЕ:
Рассчитать массу заготовки
Рассчитать КИМ.
Рабочий чертеж заготовки
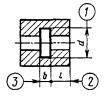
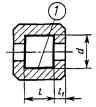
Для определения объема штампованной заготовки рекомендуется условно разбивать фигуру заготовки на отдельные простые элементы и проставить на них размеры с учетом плюсовых допусков.
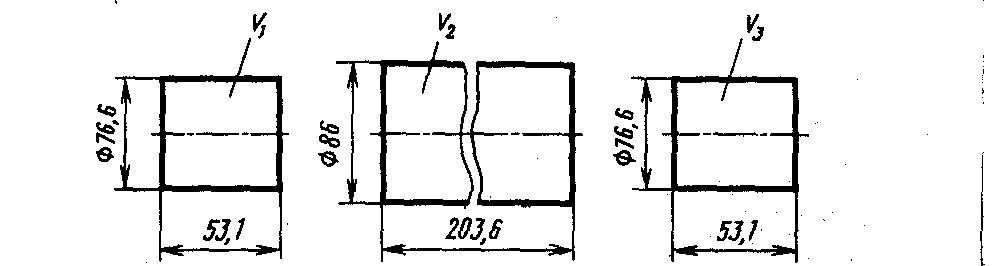
Элементы заготовки для определения объема
2V1=2(
V3 = 
Общий объем заготовки:
Vo = 2V1+V2 = 489,16 + 1182,073 = 1671,23 см3.
Масса штампованной заготовки:
Gз.ш .= r×V0 = 0,00785×1671,23 = 13,12 кг.,
Где r - плотность металла, r = 0,00785 кг/см3.
Данные по расчёту заготовок представить в таблицу 1.4
Таблица 1.4 – Данные пот расчёту заготовок
| Метод получения заготовки
| Масса детали, кг
| Масса заготовки, кг
| Коэффициент использования металла, 
|
| штамповка
| 1.38
| 1.6
| 0.8
|
| ковка
| 1.38
| 2.93
| 0.47
|
1.4.2 Определение себестоимости изготовления заготовок
Себестоимость изготовления штамповка КГШП определяется по формуле 1.19
 (1.19)
(1.19)
где  – 60000 рублей
– 60000 рублей
 =0.9
=0.9
 =0.84
=0.84
 =1.14
=1.14
 =1440 рублей
=1440 рублей
 =1
=1

Себестоимость изготовления поковкой формы определяется по формуле 1.20
(1.20)
Где: – 15430 рублей
 =0.9
=0.9
=0.84
=1.14
=1440 рублей
=1

Так как стоимость заготовки полученной штамповкой на КГШП меньше, чем стоимость поковкой, то выбираем получения заготовки штамповкой на КГШП.
1.4.3 Определение экономического эффекта
Экономический эффект Эз, руб., от выбранного способов получения заготовки вычисляется по формуле 1.21
Эз = (
где  ,
,  – стоимость сопоставленных заготовок, руб.;
– стоимость сопоставленных заготовок, руб.;
N- годовая программа, шт.;
N- 36000 штук.
1.4.4 ОПИСАТЬ МЕТОД ПОЛУЧЕНИЯ ЗАГОТОВКИ
Выбор баз
При выборе баз необходимо принимать поверхности, от которых дан размер на чертеже, определяющий положение обрабатываемой поверхности. Базы должны обеспечить отсутствие недопустимых деформаций детали, а также простоту приспособлений.
При выборе баз необходимо соблюдать принципы базирования:
- принцип шести точек;
- принцип совмещения баз;
- принцип постоянства.
ЗАДАНИЕ:
ПРИМЕРЫ ПОЛНОЙ И СОКРАЩЕННОЙ ЗАПИСИ СОДЕРЖАНИЯ ПЕРЕХОДОВ ОБРАБОТКИ РЕЗАНИЕМ
| Эскиз
| Запись перехода полная
| Эскиз
| Запись перехода сокращенная
|
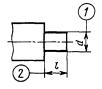
| Точить (шлифовать, притереть, полировать и т. п.) поверхность, выдерживая размеры 1 и 2
| 
| Точить (шлифовать, притереть, полировать и т. п.) поверхность 1
|
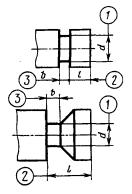
| Точить (шлифовать, довести, полировать и т. п.) канавку, выдерживая размеры 1-3
| 
| Точить (шлифовать, довести, полировать и т. п.) канавку 1
|
| Точить (шлифовать, полировать и т. п.) выточку, выдерживая размеры 1-4
| 
| Точить (шлифовать, полировать и т. п.) выточку 1
|
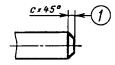
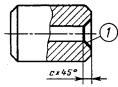
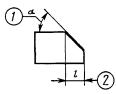
| Точить (шлифовать, полировать и т. п.) фаску, выдерживая размер 1
| 
| Точить (шлифовать, полировать и т. п.) фаску 1
|
| Точить (шлифовать, притереть и т. п.) конус, выдерживая размеры 1 и 2
| 
| Точить (шлифовать, притереть и т. п.) конус 1
|
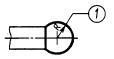
| Точить (шлифовать, полировать и т. п.) сферу, выдерживая размер 1
| 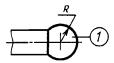
| Точить (шлифовать, полировать и т. п.) сферу 1
|
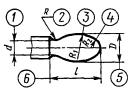
| Точить (шлифовать, полировать и т. п.) криволинейную поверхность, выдерживая размеры 1-6
| 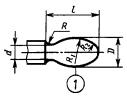
| Точить (шлифовать, полировать и т. п.) криволинейную поверхность 1
|

| Нарезать (фрезеровать, накатать, шлифовать и т. п.) резьбу, выдерживая размеры 1 и 2
| 
| Нарезать (фрезеровать, накатать и т. п.) резьбу 1
|
| Накатать рифление, выдерживая размеры 1 и 2
| 
| Накатать рифление 1
|
| Центровать торец, выдерживая размеры 1-4
| 
| Центровать торец 1
|
| Сверлить (зенкеровать, развернуть и т. п.) отверстие, выдерживая размеры 1 и 2
| 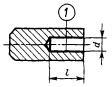
| Сверлить (зенкеровать, развернуть и т. п.) отверстие 1
|
| Сверлить (рассверлить, зенкеровать и т. п.) отверстие, выдерживая размеры 1 и 2
| 
| Сверлить (рассверлить, зенкеровать и т. п.) отверстие 1
|

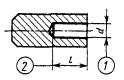
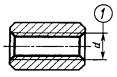
| Расточить (зенкеровать, шлифовать и т. п.) отверстие, выдерживая размеры 1 и 2
| 
| Расточить (зенкеровать, шлифовать и т. п.) отверстие 1
|

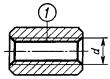
| Расточить (зенкеровать, развернуть и т. п.) коническое отверстие, выдерживая размеры 1-3
| 
| Расточить (зенкеровать, развернуть и т. п.) отверстие 1
|
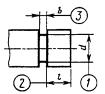
| Расточить канавку, выдерживая размеры 1-3
| 
| Расточить канавку 1
|
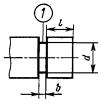
| Расточить (полировать, довести и т. п.) выточку, выдерживая размеры 1-3
| 
| Расточить (полировать, довести и т. п.) выточку 1
|
| Зенковать (шлифовать, полировать и т. п.) фаску, выдерживая размер 1
| 
| Зенковать (шлифовать, полировать и т. п.) фаску 1
|
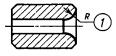
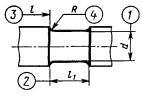
| Расточить (зенковать, шлифовать, полировать и т. п.) галтель, выдерживая размер 1
| 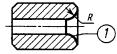
| Расточить (зенковать, шлифовать, полировать и т. п.) галтель 1
|

| Расточить (шлифовать, полировать и т. п.) сферу, выдерживая размер 1
| 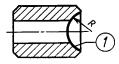
| Расточить (шлифовать, полировать и т. п.) сферу 1
|
| Нарезать (шлифовать, довести и т. п.) резьбу, выдерживая размер 1
| 
| Нарезать (шлифовать, довести и т. п.) резьбу 1
|

| Отрезать деталь (заготовку), выдерживая размер 1
| 
| Отрезать деталь (заготовку) 1
|

| Отрезать 2 заготовки, выдерживая размер 1
| 
| Отрезать 2 заготовки 1
|
| Врезаться в поверхность (надрезать деталь), выдерживая размеры 1-3
| 
| Врезаться в поверхность 1 (надрезать деталь по поверхности 1)
|

| Подрезать (шлифовать, полировать и т. п.) торец, выдерживая размер 1
| 
| Подрезать (шлифовать, полировать и т. п.) торец 1
|

| Подрезать (шлифовать, полировать и т. п.) торец буртика, выдерживая размер 1
| 
| Подрезать (шлифовать, полировать и т. п.) торец буртика 1
|
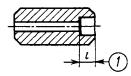
| Подрезать (шлифовать, полировать и т. п.) дно отверстия, выдерживая размер 1
| 
| Подрезать (шлифовать, полировать и т. п.) дно отверстия 1
|

| Фрезеровать (строгать, шлифовать и т. п.) поверхность, выдерживая размер 1
| 
| Фрезеровать (строгать, шлифовать и т. п.) поверхность 1
|
| Фрезеровать (строгать, шлифовать и т. п.) фаску, выдерживая размеры 1 и 2
|






