

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования...
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Интересное:
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
1. Перед установкой коленчатого вала, крышки коренных подшипников должны быть демонтированы из блока цилиндров. Сначала отпускаются стяжные болты, а затем в два приема болты крепления крышек.
2. Подобрать вкладыши коренных подшипников, исходя из диаметров коренных шеек вала и диаметра расточки под вкладыши в блоке цилиндров.
3. Проверить вкладыши, постели блока, установить последовательно верхние вкладыши коренных подшипников в постели блока цилиндров и нижние вкладыши коренных подшипников в крышки. При установке вкладышей необходимо совместить выступы вкладышей с пазами в постели блока и крышках соответственно.
4. Смазать вкладыши коренных подшипников моторным маслом согласно химмотологической карты на двигатель.
5. Установить коленчатый вал на двигатель.
НКП и ИТ 23.02.03.11732
15
Изм.
Лист
№ докум.
Подп.
Дата
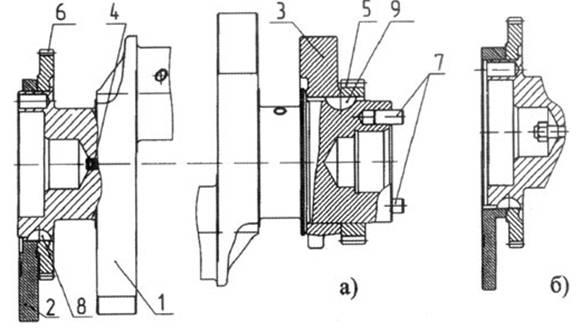
Рис. 2. Сборочный чертеж коленчатого вала 7408.1005008-10,
собранного на базе вала 740.13-1005020
Установить нижние и верхние полукольца упорного подшипника коленчатого вала в выточках на пятой опоре, таким образом, чтобы сторона с канавками прилегала к упорным торцам вала. После установки необходимо проверить наличие осевого зазора в упорном подшипнике.
6. Тщательно очистить и смазать моторным маслом резьбу в отверстиях блока и на болтах, избыток масла удалить.
8. Плотно и без перекосов установить крышки коренных опор по посадочным поверхностям. При установке крышек соблюдать совпадение порядкового номера крышки (выбитым на нижней поверхности) с порядковым номером опор по посадочным поверхностям. При установке крышек, соблюдать совпадение порядкового номера крышки (выбитым на нижней поверхности) с порядковым номером опор блока. Нумерация опор на блоке начинается от переднего торца блока (со стороны вентилятора).
|
|
Унифицированные размеры диаметров коренных и шатунных шеек коленчатых валов различного конструктивного исполнения, диаметры постелей в шатуне и блоке цилиндров позволяют применять вкладыши одного типоразмера при восстановлении двигателей ОАО «КАМАЗ» различной мощности и экологического класса. Особенности применения заключаются в технологии изготовления вкладышей, имеющейся в распоряжении различных производителей, в связи с чем, одновременная установка на двигатель вкладышей от различных производителей не рекомендуется, а для сопряженных вкладышей (устанавливаемых на одну шейку вала) недопустима.
НКП и ИТ 23.02.03.11732
16
Изм.
Лист
№ докум.
Подп.
Дата

Рис. 3. Сборка опорной шейки коленчатого вала
Ремонт коленчатых валов следует производить согласно ремонтной документации (ремонтных чертежей, карт дефектации, руководящих документов) разработанной НТЦ ОАО «КАМАЗ».
Основные моменты, касающиеся восстановления и ремонта коленчатых валов, на которые необходимо обратить внимание, следующие:
форма галтелей после перешлифовки шеек (переход от шейки вала к щеке выполненный в виде радиуса) должна быть плавной, кромки, подрезы, ступени и риски не допускаются;
ремонтопригодность шеек коленчатого вала определяется видом его упрочнения. Применяемость вкладышей, в зависимости от ремонтного размера шеек коленчатого вала. В комплекте с азотированным коленчатым валом с ремонтными размерами шеек (уменьшение диаметров на 0,25 мм) необходимо применять специальные вкладыши с увеличенной на 0,125 мм толщиной, освоенные на ОАО «ЗПС»;
при замене коленчатого вала с использованием противовесов, спрессованных с вала, вышедшего из строя, повторная балансировка не требуется, так как при изготовлении все детали двигателя (коленчатые валы, противовесы, маховики, шкивы) балансируются раздельно;
|
|
установка на двигатель противовесов и маховиков от двигателей других моделей не допускается;
правка коленчатого вала не допускается. Устранять прогиб коленчатого вала следует только перешлифовкой шеек в ремонтный размер;
сборку коленчатого вала с шестернями и противовесами по прессовой посадке следует
НКП и ИТ 23.02.03.11732
17
Изм.
Лист
№ докум.
Подп.
Дата
производить с нагревом последних в соответствии с требованиями сборочного чертежа на ремонтный коленчатый вал. Запрессовка не допускается;
вместе с коленчатым валом подлежат замене следующие сопряженные с ним детали: вкладыши коренной опоры и нижней головки шатуна, упорные полукольца.

Рис. 4. Коленчатый вал:
1 — противовес; 2 — шестерня привода масляного насоса;
3 — заглушка; 4 — шпонка; 5 — отверстия подвода масла к шатунным шейкам;
6 — отверстия подвода масла в коренных шейках.
Массовое производство автомобилей КамАЗ и их поступление в народное хозяйство, началось в 1976 году. На автомобиль КамАЗ устанавливается дизельный восьмицилиндровый четырехтактный двигатель с воспламенением от сжатия и V-образным расположением цилиндров, угол развала равен 90 градусов. Двигатель КамАЗ-7403.10 отличающийся высокой мощностью, надёжностью и повышенным ресурсом благодаря применению:
поршней, отлитых из высококремнистого алюминиевого сплава с чугунной упрочняющей вставкой под верхнее компрессионное кольцо и коллоидно-графитным приработочным покрытием юбки;
поршневых колец с хромовым и молибденовым покрытием боковых поверхностей;
азотированного или упрочнённого индукционной закалкой коленчатого вала;
трёхслойных тонкостенных сталебронзовых вкладышей коренных и шатунных подшипников;
закрытой системы охлаждения, заполняемой низкозамерзающей охлаждающей жидкостью, с автоматическим регулированием температурного режима, гидромуфтой привода вентилятора и термостатами;
высокоэффективных бумажных фильтрующих элементов для фильтрации масла, топлива и воздуха;
гильз цилиндров, объемно-закаленных и обработанных плосковершинным хонингованием;
|
|
НКП и ИТ 23.02.03.11732
18
Изм.
Лист
№ докум.
Подп.
Дата
Таблица 6. Моменты затяжки основных резьбовых соединений
| Наименование | Условия затяжки |
| Болты крепления 740.1005157-02 крышек коренных подшипников (вертикальные) коленчатого вала | Резьба на болтах должна быть смазана моторным маслом, избыток масла должен быть удален. Затяжку производить, от средней опоры к крайним начиная с правого ряда в 2 приема: - предварительно с крутящим моментом 95...120 Н-м (9,6...12 кгсּм); - окончательно крутящим моментом 275...295 Нм(28...30 кгсּм). |
| Стяжные болты 7482.1005158, 7482.1005159 крышек подшипников коленчатого вала | Резьба в отверстиях крышки и на болтах должна быть смазана моторным маслом, избыток масла должен быть удален. Затянуть с моментом 147...167 Нм (15...17 кгсּм). |
| Болты крепления маховика | Перед вворачиванием резьба должна быть смазана тонким слоем графитовой смазки. Затяжку производить последовательно в два приема (предварительно и окончательно), окончательно с крутящим моментом: 7406.1005127 - 245...264 Нּм (25...27 кгсּм). 740.1005127-11 - 167...186Нּм(17...19кгсּм). |
| Болты крепления полумуфты отбора мощности и гасителя 740.21-1005106-10 или 740.1005106 | Непосредственно перед сборкой нанести на 3-4 нитки резьбы болта герметик «Стопор-6» по ТУ 2257-003-25669359-98 или Унигерм 6 по ТУ 6-01-1285-84 с полным заполнением профиля резьбы методом окунания или кисточкой. Поверхность резьбы при этом должна быть чистой, без следов масла и коррозии. Затянуть моментом 98...117,6Нּм (10...12 кгсּм). |
| Болт крепления крышки шатуна 740.1004062-11 | Затяжку производить в 2 приема: - предварительно с начальным крутящим моментом 76,5...80,4 Нּм (7,8...8,2 кгсּм); - окончательно, контролируя 2 параметра, угол поворота гайки, равный 50º±5° от положения после предварительной затяжки и величину момента 108...180 Нּм(11... 18,3 кгсּм). При этом, контроль угла поворота гайки является определяющим. Допускается затяжка с крутящим моментом — 127,5... 137,3 Нּм (13... 14 кгсּм). |
| Болты крепления передней крышки блока цилиндров: M10xl,25-6gxl20 M12xl,25-6gxl20 | 49...60,8 Нּм (5...6,2 кгсּм) 88,1...108 Нּм (9...11 кгсּм) |
| Болты крепления головок цилиндров Ml 6 | Перед вворачиванием резьба болтов должна быть смазана тонким слоем графитовой смазки. Болты затягивать в три приема: - 1 - прием 39...49 Нּм (4...5 кгсּм) - 2 - прием 98... 127 Нּм (10... 13 кгсּм) - 3 -прием 186...206 Нּм (19...21 кгсּм) |
| Болты крышек головок цилиндров М8 | 12,7...17,6 Нּм (1,3...1,8 кгсּм) |
|
|
НКП и ИТ 23.02.03.11732
19
Изм.
Лист
№ докум.
Подп.
Дата
Продолжение таблицы 6.
| Болты крепления картера маховика: М12 М10 | Затягивать в два приема: - 1-прием 50...70 Нּм (5...7 кгсּм) - 2-прием 88... 108 Нּм (9... 11 кгсּм) - 1-прием 20...30Нּм (2...3 кгсּм) - 2-прием 43,1...54,9 Нּм (4,4...5,6 кгсּм) |
| Болты крепления оси ведущей шестерни привода распредвала М10 | Затягивать в два приема, окончательно с моментом — 49...61 Нּм (5...6,2 кгсּм) |
| Болты крепления масляного картера М8 | 8... 17,8 Нּм (0,8... 1,8 кгсּм) |
| Болты крепления выпускных коллекторов М10 | Затягивать в два приема, окончательно с моментом — 43...55 Нּм (4,4...5,6 кгсּм) |
| Болты крепления корпусов компрессоров М6 | 4,9...7,8 Нּм (0,5...0,8 кгсּм) |
| Болты крепления корпуса турбины М8 | 23,5...29,4 Нּм (2,4...3 кгсּм) |
| Болты крепления трубопровода подвода масла к турбокомпрессору М14 | 49...68 Нּм (5... 7 кгсּм) |
| Болты крепления топливопровода низкого давления: М14 М12 М10 | Затягивать с моментом 39,2...49 Нּм (4...5 кгсּм) 34,3...49Нּм (3,5...5 кгсּм) 19,6...24,5 Нּм (2...2,5 кгсּм) |
| Болты крепления масляного насоса М10 | 49...60,8 Нּм (5...6,2 кгсּм) |
| Гайки крепления стоек коромысел М10 | 41...53 Нּм (4,2...5,4 кгсּм) |
| Гайки скобы крепления форсунки М10 | 31...39 Нּм (3,2...4,0 кгсּм) |
| Гайки крепления турбокомпрессоров М10 | 44...56 Нּм (4,4...5,6 кгсּм) |
| Гайки топливопроводов высокого давления | 24,5...44,1 Нּм (2,5...4,5 кгсּм) |
| Гайки регулировочного винта коромысла Ml0 | 33...41 Нּм (3,4...4,2 кгсּм) |
| Пробки колпаков масляного фильтра | 10,78...24,5 Нּм (1,1...2,5 кгсּм) |
| Гайки колпаков масляного фильтра | 49...58,8 Нּм (5...6 кгсּм) |
| Сливная пробка картера масляного | 40...58,8 Нּм (4...6 кгсּм) |
НКП и ИТ 23.02.03.11732
20
Изм.
Лист
№ докум.
Подп.
Дата
|
|
|

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!