
 Канавки для выхода шлифовального круга при Канавки для выхода шлифовального наружном и внутреннем шлифовании по цилиндру круга при торцевом шлифовании
Канавки для выхода шлифовального круга при Канавки для выхода шлифовального наружном и внутреннем шлифовании по цилиндру круга при торцевом шлифовании
 Канавки для выхода шлифовального круга при наружном шлифовании по цилиндру и торцу
Канавки для выхода шлифовального круга при наружном шлифовании по цилиндру и торцу
| b
для исполнения
| Наружное шлифование
| Внутреннее шлифование
|
h
|
r
|
r 1
|
d
| |
| 1 и 2
| 3
| d 1
| d 2
| |
| 1
1,6
2
3
5
8
10
| -
-
-
1,5
2,25
2,8
5,0
| d -0,3
| d +0,3
| 0,2
| 0,3
| 0,2
|
<=10
| |
|
0,5
|
0,3
| |
| d -0,5
| d +0,5
| 0,3
| |
| 1,0
0,5
1,6
2,0
1,0
3,0
|
0,5
|
10…50
| |
|
d -1,0
|
d +1,0
|
0,5
| |
| 1,0
| >100
| |
Размеры канавок для выхода шлифовального круга при наружном шлифовании по цилиндру и торцу
(исполнение 4), мм
| h
| d 1
| h 1
| b 1
| c
| r2
|
| 1,1
2,2
4,3
6,4
| d-0,2
d-0,4
d-0,6
d-0,8
| 0,1
0,2
0,3
0,4
| 0,5
1,0
1,5
2,3
| 0,8
1,5
3,3
5,0
| 0,2
0,4
0,6
1,0
|
Канавки для выхода шлифовального круга при плоском шлифовании

 При плоском шлифовании сечение канавки определяется размерами:
При плоском шлифовании сечение канавки определяется размерами:
b 1× h 1 = 2×1,6; 3×2,0; 5×3,0мм.
Радиусы скруглений r 2 соответственно равны: 0,5; 1,0 и 1,6мм.
При шлифовании на одной детали нескольких различных поверхностей следует применять канавки одного типоразмера.
Размеры канавок могут отличаться от стандартных, если это определено условиями прочности или конструктивными особенностями изделия.
Канавки для выхода долбяков ГОСТ 14775-81
Приложение 9
Канавки для выхода зубонарезных долбяков у деталей наружного внутреннего зацепления с прямыми зубьями по ГОСТ 13754-81, ГОСТ 13755-81 и ГОСТ 6033-80 устанавливаются двух исполнений профиля: 1- прямоугольный; 2- трапецеидальный.
Для деталей зубчатых (шлицевых) эвольвентных ГОСТ6033-80 в отверстиях размер а1
уменьшается вдвое, а на валах
а- на
1 /3.




|
Модуль
| b наим. (при прямых зубьях)
| а = а 1
наим.
| r
|
| Исполнение 1
| Исполнение 2
|
| 1
|
| -
| 3
|
|
| 1,25-1,5
|
| -
| 4
|
|
| 1,75-2
| 5
| -
| 5
| 0,5
|
| 2,25
|
| 10
| 6
|
|
| 2,5
|
|
| 6,5
| 0,5
|
| 2,75-3
|
|
| 7,5
| 0,5
|
| 3,25
| 6
| 10
| 9
| 1,0
|
| 3,5-4
|
|
| 10,5
| 1,0
|
| 4,25-4,5
| 7
| 10
| 12
| 1,0
|
| 5
|
|
| 13
|
|
| 5,5
|
|
| 15
|
|
| 6
| 8
| 10
| 16
| 1,0
|
| 6,5
|
|
| 18
|
|
Приложение 10
 Нормальные конусности ГОСТ 8593-81 и уклоны
Нормальные конусности ГОСТ 8593-81 и уклоны
| Конусность К и уклон
| Угол конуса 2a
| Угол уклона a
|
| 1:30
| 1о 54' 35″
| 0о 54' 17″
|
| 1:20
| 2о 51' 51″
| 1о 25' 56″
|
| 1:15
| 3о 49' 6″
| 1о 54' 33″
|
| 1:12
| 4о 46' 19″
| 2о 23' 9″
|
| 1:10
| 5о 43' 29″
| 2о 51' 45″
|
| 1:8
| 7о 9' 10″
| 3о 34' 35″
|
| 1:7
| 8о 10' 16″
| 4о 5' 8″
|
| 1:5
| 11о 25'16″
| 5о 42' 38″
|
| 1:3
| 18о 55' 29″
| 9о 27' 44″
|
| 1:1,866
| 30о
| 15о
|
| 1:1,207
| 45о
| 22о 30'
|
Гнезда под головки крепежных изделий
Приложение 11
|
Номинальный диаметр винта d
| |
Тип 1

Тип 2

| Тип 3

| Тип 4

| | D
| h
| D
| h
| D
| D
|
| 5
| 10
| 4,5
| -
| -
| 10,5
| 10
|
| 6
| 12
| 5
| 12
| 7
| 12,5
| 12
|
| 8
| 14
| 6
| 14
| 9
| 17
| 16
|
| 10
| 18
| 7
| 18
| 11
| 21
| 19
|
| 12
| 20
| 8
| 20
| 13
| 25
| 24
|
| 14
| 24
| 9
| 24
| 15
| 28
| 26
|
| 16
| 26
| 10
| 26
| 17
| 30
| 29
|
| 18
| 30
| 12
| -
| -
| 35
| 34
|
| 20
| 34
| 13
| 34
| 22
| 40
| 38
|

 Шпонки призматические ГОСТ 23360-78
Шпонки призматические ГОСТ 23360-78
Приложение12
|
Диаметр вала,
d
| Сечение шпонки b ´ h
| Глубина шпоночного
паза
| Длина шпонки, A
|
| вал t 1
| втулка t 2
| от
| до
| ряд длин
|
| Св.10 до 12
| 4 ´ 4
5 ´ 5
6 ´ 6
8 ´ 7
10 ´ 8
12 ´ 8
14 ´ 9
16 ´ 10
18 ´ 11
20 ´ 12
| 2,5
| 1,8
| 8
| 45
| 6, 8, 10, 12,
14, 16, 18, 20,
22, 25, 28, 32,
36, 40, 45, 50,
56, 63, 70, 80,
90, 100, 110,
125, 140, 160,
180, 200, 220…
|
| 12…17
| 3,0
| 2,3
| 10
| 56
|
| 17…22
| 3,5
| 2,8
| 14
| 70
|
| 22…30
| 4,0
| 3,3
| 18
| 90
|
| 30…38
| 5,0
| 3,3
| 22
| 110
|
| 38…44
| 5,0
| 3,3
| 28
| 140
|
| 44…50
| 5,0
| 3,3
| 36
| 160
|
| 50…58
| 6,0
| 4,3
| 45
| 180
|
| 58…65
| 7,0
| 4,4
| 50
| 200
|
| 65…75
| 7,5
| 4,9
| 56
| 220
|
 Шпонки сегментные ГОСТ 24071-80
Шпонки сегментные ГОСТ 24071-80
Приложение 13
| Диаметр вала, D
|
Размеры шпонки
b ´ h ´ d
| Глубина шпоночного паза
|
| Назначение шпонки
|
| передача крутящих моментов
| фиксация элементов
| вал t 1
| втулка t 2
|
| Св. 6 до 7
| Св. 8 до 10
| 2 ´ 3,7 ´ 10
2,5 ´ 3,7 ´ 10
3 ´ 5 ´ 13
3 ´ 6,5 ´ 16
4 ´ 6,5 ´ 16
4 ´ 7,5 ´ 19
5 ´ 6,5 ´ 16
5 ´ 7,5 ´ 19
5 ´ 9 ´ 22
6 ´ 9 ´ 22
| 2,9
| 1,0
|
| 7…8
| 10…12
| 2,7
| 1,2
|
| 8…10
| 12…15
| 3,8
| 1,4
|
| 10…12
| 15…18
| 5,3
| 1,4
|
| 12…14
| 18…20
| 5,0
| 1,8
|
| 14…16
| 20…22
| 6,0
| 1,8
|
| 16…18
| 22…25
| 4,5
| 2,3
|
| 18…20
| 25…28
| 5,5
| 2,3
|
| 20…22
| 28…32
| 7,0
| 2,3
|
| 22…25
| 32…36
| 6,5
| 2,8
|
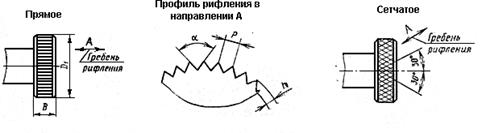
Рифления
Приложение 14
Рифления предотвращают проскальзывания пальцев руки при завинчивании детали. На чертеже указывают, согласно ГОСТ 21474-75, тип рифления (прямое или сетчатое) и его шаг P. Угол рифления, отличный от 450, указывается на изображении. Шаг зависит от ширины и диаметра накатываемой поверхности и (для сетчатого рифления) материала детали.
1. Форма и основные размеры рифлений должны соответствовать указанным на чертеже.
2. Фаска - по ГОСТ 10948-64 (см. приложение 3).
3. Шаги рифлений P следует выбирать из рядов: прямых - 0,5; 0,6; 0,8; 1,0; 1,2; 1,6;
сетчатых - 0,5; 0,6; 0,8; 1,0; 1,2; 1,6; 2,0.
Пример условного обозначения:
прямого рифления с шагом P =0,8 мм: сетчатого рифления с шагом P =1,0 мм:
Рифление прямое 0,8 ГОСТ 21474-75 Рифление сетчатое 1,0 ГОСТ 21474-75

4.  Высота рифления h: для стали 0,25 0,7 P;
Высота рифления h: для стали 0,25 0,7 P;
 для цветных металлов и сплавов 0,25 0,5P.
для цветных металлов и сплавов 0,25 0,5P.
5. α =70° для рифлений по стали, α =90° для цветных металлов и сплавов.
6. Зависимость шага P от диаметра и ширины накатываемой поверхности указана в табл. П1 и П2.
Таблица П1. Рифления прямые для всех материалов
|
Ширина накатываемой поверхности, B
| Диаметр накатываемой поверхности, D 1
|
| до 8
| св.8 до 16
| св.16 до 32
| св.32до 63
| св.63 до 125
| св.125
|
| Шаг рифлений, P
|
| До 4
| 0,5
| 0,5
| 0,6
| 0,6
| 0,8
| 1,0
|
| св.8 до 16
|
| 0,8
| 0,8
|
| св.16 до 32
| 1,0
| 1,0
| 1,2
|
| св.32
| 1,2
| 1,6
|
Таблица П2. Рифления сетчатые
|
Материал заготовки
|
Ширина накатываемой поверхности, B
| Диаметр накатываемой поверхности, D 1
|
| до 8
| св.8 до 16
| св.16 до 32
| св.32 до 63
| св.63 до 125
| св.125
|
| Шаг рифлений, P
|
| Цветные металлы и сплавы
| До 8
| 0,5
| 0,6
| 0,6
| 0,6
| 0,8
| -
|
| св.16 до 32
|
| 1,0
| 1,0
| -
|
| св.32
| 1,2
| 1,6
|
|
Сталь
| До 8
| 0,8
| 0,8
| -
|
| Св.8 до 16
| 0,8
| 1,0
| 1,0
| 1,0
| -
|
| св.16 до 32
| 1,2
| 1,2
| -
|
| " 32
| 1,6
| 2,0
|
Приложение 15

 Основные размеры зубчатых (шлицевых) соединений прямобочного профиля ГОСТ 1139–80
Основные размеры зубчатых (шлицевых) соединений прямобочного профиля ГОСТ 1139–80
Соединение лёгкой
Серии
Соединение средней
Серии
|
Соединение тяжелой серии
| |
z × d × D
|
b
|
z × d × D
|
b
|
z × d × D
|
b
|
|
6 × 23 × 26
|
6
|
6 × 11 × 14
|
3
|
10 × 16 × 20
|
2,5
|
| 6 × 26 × 30
| 6
| 6 × 13 × 16
| 3,5
| 10 × 18 × 23
| 3
|
| 6 × 28 × 32
| 6
| 6 × 16 × 20
| 4
| 10 × 21 × 26
| 3
|
| 8 × 32 × 36
| 6
| 6 × 18 × 22
| 5
| 10 × 23 × 29
| 4
|
| 8 × 36 × 40
| 7
| 6 × 21 × 25
| 5
| 10 × 26 × 32
| 4
|
| 8 × 43 × 46
| 8
| 6 × 23 × 28
| 6
| 10 × 28 × 35
| 4
|
| 8 × 46 × 50
| 9
| 6 × 26 × 32
| 6
| 10 × 32 × 40
| 5
|
| 8 × 52 × 58
| 10
| 6 × 28 × 34
| 7
| 10 × 36 × 45
| 5
|
| 8 × 56 × 62
| 10
| 8 × 32 × 38
| 6
| 10 × 42 × 52
| 6
|
| 8 × 62 × 68
| 12
| 8 × 36 × 42
| 7
| 10 × 46 × 56
| 7
|
| 10 × 72 × 78
| 12
| 8 × 42 × 48
| 8
| 16 × 52 × 60
| 5
|
| 10 × 82 × 88
| 12
| 8 × 46 × 54
| 9
| 16 × 56 × 65
| 5
|
| 10 × 92 × 98
| 14
| 8 × 52 × 60
| 10
| 16 × 62 × 75
| 6
|
| 10 × 102 × 108
| 16
| 8 × 56 × 65
| 10
| 16 × 72 × 82
| 7
|
| 10 × 112 × 120
| 18
| 8 × 62 × 72
| 12
| 20 × 82 × 92
| 6
|
Примечание. Обозначение «D-6×21×25 ГОСТ 1139-80» означает, что центрирование- по наружному диаметру, число зубьев z =6, внутренний диаметр D=21, наружный диаметр D=25, профиль зубьев прямобочный.
То же соединение с центрированием по внутреннему диаметру: d-6×21×25. То же соединение с центрированием по боковым сторонам зубьев: b-6×21×25. Например: d – 8 × 36 × 40 × 7.
 Приложение 16
Приложение 16


 Соединения шлицевые эвольвентные ГОСТ 6033–80
Соединения шлицевые эвольвентные ГОСТ 6033–80
| Номинальный диаметр, D
| Модуль, m
|
| Ряд 1
| 0,5
| –
| 0,8
| –
| 1,25
| –
| 2
| –
| 3
| –
| –
| 5
| –
|
| Ряд 2
| –
| 0,6
| –
| 1
| –
| 1,5
| –
| 2,5
| –
| 3,5
| 4
| –
| 6
|
| Ряд 1
| Ряд 2
| Число зубьев, z
|
|
10
|
–
|
|
18
|
15
|
11
|
8
|
6
|
|
|
|
|
|
|
|
|
| 12
| –
| 22
| 18
| 13
| 10
| 8
| 6
|
|
|
|
|
|
|
|
| –
| 14
| 26
| 22
| 16
| 12
| 10
| 8
|
|
|
|
|
|
|
|
| 15
| –
| 28
| 23
| 17
| 13
| 10
| 8
| 6
|
|
|
|
|
|
|
| –
| 16
| 30
| 25
| 18
| 14
| 11
| 9
| 6
|
|
|
|
|
|
|
| 17
| –
| 32
| 27
| 20
| 15
| 12
| 10
| 7
|
|
|
|
|
|
|
| –
| 18
| 34
| 28
| 21
| 16
| 13
| 10
| 7
|
|
|
|
|
|
|
| 20
| –
| 38
| 32
| 23
| 18
| 14
| 12
| 8
| 6
|
|
|
|
|
|
| –
| 22
| 42
| 35
| 26
| 20
| 16
| 13
| 9
| 7
| 6
|
|
|
|
|
| 25
| –
| 48
| 40
| 30
| 24
| 18
| 15
| 10
| 8
| 7
|
|
|
|
|
| –
| 28
| 54
| 45
| 34
| 26
| 21
| 17
| 12
| 10
| 8
|
|
|
|
|
| 30
| –
| –
| 48
| 36
| 28
| 22
| 18
| 13
| 10
| 8
|
|
|
|
|
| –
| 32
| –
| 52
| 38
| 30
| 24
| 20
| 14
| 11
| 9
| –
| 6
|
|
|
| 35
| –
| –
| 57
| 42
| 34
| 26
| 22
| 16
| 12
| 10
| –
| 7
|
|
|
| –
| 38
| –
| 62
| 46
| 36
| 29
| 24
| 18
| 14
| 11
| –
| 8
|
|
|
| 40
| –
| –
| 64
| 48
| 38
| 30
| 25
| 18
| 14
| 12
| –
| 8
| 6
|
|
| –
| 42
| –
| 68
| 51
| 40
| 32
| 26
| 20
| 15
| 12
| –
| 9
| 7
|
|
| 45
| –
| –
| 74
| 55
| 44
| 34
| 28
| 21
| 16
| 13
| 12
| 10
| 7
|
|
| –
| 48
| –
| 78
| 58
| 46
| 37
| 30
| 22
| 18
| 14
| 12
| 10
| 8
| 6
|
| 50
| –
| –
| –
| 60
| 48
| 38
| 32
| 24
| 18
| 15
| 12
| 11
| 8
| 7
|
| –
| 52
| –
| –
| 64
| 50
| 40
| 33
| 24
| 19
| 16
| 12
| 11
| 9
| 7
|
| 55
| –
| –
| –
| 66
| 54
| 42
| 35
| 26
| 20
| 17
| 14
| 12
| 9
| 8
|
| –
| 58
| –
| –
| 70
| 56
| 45
| 37
| 28
| 22
| 18
| 14
| 13
| 10
| 8
|
| 60
| –
| –
| –
| 74
| 58
| 46
| 38
| 28
| 22
| 18
| 16
| 13
| 10
| 8
|
При выборе номинальных диаметров и модулей ряд 1 следует предпочесть ряду 2. Модуль
3, 5 по возможности не применять.