Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
Топ:
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Интересное:
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Умение быстро и правильно создать эскиз любой детали столь же необходимо, как и умение качественно выполнить чертеж. В учебных целях лучше выполнять эскизы на бумаге в клетку карандашом марки ТМ (HB) или М (B), так как на клетчатой бумаге удобнее проводить линии, наносить штриховку и соблюдать проекционную связь между изображениями.
Эскизы деталей выполняются студентами от руки без применения чертежных инструментов, но с обязательным соблюдением приблизительной пропорциональности отдельных частей детали. Каждый эскиз выполняется на отдельном листе стандартного формата, на котором наносится рамка рабочего поля и основная надпись.
Последовательность выполнения эскизов:
1. Определить назначение детали, ее наименование, возможное положение при обработке, материал, из которого она изготовлена.
2. Определить форму отдельных частей детали, мысленно разделив ее на элементы.
3. Правильно определить количество изображений, необходимых и достаточных для выявления формы всех элементов детали.
4. Выполнить необходимые разрезы, сечения и выносные элементы.
5. Нанести штриховку в разрезах и сечениях.
6. Нанести размерные линии, необходимые для изготовления детали.
7. Сделать обмер детали и нанести размерные числа и знаки шероховатостей поверхностей.
8. Написать технические требования.
9. По эскизу выполнить чертеж на листе ватмана или в электронном виде.
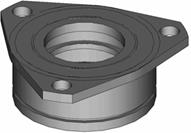
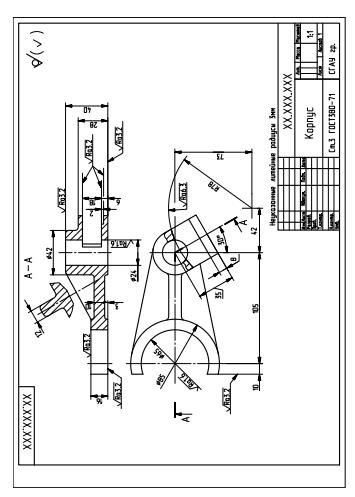
ЧЕРТЕЖИ ДЕТАЛЕЙ МАШИН
На иллюстрациях представлены типовые детали:
 корпус (рис. 33),
корпус (рис. 33),
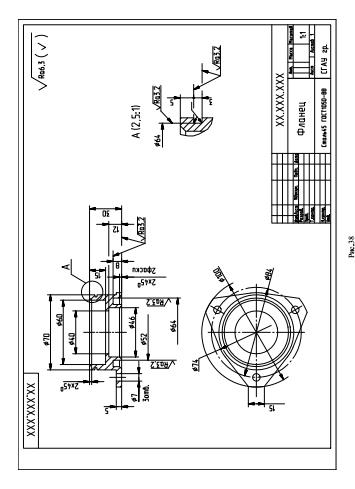
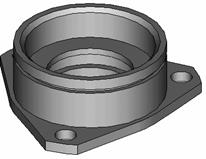 фланец (2 вида) (рис. 34),
фланец (2 вида) (рис. 34),
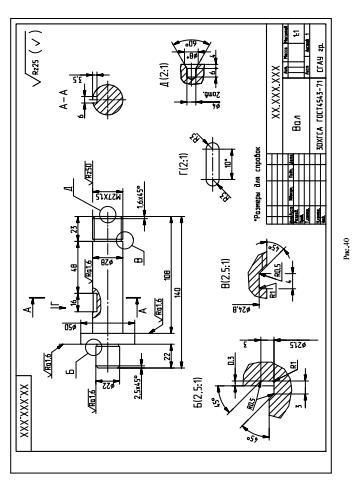
блок зубчатых колес (2 вида) (рис.35),
Рис. 34
 | 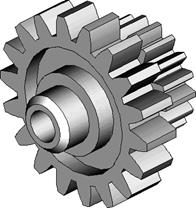 | ||
Рис. 35
 вал (рис. 36)
вал (рис. 36)
|
|
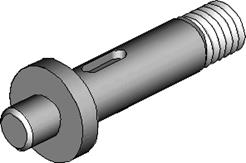 Рис. 36
Рис. 36

Приложения
Нормальные линейные размеры
Приложение 1
| Ряд | Размеры |
| Первый ряд | 1,0; 1,6; 2,5; 4,0; 6,3; 10,0; 16; 25; 40; 63; 100; 160; 250…. |
| Второй ряд | 1,2; 2,0; 3,2; 5,0; 8,0; 12; 20; 32; 50; 80; 125; 200; 320….. |
| Третий ряд | 1,1; 1,4; 1,8; 2,2; 2,8; 3,6; 4,5; 5,6; 7,1; 9,0; 11; 14; 18; 22; 28; 36; 45; 65; 71; 90; 110; 140; 180; 220…. |
| Четвёртый ряд | 1,05; 1,15; 1,3; 1,7; 1,9; 2,1; 2,4; 2,6; 3,0; 3,4; 3,8; 4,2; 4,8; 5,3; 6,0; 6,7; 7,5; 8,5; 9,5; 10,5; 11,5; 13; 15; 17; 19; 21; 24; 26; 30; 34; 38; 42; 48; 53; 60; 67; 75; 85; 95 … |
Приложение 2
Нормальные диаметры общего назначения ГОСТ 6636-69
| 0,5 | 3 | 11 | 21 | 35 | 52 | 78 | 105 | 155 | 210 | 310 | 410 |
| 0,8 | 3,5 | 12 | 22 | 36 | 55 | 80 | 110 | 160 | 220 | 320 | 420 |
| 1 | 4 | 13 | 23 | 38 | 58 | 82 | 115 | 165 | 230 | 330 | 430 |
| 1,2 | 4,5 | 14 | 24 | 40 | 60 | 85 | 120 | 170 | 240 | 340 | 440 |
| 1,5 | 5 | 15 | 25 | 42 | 62 | 88 | 125 | 175 | 250 | 350 | 450 |
| 1,8 | 6 | 16 | 26 | 44 | 65 | 90 | 130 | 180 | 260 | 360 | 460 |
| 2 | 7 | 17 | 28 | 45 | 68 | 92 | 135 | 185 | 270 | 370 | 470 |
| 2,2 | 8 | 18 | 30 | 46 | 70 | 95 | 140 | 190 | 280 | 380 | 480 |
| 2,5 | 9 | 19 | 32 | 48 | 72 | 98 | 145 | 195 | 290 | 390 | 490 |
| 2,8 | 10 | 20 | 34 | 50 | 75 | 100 | 150 | 200 | 300 | 400 | 500 |
Примечание. Рекомендуется применять в первую очередь диаметры, оканчивающиеся на 0, во вторую - на 5, а в третью – на 2 и 8.
Нормальные размеры фасок ГОСТ 10948-64
Приложение 3
| Угол фаски | Размеры фасок | ||||||||||||||||||
| 450 и 600 | 0,5 | 0,7 | 0,8 | 1 | 1,2 | 1,5 | 1,8 | 2 | 2,5 | 3,5 | 4 | 4,5 | 5 | 6 | 7 | 8 | 9 | 10 | 15 |
| 300 | - | - | - | 1 | - | - | - | 2 | 2,5 | 3 | 4 | - | 5 | 6 | 7 | 8 | 9 | 10 | 15 |
Примечание. Для неподвижных посадок следует принимать фаски: на конце вала 300,
в отверстии втулки 450.
Радиусы скруглений (ГОСТ 10948-64)
Приложение 4
| 1-й ряд | 0,2 | 0,4 | 0,6 | 1 | 1,6 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 63 | 100 | 160 | 250 |
| 2-й ряд | 0,3 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 32 | 50 | 60 | 80 | 125 | 200 |
Примечание. При выборе радиусов скруглений 1-й ряд предпочитается 2-му.
Приложение 5
Диаметры и шаги метрической резьбы
ГОСТ 8724-81
| Диаметр d резьбы для ряда | Шаг P | |||
| 1 ряд | 2 ряд | 3 ряд | крупный | мелкий |
| 3 | - | - | 0,5 | |
| 4 | - | - | 0,7 | |
| 5 | - | - | 0,8 | |
| 6 | - | - | 1 | 0,75; 0,5 |
| 8 | - | 9 | 1,25 | 1; 0,75; 0,5 |
| 10 | - | 11 | 1,5 | 1,25; 1; 0,75; 0,5 |
| 12 | - | - | 1,75 | 1,5; 1,25; 1; 0,75; 0,5 |
| - | 14 | 15 | 2 | 1.5; 1,25; 1; 0,75; 0,5 |
| 16 | - | 17 | 2 | 1,5; 1; 0,75; 0,5 |
| - | 18 | - | 2,5 | 2; 1,5; 1; 0,75; 0,5 |
| 20 | - | - | 2,5 | 2; 1,5; 1; 0,75; 0,5 |
| - | 22 | - | 2,5 | 2; 1,5; 1; 0,75; 0,5 |
| 24 | - | 25 | 3 | 2; 1,5; 1; 0,75 |
| - | - | 26 | - | 2; 1,5; 1 |
| - | 27 | 28 | 3 | 2; 1,5; 1; 0,75 |
| 30 | - | 32 | 3,5 | 3; 2; 1,5; 1; 0,75 |
| - | 33 | 35 | 3,5 | 3; 2; 1,5; 1; 0,75 |
| 36 | - | 38 | 4 | 3; 2; 1,5; 1 |
| - | 39 | 40 | 4 | 3; 2; 1,5; 1 |
| 42 | - | - | 4,5 | 4; 3; 2; 1,5; 1 |
| - | 45 | - | 4,5 | 4; 3; 2; 1,5; 1 |
| 48 | - | 50 | 5 | 4; 3; 2; 1,5; 1 |
| - | 52 | 55 | 5 | 4; 3; 2; 1,5; 1 |
| 56 | - | 58 | 5,5 | 4; 3; 2; 1,5; 1 |
| - | 60 | 62 | 5,5 | 4; 3; 2; 1,5; 1 |
| 64 | - | 65 | 6 | 4; 3; 2; 1,5; 1 |
| - | 68 | 70 | 6 | 4; 3; 2; 1.5; 1 |
| 72 | - | 75 | - | 6; 4; 3; 2; 1,5; 1 |
| - | 76 | 73 | - | 6; 4; 3; 2; 1,5; 1 |
| 80 | - | 82 | - | 6; 4; 3; 2; 1,5; 1 |
| - | 85 | - | - | 6; 4; 3; 2; 1,5 |
| 90 | - | - | - | 6; 4; 3; 2; 1,5 |
| - | 95 | - | - | 6; 4; 3; 2; 1,5 |
| 100 | - | - | - | 6; 4; 3; 2; 1,5 |
Приложение 6
|
|
 Проточки для выхода метрической резьбы ГОСТ 10549-80
Проточки для выхода метрической резьбы ГОСТ 10549-80
| Наружная резьба | Внутренняя резьба | ||||||||||||||||
|
|
|
|
| ||||||||||||||
|
| |||||||||||||||||
|
Шаг резьбы | Тип 1 | Тип 2 |
d f |
|
Шаг резьбы |
| Тип 1 | Тип 2 |
d f | ||||||||
| f | R | R1 | f | R2 | f | R | R1 | f | R2 | ||||||||
| 0,5 | 1,6 | 0,5 | 0,3 | - | - | d -0,8 | 0,5 | 2,0 | 0,5 | 0,3 | - | - | d +0,3 | ||||
| 0,7 | 2,0 | 0,5 | 0,3 | - | - | d -1,0 | 0,75 | 3,0 | 1,0 | 0,5 | - | - | d +0,4 | ||||
| 0,75 | 2,0 | 0,5 | 0,3 | - | - | d -1,2 | 1 | 4,0 | 1,0 | 0,5 | 3,6 | 2,0 | d +0,5 | ||||
| 0,8 | 3,0 | 1,0 | 0,5 | - | - | d -1,2 | 1,25 | 5,0 | 1,6 | 0,5 | 4,5 | 2,5 | d +0,5 | ||||
| 1 | 3,0 | 1,0 | 0,5 | 3,6 | 2,0 | d -1,5 | 1,5 | 6,0 | 1,6 | 1,0 | 5,4 | 3,0 | d +0,7 | ||||
| 1,25 | 4,0 | 1,0 | 0,5 | 4,4 | 2,5 | d -1,8 | 1,75 | 7,0 | 1,6 | 1,0 | 6,2 | 3,5 | d +0,7 | ||||
| 1,5 | 4,0 | 1,0 | 0,5 | 4,6 | 2,5 | d -2,2 | 2 | 8,0 | 2,0 | 1,0 | 6,5 | 3,5 | d +1,0 | ||||
| 1,75 | 4,0 | 1,0 | 0,5 | 5,4 | 3,0 | d -2,5 | 2,5 | 10,0 | 3,0 | 1,0 | 8,9 | 5,0 | d +1.0 | ||||
| 2 | 5,0 | 1,6 | 0.5 | 5,6 | 3,0 | d -3,0 | 3 | 10,0 | 3,0 | 1,0 | 11,4 | 6,5 | d +1,2 | ||||
| 2,5 | 6,0 | 1,6 | 1,0 | 7,3 | 4,0 | d -3,5 | 3,5 | 10,0 | 3,0 | 1,0 | 13,1 | 7,5 | d +1,2 | ||||
| 3 | 6,0 | 1,6 | 1,0 | 7,6 | 4,0 | d -4,5 | 4 | 12,0 | 3,0 | 1,0 | 14,3 | 8,0 | d +1,5 | ||||
| 3,5 | 8,0 | 2,0 | 1,0 | 10,2 | 5,5 | d -5 | 4,5 | 14,0 | 3,0 | 1,0 | 16,6 | 9,5 | d +1,5 | ||||
| 4 | 8,0 | 2,0 | 1,0 | 10,3 | 5,5 | d -6 | 5 | 16,0 | 3,0 | 1,0 | 18,4 | 10,5 | d +1,8 | ||||
| 4,5 | 10 | 3,0 | 1,0 | 12,9 | 7,0 | d -6,5 | 5,5 | 16,0 | 3,0 | 1,0 | 18,7 | 10,5 | d +1,8 | ||||
| 5 | 10 | 3,0 | 1,0 | 13,1 | 7,0 | d -7 | 6 | 16,0 | 3,0 | 1,0 | 18,9 | 10,5 | d +2,0 | ||||

Примечание: d – наружный диаметр метрической резьбы
Приложение 7
Размеры фасок для метрической резьбы ГОСТ 10549-80*
| Шаг | 0,75 | 1,0 | 1,25 | 1,5 | 1,75 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | 6,0 |
| Фаска Сҳ450 | 1,0 | 1,0 | 1,6 | 1,6 | 1,6 | 2,0 | 2,5 | 2,5 | 2,5 | 3,0 | 3,0 | 4,0 | 4,0 | 4,0 |
Приложение 8
|
|
|

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!