Когда к изделиям предъявляются повышенные требования по точности размеров и геометрических форм, рекомендуется применять метод формования сухого полуфабриката в жесткой разъемной форме с последующей пропиткой материала путем нагнетания или инжекции связующего в замкнутую форму. Технологически это выполняется следующим образом. Изготовляется полуфабрикат из арматуры (или наполнителя), имеющий форму изделия. Для сохранения формы, приданной полуфабрикату, в структуру добавляют несколько процентов связующего для скрепления волокон арматуры. Просушенный полуфабрикат монтируется в форме, рабочие поверхности которой предварительно покрыты антиадгезионным составом. После замыкания формы волокнистый полуфабрикат оказывается заключенным в жестком объеме, имеющем размеры и геометрию высокой точности. Далее из формы удаляют воздух и пространство между ее поверхностями и волокнами полуфабриката заполняют полимерным связующим (методом нагнетания или всасывания).
По схеме пропитки всасыванием с помощью вакуума, требуется соответствующая герметизация формы. Под действием вакуума из формы сначала удаляется основная масса воздуха. Затем происходит всасывание жидкого связующего до тех пор, пока оно не пропитает всю массу полуфабриката и не начнет перетекать через штуцер слива. Штуцер, к которому подключается вакуум-насос, располагается в самой верхней точке формы, связующее подводится по трубопроводу от специальных емкостей к самым нижним ее точкам. После пропитки сборка поступает на термическое отверждение.
На рис. 9 показана схема пропитки полуфабриката методом нагнетания связующего, которая может применяться для связующих горячего и холодного отверждения.
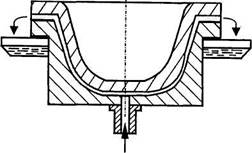
Рис. 9. Формование в замкнутых жестких
формах методом компрессии
В этом случае под действием сжатого воздуха или другим способом смола с инициатором нагнетается в замкнутую полость формы в самой нижней ее точке. Пропитав волокнистую массу полуфабриката, полимерная смола с воздушными включениями (пузырями) перекачивается через сливной штуцер, установленный в самой верхней точке формы, до полного удаления пузырьков воздуха.
После этого в форму подают смесь с ускорителем и инициатором. Связующее вытесняет предыдущую порцию смолы и обеспечивает качественную пропитку материала.
Таким образом, технологическая структура формования в жесткой замкнутой форме крупногабаритных деталей с инжекционной пропиткой связующим может быть представлена следующим образом: предварительное формование полуфабриката; инжекционный метод пропитки полуфабриката связующим в замкнутой форме; отверждение.
Данный метод позволяет изготовлять изделия с высокой точностью размеров и геометрических форм и высокой чистотой поверхности. Однако отформованные этим способом изделия будут иметь неоднородные плотность структуры и механические свойства. Прочность таких изделий уступает аналогичным деталям, изготовленным методами компрессионного жесткого или упругого автоклавного и пресс-камерного формования.
Недостатком этого метода является сложность и высокая стоимость применяемой технологической оснастки.
Намотка волокном
Намотка волокном - сравнительно простой процесс, в котором армирующий материал в виде непрерывного ровинга (жгут) или нити (пряжи) наматывается на вращающуюся оправку. Специальные механизмы, которые перемещаются со скоростью, синхронизированной с вращением оправки, контролируют угол намотки и расположение армирующего материала. Его можно обертывать вокруг оправки в виде прилегающих друг к другу полос или по какому-то повторяющемуся рисунку до полного покрытия поверхности оправки. Последовательные слои наносятся под одним и тем же или под разными углами намотки, пока не будет набрана нужная толщина. Угол намотки может изменяться от очень малого - продольного - до большого - окружного, т.е. около 90° относительно оси оправки. При «мокрой» намотке связующее наносится в процессе самой намотки. «Сухая» намотка основана на использовании ровинга, предварительно пропитанного смолой - препрега. Обычно отверждение идет при повышенной температуре без избыточного давления, и завершающей стадией процесса является снятие изделия с оправки.
Основной процесс имеет множество вариантов, различающихся в широких пределах характером намотки, особенностями конструкции, комбинацией материалов и типом оборудования. Конструкции должны быть намотаны в виде поверхностей вращения, хотя в определенных пределах, могут быть отформованы изделия и другой конфигурации сжатием еще неотвержденной намотанной детали внутри закрытой формы. Конструкции могут быть получены в виде гладких цилиндров, труб или тюбингов диаметром от нескольких сантиметров до нескольких метров. Намоткой можно формовать также изделия сферической, конической и геодезической формы. Для получения сосудов высокого давления и резервуаров в намотку вводят торцовые заглушки.
Для намотки пригоден практически любой непрерывный армирующий материал, а основными материалами для матрицы служат эпоксидные и полиэфирные смолы и полимеры сложных виниловых эфиров. Для намотки применяются машины различных типов: от разновидностей токарных станков и машин с цепным приводом до более сложных компьютеризованных агрегатов с тремя или четырьмя осями движения.






