|
Расстояние (см. рис.7.10)
| Габаритные размеры собираемого изделия, мм
|
| до
1250х750*
| до
1250х750*
| до
2500х1000*
|
| От проезда до:
фронтальной стороны (а)
тыльной стороны (б)
боковых сторон (в)
Между сборочными местами при взаимном расположении:
в «затылок» (г)
тыльными сторонами (д)
боковыми сторонами (е)
то же (е 1 )
Фронтальными сторонами (ж)
От стен, колонн до:
фронтальной стороны стола (л)
тыльной стороны стола (м)
боковой стороны стола (н)
|
1500/1000
500
1250/1000
1750/1000
0
1500/750
0
2750/2000
1500/1300
0
750
|
2550/1000
1000/750
1000
2750/1700
1500/100
1500/750
1500/750
3500/2500
1750/1500
1000/750
750
|
2250/1500
1000/900
1000
2750/1700
1500/1000
1500/1200
1500/1200
3500/2500
1750/1500
1000/900
750
|
Примечания. 1. В нормы не включены площади для складирования деталей и собранных узлов. 2. В знаменателе приведены нормы для среднесерийного производства, когда они отличаются от аналогичных норм для единичного и мелкосерийного производства.
__________
* Рабочая зона с одной стороны объекта. ** Рабочая зона вокруг объекта.

Рис. 7.10. Схема размещения рабочих мест сборки
Для условий крупносерийного и массового производства характерными являются варианты конвейерной сборки. Планировки рабочих мест при использовании сборочных конвейеров и AЛ, а также нормы на их размещение даны на рис. 7.11.
В практике проектирования в основном используют темп- летный метод выполнения планировок. Темплеты представляют собой планы рабочих мест и оборудования, выполненные в определенном масштабе. Кроме контура оборудования, сборочного стола или верстака на темплете указывают место рабочего, расположение инструментальных тумбочек, плит и другой организационной оснастки, а также места подводов энергоносителей и технологических жидкостей. В ходе планировки их размещают на подготовленном компоновочном плане участка.
Наиболее распространенными в России пакетами машинной графики для выполнения планировок являются ACAD, «Компас», LCAD. При этом в соответствии с выбранным вариантом расположения, обеспечивающим минимальные мощности грузопотоков на участке, размещают темплеты рабочих мест. При разработке планировок цехов, имеющих сложные транспортные системы подвесных и напольных конвейеров, монорельсов и автоматизированных складов, эффективно использовать метод объемного ЗD-моделирования. Объемные модели позволяют правильнее разместить транспортно-технологическое оборудование в объеме здания и избежать многих ошибок в расположении отдельных транспортных систем по высоте.
Рассмотрим некоторые конкретные примеры планировок участков и линий механической обработки и сборки.

Рис. 7.11. Нормы на размещение рабочих мест при конвейерной и автоматической сборках при использовании шагового (а), вертикальнозамкнутого (б), подвесного (в), горизонтально-замкнутого (г) конвейеров и AЛ (д) (Га, Гпа — габаритные размеры автомата и полуавтомата соответственно)
При создании поточных линий массового производства возникают сложности при размещении оборудования разной производительности. В этом случае на смежных операциях предусматривают различное количество станков и распределение потока заготовок. Пример планировки поточной линии с использованием подвесных конвейеров в качестве межопераци- онного транспорта приведен на рис. 7.12.
В начале линии предусмотрена зона 7 шириной 2...3 м для размещения тары с заготовками. Далее размещены два ряда станков по обе стороны двух подвесных конвейеров. Конвейеры оснащены многополочными подвесками или подвесками со штырями, ячейками и другими элементами, что позволяет использовать их также в качестве накопителей. На линии предусмотрены три подвесных конвейера, разбивающих ее на три участка. В начале линии имеется резервная площадь 2, а в конце — моечная машина 6 и контрольные пункты 5. В зоне 4 готовых деталей размещена тара 3 для отправки деталей на сборку. По обе стороны линии предусмотрены стружкоуборочные конвейеры 1.
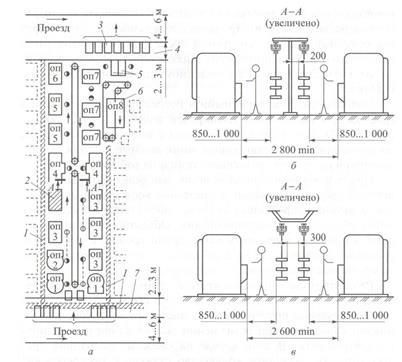
Рис. 7.12. Схема планировки поточной линии при применении подвесных конвейеров (а) и варианты крепления конвейеров (б, в)
На рис. 7.13 показана планировка участка сборки редукторов, шпиндельных бабок и инструментальных магазинов координатно-расточных станков с ЧПУ. Участок расположен в пролете шириной 24 м. Перемещение деталей на сборку осуществляют со склада напольным транспортером, для выполнения операций подъема и перемещения в процессе сборки предусмотрены четыре консольно-поворотных крана. Собранные узлы транспортируют мостовым краном, а на участок общей сборки передают напольной электрофицированной тележкой. Сборку ведут на сборочных столах и поворотных стендах. Собранные узлы здесь же проверяют, для чего предусмотрены испытательные стенды для редукторов и шпиндельных бабок и один стенд для инструментальных магазинов.

Рис. 7.13. Планировка участка сборки инструментальных магазинов, редукторов и шпиндельных бабок:
I — сборка редукторов и шпиндельных бабок; II — испытание шпиндельных бабок и редукторов; III — сборка инструментальных магазинов; 1 — верстак; 2 — стенд для испытания шпиндельных бабок и редукторов; 3 — стол-тележка; 4 — консольно-поворотный кран; 5 — стенд для испытания инструментальных магазинов; 6 — стеллаж поворотный для нормалей; 7 — стол сборщика; 8 — гидравлический пресс; 9 — инструментальные тумбочки; 10 — настольно-сверлильный станок; 11 — стол приемный для тары; 12 — подставка для корпусных деталей; 13 — электрифицированная передаточная тележка; 14 — радиально-сверлильный переносной станок; 15 — моечная машина; 16 — поворотный стенд; 17 — вертикально-сверлильный станок





