

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Процедура выполнения команд. Рабочий цикл процессора: Функционирование процессора в основном состоит из повторяющихся рабочих циклов, каждый из которых соответствует...
Интересное:
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
7.1.1 Для сооружения и капитального ремонта линейной части магистральных нефтепроводов используются электросварные прямошовные и спиральношовные трубы диаметром 530-1220 мм, изготовленные из низколегированных сталей. Трубы должны соответствовать требованиям ОАО «АК «Транснефть» ОТТ-08.00-60.30.00-КТН-013-1-04.
Трубы диаметром 426 мм и менее изготавливаются в соответствии с ГОСТ 8731-74, 8732-78 и техническими условиями заводов-изготовителей.
7.1.2 Трубы поставляются по техническим условиям поставщиков, включенных в Реестр ОАО «АК «Транснефть» – Волжского трубного завода, Выксунского металлургического завода и Челябинского трубопрокатного завода. Трубы также могут поставляться иностранными заводами-производителями. Каждая партия труб должна иметь сертификат завода – изготовителя с указанием регламентируемых техническими условиями приемо-сдаточных характеристик. Каждая труба должна иметь паспорт, оформленный организацией, осуществляющей технический надзор за производством труб.
7.1.3 Все трубы и детали трубопроводов, используемые в процессе выполнения сварочных работ, объединяются в группы согласно таблицы 7.1.1.
Таблица 7.1.1 – Группы по классам прочности труб и деталей трубопроводов
| Номер группы | Класс прочности | Нормативное значение временного сопротивления разрыву основного металла, МПа (кгс/см2) |
| 1 | до К54 включительно | до 530 (54) включительно |
| 2 | К55…К60 | 539…588 (55…60) |
| 3 | К65 | 637 (65) |
7.1.4 Отклонение профиля наружной поверхности трубы от окружности в зоне сварного соединения на концевых участках длиной 200 мм от торцов и по дуге периметра 200 мм не должно превышать 0,15% номинального диаметра.
|
|
7.1.5 Отклонение от перпендикулярности торца трубы относительно образующей (косина реза) не должно превышать 1,6 мм.
7.1.6 Кривизна труб не должна превышать 1,5 мм на 1 м длины, а общая кривизна – 0,2% длины трубы.
7.1.7 Предельные отклонения от номинального наружного диаметра на концах труб на длине не менее 200 мм от торца должны быть: не более ± 1,5 мм для труб диаметром менее 1020 мм и ± 1,6 мм для труб диаметром 1020 и 1220 мм.
7.1.7 Допуск на овальность труб (отношение разности между наибольшим и наименьшим диаметрами к номинальному диаметру) не должен превышать 1% по концам труб с толщиной стенки менее 20 мм и 0,8% по концам труб с толщиной стенки 20 мм и более.
7.1.8 Не допускаются отклонения от прямолинейности концов труб более чем на 0,5 мм на длине до 500 мм, измеренные по зазору между металлической линейкой, поставленной на ребро, и внутренней или наружной поверхностью трубы.
7.1.9 Форма и размеры разделки кромок торцов труб под сварку в зависимости от толщины стенки должны соответствовать параметрам, установленным на рисунке 7.1.1.
В зоне заводского сварного шва допускается ширина притупления не более 3 мм.
|
а) форма заводской разделки кромок труб с нормативной толщиной стенки
S £ 15 мм
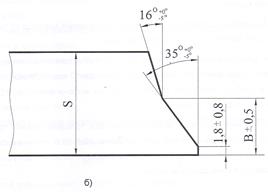
б) форма заводской разделки кромок труб с нормативной толщиной стенки
S > 15 мм
Рис. 7.1.1 Форма и размеры разделки торцов труб
Геометрические параметры:
В = 9 для толщины стенки 15 < S £ 19 мм.
В = 10 для толщины стенки 19 < S £ 21,5 мм.
В = 12 для толщины стенки 21,5 < S £ 32 мм.
7.1.10 Заводские швы труб должны иметь плавный переход к основному металлу без резких переходов, подрезов, несплавлений, непроваров и других дефектов формирования шва. Высота усиления шва снаружи трубы должна составлять 0,5…2,5 мм (при номинальной толщине стенки £ 10 мм) и 0,5…3,0 мм (при номинальной толщине стенки > 10 мм). Высота внутреннего усиления шва должна составлять не менее 0,5 мм, при этом на длине не менее 150 мм от торца усиление должно быть удалено до остаточной высоты не более 0,5 мм. Задир (зарез) тела трубы не допускается.
|
|
7.1.11 На наружной и внутренней поверхностях основного металла не должно быть:
- рванин, плен, раскатанных пригаров и корочек, пузырей-вздутий, трещин, вкатанной окалины и иных загрязнений;
- глубина рисок, царапин, задиров не должна превышать 0,2 мм.
В металле труб не допускаются трещины, рванины, а также расслоения, выходящие на торцевые участки.
7.1.12 На поверхности труб не допускаются вмятины глубиной более 6,0 мм, измеренные как зазор между самой глубокой точкой вмятины и продолжением контура трубы. Не допускаются вмятины любых размеров с механическими повреждениями поверхности металла.
7.1.13 Ремонт тела трубы сваркой не допускается.
7.1.14 Остаточная магнитная индукция на торцах труб не должна быть более 3 мТл.
7.1.15 Предельные отклонения по толщине стенки на торцах электросварных труб не должны превышать значения, указанные в таблице 7.1.2.
Таблица 7.1.2 – Предельные отклонения по толщине стенки сварных труб (на основе требований ГОСТ 19903 для листа нормальной точности прокатки)
| Толщина стенки трубы, мм | Предельные отклонения по толщине стенки труб, мм | |||||||||||||
| Наружный диаметр, мм | ||||||||||||||
| 219 | 245-273 | 325-426 | 530-630 | 720 | 820 | Свыше 820 | ||||||||
| + | - | + | - | + | - | + | - | + | - | + | - | + | - | |
| 3,9-5,5 | 0,2 | 0,4 | 0,3 | 0,4 | 0,3 | 0,5 | 0,4 | 0,5 | 0,45 | 0,5 | ||||
| 5,5-7,5 | 0,1 | 0,5 | 0,2 | 0,5 | 0,25 | 0,6 | 0,4 | 0,6 | 0,45 | 0,6 | ||||
| 7,5-10 | 0,1 | 0,8 | 0,2 | 0,8 | 0,3 | 0,8 | 0,35 | 0,8 | 0,45 | 0,8 | 0,6 | 0,8 | ||
| 10-12 | 0,2 | 0,8 | 0,2 | 0,8 | 0,3 | 0,8 | 0,4 | 0,8 | 0,5 | 0,8 | 0,7 | 0,8 | 1,0 | 0,8 |
| 12-25 | 0,8 | 0,8 | 1,0 | 0,8 | 1,2 | 0,8 | ||||||||
7.1.16 Максимальная величина эквивалента углерода трубных сталей не должна превышать 0,43% для труб 1 и 2-го уровня качества и 0,38 для труб 3-го уровня качества. Эквивалент углерода определяется по формуле:
СЭКВ. = С + Mn / 6 + (Cr + Mo + V) / 5 + (Cu + Ni) / 15 + 15В
где: C, Mn, Cr, Mo, V, Ti, Nb, Cu, Ni, В – массовые доли (%) элементов в металле трубной стали.
|
|
|

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!
