Абразивная доводка является окончательным методом обработки деталей, обеспечивающим высокое качество поверхностного слоя, шероховатость поверхности до Rz = 0.05-0.1 мкм, отклонения размеров и формы обработанных поверхностей до 0,05-0,3 мкм (Рис. 28).

Рис. 28. Типовые детали, получаемые при обработке на доводочных станках
Абразивные зерна при доводке деталей распределяются по поверхности притира и находятся либо в незакрепленном состоянии (в составе паст или суспензий) либо в поверхностном слое притира в закрепленном состоянии (в составе абразивного или алмазного инструмента).
Доводочные станки и область их применения
Доводочные станки бывают однодисковыми и двухдисковыми. На однодисковых станках производят доводку одной плоскости на заготовке.
Рассмотрим принципиальные схемы доводочных станков.
Однодисковые доводочные станки с правильными кольцами (рис 29, 31) используют для односторонней доводки деталей. На рабочей поверхности притира 4 (рис. 29) габаритную деталь 5 (рис. 29), например типа «корпус» или сепаратор, с мелкими деталями 4 (рис. 31) устанавливают внутри правильного кольца Правильные кольца предназначены для выравнивания рабочей поверхности притира. При доводке деталей на станках с фрикционной связью притир вращается с частотой  , a правильные кольца и сепаратор с деталями вращается в том же направлении за счет фрикционной связи в точках контакта с притиром с частотой
, a правильные кольца и сепаратор с деталями вращается в том же направлении за счет фрикционной связи в точках контакта с притиром с частотой  ; (в большинстве случаев
; (в большинстве случаев  <
<  ).
).

Рис. 29. Плоскодоводочный станок с правильными кольцами с жесткой связью между звеньями исполнительного механизма; 1 - центральное колесо; 2 - правильное колесо; 3 - ролик; 4 – притир; 5 - деталь; 6 – кронштейн.

Рис. 30. Доводка на однодисковых станках

Рис. 31. Формирование плоской (а), выпуклой (б) и выгнутой (в) формы рабочей поверхности притира
Повышение производительности обработки достигается увеличением скорости относительного движения деталей 5 по притиру 4 (см. рис. 29) путем принудительного вращения правильных колеса, и сепаратора с деталями навстречу притиру. Встречное или попутное принудительное вращение правильных колец создается с помощью жесткой кинематической связи правильного кольца 2 с центральным колесом 1 (см. рис. 29), находящимся во внешнем зацеплении с правильным кольцом 2 или непосредственно сепаратором (кассетой) с деталями.
Таблица 15.Технические характеристики однодисковых доводочных станков
| №
| Модель
| Наружный диаметр притира,
мм
| Диаметр правильных колец, мм
| Частота вращения притира об/.мин
| Мощность, кВт
| Масса, т
|
| Наружный
| Внутренний
|
| 1
| 3803П
| 280
| 130
| 100
| 71;141
| 0,4
| 0,16
|
| 2
| 3804П
| 450
| 210
| 160
| 40;80
| 0,6
| 1,0
|
| 3
| 3806П
| 750
| 320
| 250
| 22;75
| 2,2
| 1,8
|
| 4
| 3807В
| 1060
| 410
| 360
| 20-40
| 6,7
| 5,0
|
| 4
| 3808П
| 1600
| 620
| 500
| 19
| 12
| 10,9
|
Двухдисковые станки в свою очередь бывают планетарными и эксцентриковыми (рис 32.). На них обрабатывают детали, типа показанных на рис.33.
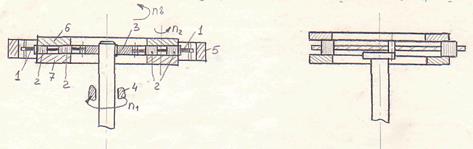
Рис. 32. Планетарные (а) и эксцентриковые (б) двухдисковые станки
Планетарные станки имеет сепараторы 1 с деталями 2, получающие вращательное движение вокруг собственной оси с частотой и вокруг центрального колеса 3 с числом оборотов воображаемого водила. Центральное колесо 3 вращается с числом оборотов на оси в опоре станин 4. Центральное колесо 3 и колесо 5 могут приводиться в движение в любых направлениях с различными или постоянными числами оборотов. Притиры 6 и 7 могут быть неподвижными или: получать вращательное движение.

Рис 33. Характерные детали, получаемые на двухдисковых доводочных станках
Двухдисковые доводочные станки имеют наладки двух типов: а) планетарную - с планетарным приводом для нескольких сепараторов (рис. 34); б) эксцентриковую - с эксцентриковым приводом одного обшего сепаратора (рис. 35):

Рис. 34. Двухдисковый плоскодоводочный станок с планетарным исполнительным механизмом: 1 - центральное колесо; 2 - сепаратор; 3 - наружное колесо; 4 - притир; 5 – деталь.
Эти наладки применяют для плоской односторонней и двухсторонней (плоскопараллельной) доводки между притирами 4H и 4B деталей 5.
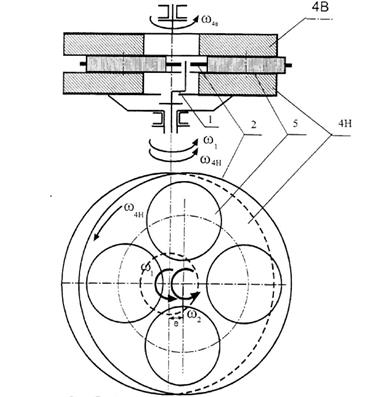
Рис. 35. Двухдисковый плоскодоводочный станок с эксцентриковым исполнительным механизмом: 1 - эксцентрик; 2 - сепаратор; 4Н-нижний притир; 4В-верхний притир: 5 – деталь.
Конструктивное устройство планетарного двухдискового станка показано на рис. 36.

Рис 36. Двухдисковый планетарный доводочный станок модели AL2 (Германия); 1 – станина, 2 – привод планетарного механизма, 3 – привод вращения притира, 4 – устройство опускания; 5 - кожух, 6 – наружное цепочное колесо, 7 – нижний притир, 8 – сепаратор, 9 – внутреннее цепочное колесо, 10 – верхний притир, 11 – индикатор, 12 – пиноль, 13 – шпиндель, 14 – гидроцилиндр, 15 – гидравлическая система, 16 – охлаждение верхнего притира, 17 – шкив.
Таблица 16.Кинематическая характеристика планетарных двухдисковых доводочных станков
|
№
|
Модель
| Диаметр притиров
| Частота вращения притиров, об/мин
|
| Наружный, мм
| Внутренний, мм
| нижнего
| верхнего
|
| 1
| 2V-5 фирмы
Peter&Wolters (Германия)
|
380
|
180
|
110
|
110
|
| 2
| ZL-500 фирмы
Hahu&Kolb (Германия)
|
525
|
225
| 45; 70;
90; 140
| 45; 70;
90; 140
|
| 3
| SFDL фирмы SpeedFam (США)
|
765
|
250
|
5-48
|
0
|
| 4
| AL-2 фирмы Peter&Wolters (Германия)
|
1050
|
225
|
31; 62
|
33; 66
|
| 5
| 16ВВ-5 фирмы SpeedFam (США)
|
1140
|
355
|
5-65
|
0
|
Распространенным эксцентриковым двухдисковым доводочным станком является станок модели 3Б814 (рис 37.)

Рис. 37. Внешний вид (слева), кинематическая схема (справа) двухдискового вертикально-доводочного станка модели 3Б814: 1 – станица, 2 – стойка, 3 – поворотная котель, 4 – пульт управления, 5 – шпиндель, 6 – верхний доводочный диск, 7 – сепаратор, 8 – нижний доводочный диск.
Таблица 17.Технические характеристики эксцентриковых двухдисковыхдоводочных станков
| №
| Модель
| Наружный диаметр притиров,
мм
| Эксцен-триситет, мм
| Частоты вращения, об/мин
| Мощ-ность,
кВт
| Масса,
т
|
| притиров
| сепаратора
|
| нижнего
| верхнего
|
| 1
| 3813Б
| 280
| 0-10
| 14; 70
| 0
| 19; 38
| 0,4
| 0,21
|
| 2
| 3Б814
| 450
| 0-20
| 42; 81;
| 0
| 9 -55
| 1,1
| 1,1
|
| 3
| 3Е816
| 750
| 0-20
| 31; 62
| 33; 66
| 30 -120
| 7,9
| 5,6
|
| 4
| 3Д817
| 1060
| 0-20
| 20; 40
| 0; 22; 44
| 30 -120
| 10,9
| 5,1
|






