На центровых круглошлифовальных станках заготовки устанавливают в неподвижных центрах. Круглое шлифование на неподвижных центрах исключает влияние на точность обработки биения подшипников и шпинделя. Заготовки шлифуют в упорных стальных центрах, патронах, оправках или приспособлениях (рис. 13 - 16)

Рис. 13. Специальный трехкулачковый патрон

Рис. 14. Подводковые патроны

Рис. 15. Шлифовальные оправки: жесткая (а), разжимная (б), с гидропластом (в)

Рис. 16. Схемы шлифования наружных конических поверхностей
Обработка на внутришлифовальных станках
Одним из наиболее распространенных внутришлифовальных станков является станок модели 3К227В (рис 17.)
 Рис. 17. Внутришлифовальный станок модели 3К227В: 1 – станина; 2 – маховик перемещения стола; 3 – бак; 4 – мост; 5 – бабка заготовки; 6 – маховик торцешлифовального приспособления; 7 – маховичок малой подачи; 8 – торцешлифовальное приспособление; 9 – пульт управления; 10 – шлифовальная бабка; 11 – элекпрошкаф; 12 – стол; 13 – маховик шлифовальной бабки.
Рис. 17. Внутришлифовальный станок модели 3К227В: 1 – станина; 2 – маховик перемещения стола; 3 – бак; 4 – мост; 5 – бабка заготовки; 6 – маховик торцешлифовального приспособления; 7 – маховичок малой подачи; 8 – торцешлифовальное приспособление; 9 – пульт управления; 10 – шлифовальная бабка; 11 – элекпрошкаф; 12 – стол; 13 – маховик шлифовальной бабки.
Характеристики внутришлифовальных станков приведены в табл.12.
Таблица 12. Наиболее распространенные внутришлифовальные станки
П/п
Наименование станка
| Модель
| Главный параметр
|
Главное движение
|
Масса, т
| |
|
Наибольший
Диаметр шлифуемого
Отверстия х длина,
мм
|
Скорость
|
Мощ-ность, кВт
|
| Скорость
круга, м/с
|
Частота вращения изделия, об/мин
|
| Частота вращения круга, об/мин
|
|
1
|
Внутришлифовальный универсальный станок высокой точности
|
М225В
|
Х 80
| 35
|
100-2000
|
1,5
|
2,8
|
| -
|
| 2
|
Внутришлифовальный универсальный станок высокой точности
|
К227В
|
Х 200
|
35
|
60 – 1200
|
4
|
4,3
|
| 5000 - 28000
|
| 3
|
Внутришлифовальный универсальный станок повышенной точности
|
А230
|
Х 500
| 25 - 35
|
10 - 100
|
11,5
|
14,5
|
| 1900 - 4460
|
Способы обработки заготовок на внутришлифовальных станках показаны на рис. 18.
 Рис. 18. Способы шлифования заготовок на внутришлифовальных станках: цилиндрических отверстий (а); конических отверстий (б); отверстия и торца за один установ заготовки (в); врезанием (г - ж); 1 – круг; 2 – заготовка; 3 – поступательное движение; А,Б – поверхности, получаемые за один установ.
Рис. 18. Способы шлифования заготовок на внутришлифовальных станках: цилиндрических отверстий (а); конических отверстий (б); отверстия и торца за один установ заготовки (в); врезанием (г - ж); 1 – круг; 2 – заготовка; 3 – поступательное движение; А,Б – поверхности, получаемые за один установ.
 Внутреннее шлифование осуществляется шлифовальными кругами, диаметр которых меньше диаметра заготовки (рис 19.).
Внутреннее шлифование осуществляется шлифовальными кругами, диаметр которых меньше диаметра заготовки (рис 19.).
Рис 19. Кинематика внутреннего шлифования
Приспособления для крепления заготовок показаны на рис. 20:

Рис. 20. Зажимные приспособления: а – простой четырехкулачковый патрон; 1-4 – кулачки; 5 – винт; б – самоцентрирующийся патрон; в – устанвка обрабатываемой заготовки (кольца) на магнитном патроне; г – схема устройства мемтбранного патрона.
Обработка на бесцентрово-шлифовальных станках
Конструкция бесцентрово-шлифовального станка ясна из рассмотрения станка фирмы «Цицинатти» (рис 21.)

Рис.21. Станок бесцентрово-шлифовальный
П/п
Наименование
Станка
|
Модель
| Главный
параметр
|
Диаметр круга, мм
|
Главное движение
|
Мощ-ность,
кВт
|
Масса, т
| |
Наибольший
Диаметр детали, мм
|
Скорость кругов
|
|
|
| Шлифоваль-
ного, м/с
| Ведущего
м/мин
|
| 1
| Бесцентрово-шлифовальный полуавтомат высокой точности
|
3Д180
| 6
| 150
|
35
|
40 - 500
|
1,5
|
1,6
|
| 2
| Бесцентрово-шлифовальный полуавтомат высокой точности
|
3М180
| 25
| 350
|
35
|
17 - 320
|
7,5
|
3,4
|
| 3
| Бесцентрово-шлифовальный полуавтомат высокой точности
|
3М184
| 80
| 600
|
35
|
11 - 290
|
13
|
6
|
Характеристики внутришлифовальных станков приведены в табл.13.
Таблица 13. Наиболее распространенные бесцентрово-шлифовальные станки
Возможны два способа обработки заготовок на бесцентрово-шлифовальных станках (рис 22).
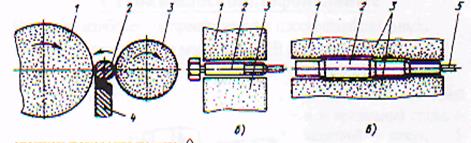
Рис. 22. Схемы обработки на бесцентрово-шлифовальном станке напроход (а)
и врезанием (б,в);1-шлифовальный круг; 2 – заготовка; 3 – ведущий круг; 4 – упор; 5 – выбрасыватель.
Бесцентровое наружное шлифование - легко автоматизируемый процесс, осуществляемый непрерывным потоком. Оно может осуществляться сквозной подачей. Схема сквозного бесцентрового шлифования показана на рис. 23.

Рис. 23. Кинематика сквозного бесцентрового шлифования
Заготовка 1 находятся между двумя кругами (рабочим 2, ведущим 3) и поддерживается опорным ножом 4. Круги вращаются в одну сторону. Ось ведущего круга наклонена к оси рабочего шлифовального круга под углом для обеспечения продольной подачи. Ведущий круг касается шлифуемой детали по линии (рис 24).

Рис. 24. Поверхность гиперболоида (а, б) и действительная форма абразивного ведущего круга (в, г): 1 – ведущий круг; 2 – поддерживающий нож; 3, 4 – загрузочные планки; 5 – круг; 6 – заготовка; 7 – направляющие планки.





