Такую установку производят на пальцы и оправки. Торец заготовки координирует ее положение по длине, а различные элементы (шпоночная канавка, радиальное отверстие и др.) определяют ее угловое положение.
При установке заготовок по внутренним цилиндрическим поверхностям в качестве опор применяют цилиндрические, конические и срезанные пальцы. Высокий цилиндрический палец (жесткая оправка) эквивалентен четырем опорным точкам, низкий цилиндрический и конический пальцы — двум, низкий срезанный и конический срезанный пальцы — одной, а высокий срезанный (ромбический) — двум.
Срезанные пальцы применяют в комбинации с цилиндрическими или коническими пальцами в случае базирования заготовки по плоскости и двум отверстиям; их также применяют в качестве опор при базировании заготовки по плоскости и отверстию.
Срезание пальцев облегчает установку на них заготовок вследствие того, что в направлении, перпендикулярном срезу, дополнительный зазор компенсирует погрешность в расстояниях между базами заготовки и соответствующими опорными элементами приспособления. Формы среза, сохраняющие по возможности максимальную прочность пальца в зависимости от размеров его поперечного сечения. С уменьшением размера b компенсирующий зазор увеличивается. Однако из условия износоустойчивости цилиндрическую часть пальца рекомендуется оставлять возможно более широкой.

Рис. 1. Формы среза пальца:
а – для пальцев с d > 50 мм; б – для пальцев с d ≤ 50 мм
Оправки
Оправки по конструктивным особенностям разделяют на жесткие и разжимные.
Жесткие оправки бывают трех видов:
- конические;
- цилиндрические с установкой заготовки с зазором;
- цилиндрические с установкой заготовки с натягом.
Коническую оправку выполняют с конусностью 1:2000-1:4000 Заготовка имеет цилиндрическое отверстие, обработанное с точностью Н6-Н7. Заготовка заклинивается на оправке, и удерживается силами трения от проворота при обработке. Точность центрирования 0,005...0,01 мм. Применяют в единичном и мелкосерийном производстве.
На цилиндрическую оправку с натягом заготовка напрессовывается. Используя подкладные кольца при запрессовке, заготовку точно ориентируют по длине оправки. Точность центрирования 0,005...0,01 мм. Оправки применяют в крупносерийном производстве при обработке на токарных многорезцовых п/а и др.
Цилиндрическая оправка с зазором. Положение заготовки по длине определяется буртом оправки. От проворачивания заготовка удерживается трением на торцах от затяжки гайкой или шпонкой (шлицами при наличии таковых). Отверстие заготовки обрабатывают с точностью Н7. Точность центрирования 0,02...0,03 мм.
Все жесткие оправки, как правило, центровые.
Разжимные оправки отличаются от жестких тем, что имеют подвижные элементы, перемещающиеся в радиальном направлении. Заготовка устанавливается на оправку свободно с зазором. Разжимающиеся элементы оправки фиксируют заготовку на ней, выбирая зазор между оправкой и заготовкой. Типы разжимных оправок:- цанговые; - кулачковые; - гидропластные; - с гофрированными втулками; - с тарельчатыми пружинами.
Кулачковые оправки допускают установку заготовок с необработанным или грубо обработанным базовым отверстием. Используется для закрепления толстостенных заготовок. Точность центрирования 0,05...0,1 мм.
Оправка с гирдопластом. Базовое отверстие заготовки обрабатывают с точностью Н7-Н8. Точность центрирования 0,005...0,01 мм.
Оправка с гофрированными втулками. Обеспечивает точность центрирования 0,002-0,003 мм при обработке базового отверстия заготовки с точностью Н6-Н7. При приложении осевой силы цилиндрическая часть втулок выпучивается, и прочно закрепляет заготовку. Втулки выполняют из стали 38Х, У10А или 65Г с термообработкой HRC45-50.
Оправка с тарельчатыми пружинами. Обеспечивает надежное закрепление заготовки при точности базового отверстия не ниже Н11. Точность центрирования 0,01...0,02 мм. Пружины выполняют из стали 60С2А с термообработкой HRC40-45.
По способу установки на станке, независимо от вида оправки, оправки бывают: - консольные; - цанговые.
Консольные устанавливаются в шпиндель станка и присоединяются к нему либо конусным хвостовиком, либо посадочным пояском и винтами.
Цанговые оправки для установки заготовок с точностью базового отверстия Н8-Н12 обеспечивают точность центрирования 0,02-0,04 мм.
Установочные пальцы
Установочные пальцы применяются для установки деталей по плоскостям и отверстиям. Установочные пальцы бывают постоянные и сменные. Постоянные пальцы запрессовываются в корпус приспособления по посадке в натяг  , а диаметры их установочных поверхностей выполняется по посадке g 6 или f 9 в зависимости от требуемой точности базирования.
, а диаметры их установочных поверхностей выполняется по посадке g 6 или f 9 в зависимости от требуемой точности базирования.
Сменные пальцы применяются при интенсивной эксплуатации приспособления, когда они сравнительно быстро изнашивается и заменяются. Пальцы монтируются во втулке по посадке  .
.
Независимо от того, применяются ли установочные пальцы постоянные или сменные, они подразделяются на цилиндрические и срезанные. Цилиндрические пальцы лишают двух степеней свободы (двух перемещений перпендикулярному направлению оси пальца). Срезанные пальцы лишают одной степени свободы (вращения вокруг оси параллельной оси пальца). При этом постоянные опоры бывают нормальные и высокие.
Пальцы могут закрепляться винтами или гайками. При базировании детали по плоскости и двум отверстиям пальцы обычно применяют в сочетании с опорными пластинами. При этом один палец выполняют цилиндрическим, а другой срезанным (ромбическим). Опорные пластины могут быть выполнены заодно с пальцем, а в случае большого их износа – раздельно. В этом случае для предотвращения от поворота пальцев иногда применяют штыри или шпонки.
Установку заготовок базовыми отверстиями в стационарные приспособления производят на консольные цилиндрические пальцы. В зависимости от технических условий на обработку применяют длинные и короткие пальцы. Длинным считается палец, у которого отношение L/d>l. Длинные пальцы применяют, когда необходимо обеспечить условие перпендикулярности базового отверстия относительно обрабатываемого торца. Если требуется выдержать условие параллельности обрабатываемого и базового торцов, заготовку устанавливают на короткий палец.
21. Погрешность базирования при установке на один палец
При установке обрабатываемых заготовок на оправку или палец возникают погрешности базирования из-за зазора
При посадке без зазора (разжимной палец) погрешность базирования для размера = 0, т.к. конструкторская и технологическая база совмещены, а для размера А равна половине допуска на диаметр D заготовки т.е. 
При наличии зазора (жесткий палец) погрешность базирования для этого же размера возрастает на величину диаметрального зазора D
22.Установка заготовок по двум отверстиям и плоскости
Установка по двум отверстиям и плоскости, перпендикулярной осям отверстий, используется очень широко при обработке деталей малых и средних размеров типа корпусов, плит и др. Базирование приспособлений – спутников на позициях автоматических линий осуществляется по этой схеме. Теоретическая схема базирования дана на рисунке 2.22 – теоретическая схема базирования по плоскости и двум отверстиям. На плоскости расположены три опорные точки (1, 2, 3) она является установочной базой.
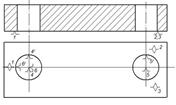
Рисунок 2.22 - Теоретическая схема базирования по плоскости и двум отверстиям.
В качестве направляющей базы могут использоваться либо ось двух цилиндрических поверхностей (точки 4,5) либо образующие этих отверстий (точки 41, 51). В качестве опорной базы используют либо ось одного из отверстий (точка 6) либо образующую этого отверстия (точка 61). Таким образом, в качестве двойной опорной базы (рисунок 2.22) используется либо ось отверстия, либо образующая этого отверстия.






