Процесс проектирования приспособлений представляет собой цепь последовательных этапов, осуществляемых конструктором от начала получения задания до выдачи готовых чертежей. Методика проектирования приспособления состоит из проектной (расчетной) и конструкторской части.
На первом этапе конструирования получают и анализируют исходные данные, определяют условия использования приспособления. Исходные данные:
1. Чертежи заготовки и детали;
2. Операционный чертёж на предшествующую и выполняемые операции;
3. Операционные карты технологического процесса обработки детали.
На втором этапе уточняют схему установки. Зная принятую в тех, процессе схему базирования заготовки, точность и шероховатость поверхностей базы, определяют тип и размер установочных элементов, их число и взаимное положение.
На третьем этапе, зная величины сил резания, устанавливают место приложения сил закрепления и определяют их величину. Исходя из регламентированного времени на закрепление и открепление заготовки, типа приспособления (одно- или многоместное). конфигурации заготовки, силы закрепления, выбирают тип зажимного устройства и определяют его основные размеры.
На четвёртом этапе устанавливают тип и размер детали для направления и контроля положения режущего инструмента.
На пятом этапе выявляют необходимые вспомогательные устройства, выбирают их конструкции и размеры. При выборе конструкции и размеров элементов максимально используют имеющиеся стандарты.
Конструкторская часть включает разработку рабочего чертежа приспособления, которая начинается с вычерчивания в тонких линиях контура закрепленной заготовки. Контур заготовки обычно выполняется в двух или трех проекциях с разнесением их на расстояния, достаточные для изображения всех элементов приспособления.
Затем последовательно к изображенному контуру заготовки подчерчиваются установочные элементы, детали зажимного механизма и ситового привода, корпус приспособления, элементы для направления режущего инструмента (для сверлильных приспособлений) и вспомогательные элементы приспособления.
Общий вид приспособления обычно вычерчивается в натуральную величину (масштаб 1:1) в полном соответствии с требованиями
ЕСКД.

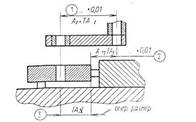
На чертеже приспособления проставляются размеры, которые по
точности исполнения можно разделить на три группы. 1 2 - размеры приспособления, относящиеся к 1 -и группе; 3 - обрабатываемый размер заготовки;
Допуски на данные размеры определяют из условия обеспечения заданной погрешности установки заготовки путем решения размерных цепей.
1. К первой группе относятся те размеры приспособлений, от точности исполнения которых зависит точность обрабатываемого размера заготовки. Например, расстояние между осями кондукторных втулок влияет на точность координат просверленных отверстий, точность расположения рабочих поверхностей сменных кулачков токарного патрона относительно оси его вращения влияет на величину соосности базовой и обрабатываемой поверхностей заготовки и т.д.
2. Ко второй группе относятся размеры, несвязанные с точностью обрабатываемых размеров заготовки, но влияющие на работоспособность отдельных механизмов приспособления (например, размеры сопряжений зажимного механизма, силового привода и т.д.).
Точность этих размеров назначают исходя из необходимости обеспечения нормальной работы механизмов приспособления в пределах 6,7,8 квалитетов.
3. К третьей группе относятся настроечные, габаритные и справочные размеры. Точность их оговаривается в технических условиях и назначается в пределах 14... 17 квалитетов, кроме настроечных.
Расчеты при проектировании приспособления. Требования, предъявляемые к приспособлениям.
В расчетной части выполняются следующие этапы:
1. Сбор исходных данных в которые входят операционный эскиз на выполняемую операцию со схемой базирования, данные о материале заготовки, режущем инструменте, режимах резания, сведения о рабочем органе станка, на который монтируется проектируемое приспособление. В задании указывается также тип приспособления согласно принятой классификации.
2. Расчет сил резания.
3. Выбор схемы закрепления заготовки и расчет усилия зажима.
4. Выбор конструкции и расчет зажимного механизма.
5. Выбор конструкции и расчет силового привода.
6. Разработка конструкции корпуса.
7. Разработка вспомогательных элементов.
8. Расчет погрешности установки заготовки в приспособление (выполняется после разработки рабочего чертежа заготовки).
Конструкция приспособления должна отвечать ряду требований, которые необходимо учесть как при выборе составных элементов и устройств, так и при разработке его общей компоновки.
Приспособление должно:
а) обеспечить получение заданной точности обработки.
б) обеспечить заданную производительность операции, быть быстродействующим
в) быть экономически целесообразным.
г) обладать хорошей ремонтоспособностью, быть доступным для ремонта и замены изношенных элементов
д) быть удобным в эксплуатации
е) облегчать труд рабочего.
ж) обеспечивать безопасность работы
з) иметь высокий уровень использования нормализованных и стандартизованных элементов и узлов.
При конструировании и изготовлении приспособлений необходимо обеспечивать их безотказность, долговечность, ремонтопригодность. Приспособления должны быть эргономичными, их обслуживание должно быть удобным и лёгким.
6 Экономический анализ приспособления
Порядок проведения технико-экономического анализа применения станочных приспособлений 1. Описание конструкции и принципа работы сравниваемых вариантов приспособлений с указанием их преимуществ и недостатков. 2. Подготовка исходных данных для расчета технико-экономических показателей. 3. Расчет штучного времени с указанием схемы обработки для расчета основного (машинного) времени (см. Приложение 1). 4. Расчет себестоимостей обработки в сравниваемых приспособлениях одной заготовки. 5. Расчет экономического эффекта от применения более совершенного приспособления. 6. Расчет программы выпуска, при которой сравниваемые варианты приспособлений равноценны. 7. Расчет срока окупаемости. 8. Выводы и предложения.
7 Типовые схемы установки заготовок и конструкции установочных элементов приспособлений. Общие требования к установочным элементам
Требования, предъявляемые к установочным элементам:
1. Количество и расположение установочных элементов должно обеспечить необходимую ориентацию заготовки в пространстве, устойчивость и жесткость.
2. Рабочие поверхности установочных элементов должны обладать высокой износостойкостью.
3. Конструкция установочных элементов должна предусматривать быструю их замену при износе или повреждении.
4. Установочные элементы должны быть жесткими и обеспечивать жесткость их сопряжения с корпусом приспособления.
5. Установочные элементы не должны портить базовые поверхности при установке на обрабатываемую поверхность.
6. Рабочие поверхности установочных элементов должны быть по возможности небольших размеров, чтобы исключить влияние макрогеометрии базовой поверхности на точность установки.
Материал установочных элементов: инструментальная углеродистая сталь У10А, У8А, У7А с последующей закалкой до HRC 50-55

Все типовые схемы установки заготовок в приспособлениях разделены на две группы:
· установка заготовок типа «тела вращения»;
· установка заготовок не тел вращения.
Рис. 4.12. Схема базирования в длинную призму:
опорные точки 1, 2, 3, 4 – двойная направляющая скрытая база; точка 5 – явная опорная база; точка 6 – опорная скрытая база

Рис. 4.13. Схема базирования заготовки в короткую призму:
 точки 1,2,3 – явная установочная база; точки 4, 5 – двойная опорная скрытая база; точка 6 – опорная скрытая база
точки 1,2,3 – явная установочная база; точки 4, 5 – двойная опорная скрытая база; точка 6 – опорная скрытая база
Рис. 4.18. Базирование в центрах с передним жестким центром

Рис. 4.22. Схема базирования в «координатный угол»






