Продолжение примера. Проведем выбор средств измерений для вала посадки циркуляционо-нагруженного кольца подшипника качения, рассеяние действительных размеров валов (индекс d) характеризуется коэффициентами точности КТd. Даны годовая программа производства В, себестоимость одной детали Сд и затраты на устранение последствий от установки бракованной детали в узел Зу. Рассеяние действительных размеров подчиняется закону нормального распределения. Исходные данные приведены в таблице 4.3.
Таблица 4.3
Исходные данные
| Параметр
| Обозначение
| Значение, описание
|
| Номинальный размер с отклонениями
| d n
| 70 k 6
|
| Коэффициент точности технологического процесса
| КТ
| 1,5
|
| Годовая программа производства
| В
| 3000 шт.
|
| Себестоимость одной детали
| С д
| 1260 р.
|
| Затраты на устранение последствий от установки бракованной детали в узел
| З у
| 4400 р.
|
Требуется:
‒ определить потери от исправимого и неисправимого брака;
‒ выбрать средства измерения;
‒ определить количество неправильно принятых и неправильно забракованных деталей;
‒ определить потери от неправильного забраковывания и принятия деталей;
‒ определить экономическую целесообразность контроля и применения выбранных средств измерения.
Рассмотрим методику решения задачи на примере.
1. Определение потерь от исправимого и неисправимого брака.
Потери от исправимого и неисправимого брака можно определить по выражениям:
П ИБ = З ИБ× Р ИБ× В; (4.26)
П НБ = (С д - С л)× Р НБ× В, (4.27)
где Р ИБ, Р НБ – вероятность того, что деталь будет являться исправимым или неисправимым браком после контроля; З ИБ = 0,15× С д = 0,15×1260 = 189 р. – затраты на исправление брака.
РИБ = Qбрd(и) / 100 = 2,28 / 100 = 0,0228;
РНБ = Qбрd(не) / 100 = 2,28 / 100 = 0,0228;
П ИБ = 189 × 0,0228 × 3000 = 12927,6 р.;
П НБ = (1260 - 40) × 0,0228 × 3000 = 83448 р.
Вероятный процент годных деталей
Q Г = 100 % - (Q ИБ + Q НБ); (4.28)
Q Г = 100 % - (2,28 + 2,28) = 95,44 %.
Вероятность того, что деталь годная, Р Г = 0,9544.
2. Выбор средств измерений (СИ).
Условие выбора:
D lim £ d, (4.29)
где D lim – предельная погрешность СИ; d – допускаемая погрешность измерения.
Для d n = 70 k6  имеем Т = 19 мкм и d= ± 5,0 мкм (табл. 12 приложения В). По условию (4.29) для размера 70 мм (табл. 11 приложения В) выберем следующие СИ (первое – с погрешностью, близкой к d; второе – более точное):
имеем Т = 19 мкм и d= ± 5,0 мкм (табл. 12 приложения В). По условию (4.29) для размера 70 мм (табл. 11 приложения В) выберем следующие СИ (первое – с погрешностью, близкой к d; второе – более точное):
1. Микрометры гладкие (МК) с отсчетом 0,01 мм в стойке – D lim (1) = ± 5 мкм;
2. Индикаторы многооборотные (1МИГ) с ценой деления 0,001 мм в стойке при настройке по концевым мерам 2 кл. – D lim (2) = ± 2,5 мкм.
3. Определение количества неправильно принятых и неправильно забракованных деталей. Определяем относительную погрешность измерения, (коэффициент точности измерений):
А мет(s) = (s мет / Т)×100 %, (4.30)
где s мет – среднеквадратическое отклонение погрешности измерения, s мет= D lim / 2; Т – допуск контролируемого параметра.
Определяем среднеквадратическое отклонение погрешности измерения
s мет(1) = D lim (1) / 2 = 5 / 2 = 2,5 мкм;
s мет(2) = D lim (2) /2 = 2,5 / 2 = 1,25 мкм.
В результате получим
А мет(1)(s) = (s мет(1) / Т)×100 % = (2,5 / 19) × 100 % = 13,2 %;
А мет(2)(s) = (s мет(2) / Т)×100 % = (1,25 / 19) × 100 % = 6,58 %.
Определяем отношение допуска к среднеквадратическому отклонению:
Т/s тех = 19 / 4,75 = 4.
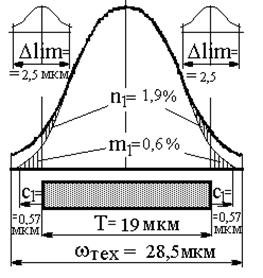 Рис.4.9. Схема контроля
Рис.4.9. Схема контроля
|
Для СИ с меньшей предельной погрешностью измерения представим схему контроля с указанием всех параметров разбраковки (рис. 4.9).
По графикам (рис. 1, 2 и 3 приложения В) определяем параметры:
m 1 – количество неправильно принятых изделий в процентах от количества принятых, m 1(1) = 1,2 %, m 1(2) = 0,6 %;
n 1 – количество неправильно забракованных изделий в процентах от количества годных, n 1(1) = 4,1 %, n 1(2) = 1,9 %;
с 1 – вероятностная величина выхода измеряемого параметра за каждую границу допуска у неправильно принятых изделий, с 1(1) = 0,08 × 19 = 1,52 мкм,
с 1(2) = 0,03 × 19 = 0,57 мкм.
Определяем m и n – количество неправильно принятых и забракованных изделий в процентах от общего числа измеренных:
m = m 1× P Г; (4.31)
m (1) = m 1(1)× P Г = 1,2 × 0,9544 = 1,15 %;
m (2) = m 1(2)× P Г = 0,6 × 0,9544 = 0,57 %;
n = n 1× P Г; (4.32)
n (1) = n 1(1)× P Г = 4,1 × 0,9544 = 3,91 %;
n (2) = n 1(2)× P Г = 1,9 × 0,9544 = 1,81 %.
Экономию от сокращения неправильно забракованных деталей при более точных измерениях определяем по формуле
Э n = N × C д × (n (1) - n (2)) × 0,01, (4.33)
где N – число измеренных деталей (N = В при сплошном контроле).
Итоговый результат:
Э n = 3000 × 1260 × (4,1 - 1,9) × 0,01= 83160 р.
Экономию от уменьшения количества неправильно принятых деталей при более точных измерениях определяем по формуле
Э m = В × З у × (m (1) - m (2)) × 0,01. (4.34)
Итоговый результат:
Э m = 3000 × 4400 × (1,2 - 0,6) × 0,01 = 79200 р.
4. Определение потерь от неправильного забраковывания и принятия деталей. Средние годовые потери при измерительном контроле качества продукции (сплошной контроль) рассчитываются по формуле
П пи = N × (n × C д + m × З у) × 0,01; (4.35)
П пи1 = N × (n (1) × C д + m (1) × З у) = 3000 × (4,1 × 1260 + 1,2 × 4400) × 0,01 = 313380 р;
П пи2 = N × (n (2) × C д + m (2) × З у) = 3000 × (1,9 × 1260 + 0,6 × 4400) × 0,01 = 151020 р.
5. Определение экономической целесообразности контроля и применения выбранных средств измерения.
Годовые потери при отсутствии контроля определяем по формуле
П ок = N × (1 - Р г) × З у × Р р, (4.36)
где Р р – вероятность выхода из строя изделия в процессе дальнейшего использования или отказа у потребителя, примем Р р = 0,8.
Итоговый результат:
П ок = 3000 × (1 - 0,9544) × 4400 × 0,8 = 481536 р.
Годовые потери от использования средства измерений при контроле заданного параметра можно определить по выражению
П си = A ск × [ К × (R р + Е н) + И + П пи], (4.37)
где A ск – количество СИ для данного параметра; К – единовременные затраты при использовании СИ; R р – норма реновации; Е н – норматив приведения единовременных затрат; И – годовые эксплуатационные издержки при использовании СИ.
Параметры К 1,2, И 1,2 и срок службы СИ Т 1,2 определим по данным таблицы 11 приложения В. Примем А ск2 = А ск1 = 1, Е н = 1 / Т = 1 / 2 = 0,5, R р = Е н / ((1 + Е н)Т - 1) = 0,5 / ((1 + 0,5)2 - 1) = 0,4. Тогда по формуле (5.37) получим:
П си1 = 1840 × (0,4 + 0,5) + 26000 + 313380 = 341036 р.;
П си2 = 3350 × (0,4 + 0,5) + 70000 + 151020 = 224035 р.
Потери изготовителя при ведении контроля П к, в свою очередь, складываются так:
П к = П си + П иб + П нб; (4.38)
П к1 = 341036 + 12927,6 + 83448 = 437411,6 р.;
П к2 = 224035 + 12927,6 + 83448 = 320410,6 р.
Сплошной контроль целесообразен при условии
П ок > П к. (4.39)
При сравнении значений П ок, П к1 и П к2 видно, что сплошной контроль целесообразен.
Определим теперь экономию за весь срок службы использования более точного СИ по формуле
 ; (4.40)
; (4.40)
Вывод. Сплошной контроль целесообразен, а применение более точного средства измерений позволяет получить значительную экономию от снижения количества неправильно принятых и неправильно забракованных изделий, причем наибольшее влияние на величину эффекта оказывает снижение средних потерь при уменьшении погрешности измерений.
Задание 4.4. Расчет исполнительных и предельных размеров калибров






