Теоретические сведения.
В современной технике очень распространено применение подшипников качения. Но даже хорошо подобранный подшипник не будет обеспечивать заданную долговечность узла, если неправильно рассчитаны и выбраны посадки его наружного и внутреннего колец. Характер посадки, величины зазоров или натягов в соединениях колец подшипника с сопрягаемыми деталями зависят от типа подшипника, условий его эксплуатации, величины, направления и характера нагрузок и многих других факторов.
Основные факторы, влияющие на точность обработки детали, связаны с физико-механическими свойствами материала и условиями обработки – погрешностями станка, приспособлений, режущего инструмента, способа установки, метода зажима, размера операционного припуска, температуры процесса и т.д. Для обеспечения взаимозаменяемости нужно знать, как распределяются по полю допуска размеры деталей. При действии трех и более факторов опытное рассеяние размеров чаще всего согласуется с законом нормального распределения. Основываясь на этом, можно определить уровень согласованности поля допуска с полем рассеяния для последующей оценки брака при изготовлении деталей и сборке соединений.
Выбор средств измерений – одна из важнейших задач метрологического обеспечения производства. От правильного ее решения зависит качество конечной продукции, промежуточного и входного контроля. Из-за наличия погрешности измерений часть годных деталей может быть забракована, а часть бракованных попадает в годные. На общую экономическую эффективность контроля оказывает влияние также стоимость средства измерений и текущие эксплуатационные расходы, включающие в себя затраты на ежегодную поверку, заработную плату контролера, на материалы и энергию, расходуемые при измерениях, и пр.
Гладкие калибры приобрели широкое распространение в сфере серийного и массового производства при изготовлении и ремонте машин. Преимуществом использования калибров является возможность сделать заключение о годности детали гораздо быстрее по сравнению с применением универсальных средств измерений такой же точности. Особое место здесь занимают дефектовочные (однопредельные) калибры, применяемые при ремонте машин.
Задание для курсовой работы.
Задание 4.1. Расчет и выбор посадок колец подшипников качения.
Шариковый подшипник качения воспринимает радиальную нагрузку Fr. Класс точности подшипника, вид нагрузки и вращающееся кольцо заданы в таблице 4.1.
Таблица 4.1
Исходные данные
| Параметр
| Обозначение, вид
| Значение
|
| Условное обозначение подшипника
|
| –
|
| Класс точности
|
| –
|
| Радиальная нагрузка
| Fr
| 3 кН
|
| Характер нагрузки
| –
| Перегрузки до 125 %
|
| Вращается кольцо
| Внутреннее
| –
|
| Корпус, его наружный диаметр
| Неразъемный, D 1
| 170 мм
|
| Группа радиального зазора
|
| –
|
| Внутренний диаметр вала
| d2
| 10 мм
|
Требуется:
‒ записать и расшифровать условное обозначение подшипника;
‒ определить вид нагружения внутреннего и наружного колец подшипника;
‒ определить геометрические параметры, предельные отклонения колец и радиальных зазоров подшипника;
‒ выбрать посадку для местно-нагруженного кольца;
‒ рассчитать и выбрать посадку циркуляционно-нагруженного кольца по интенсивности нагрузки
‒ нанести обозначение посадок подшипниковых колец на эскиз подшипникового узла и допусков на эскизах сопрягаемых деталей.
Рассмотрим методику решения задачи на примере.
1. Запись и расшифровка условного обозначения подшипника. Условное обозначения шарикового радиального однорядного стандартного подшипника с группой зазора 7, классом точности 6, легкой серии 2 и диаметром отверстия 70 мм (14 ´ 5 = 70) записываем так:
7-6-214 ГОСТ 8338 – 75.
2. Определение вида нагружения внутреннего и наружного колец. Внутреннее кольцо является циркуляционно-нагруженным, так как оно вращается и воспринимает нагрузку попеременно всей поверхностью дорожки качения.
Наружное кольцоявляется местно-нагруженным, так как оно неподвижно и воспринимает нагрузку только частью поверхности.
 3. Определение геометрических параметров, предельных отклонений колец и радиальных зазоров подшипника. Выписываем технические и точностные характеристики подшипника 7-6-214 ГОСТ 8338-75 (по таблицам 1, 2, 3 и ъ 4 приложения В):
3. Определение геометрических параметров, предельных отклонений колец и радиальных зазоров подшипника. Выписываем технические и точностные характеристики подшипника 7-6-214 ГОСТ 8338-75 (по таблицам 1, 2, 3 и ъ 4 приложения В):
внутренний диаметр d = Æ70-0,012 мм;
наружный диаметр D = Æ125-0,015 мм;
ширина кольца В = 24 мм = 0,024 м;
радиус фасок r = 2,5 мм = 0,0025 м;
радиальные зазоры:
наибольший gmax = 51 мкм;
наименьший gmin = 25 мкм.
Определяем геометрические характеристики колец (рис. 4.1):
D 2 = D – (D – d) / 4; (4.1)
d 1 = d + (D – d) / 4; (4.2)
D 2 = 125 – (125 – 70) / 4 = 111 мм;
d 1 = 70 + (125 – 70) / 4 = 84 мм.
4. Выбор посадки для местно-нагруженного кольца. Посадку местно-нагруженного кольца (наружного) выбираем в соответствии с данными таблицы 4 приложения В.
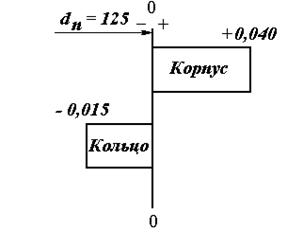
В нашем случае, для умеренной нагрузки и при применении разъемного корпуса, имеем поле допуска корпуса Æ125 Н 7(+0,04).
Тогда посадку (рис. 4.2) запишем так:  .
.
5. Расчет и выбор посадки циркуляционно-нагруженного кольца по интенсивности нагрузки. Для циркуляционно-нагруженных колец посадку выбираем по величине интенсивности радиальной нагрузки на посадочную поверхность:
 , (4.3)
, (4.3)
где k б - динамический коэффициент посадки, зависящий от характера нагрузки, табл. 10 приложения В; k o - коэффициент, учитывающий степень ослабления посадочного натяга при полом вале или тонкостенном корпусе (k o для вала изменяется от 1 до 3, для сплошного вала k o = 1; для корпуса k o = 1-1,8); kа - коэффициент неравномерности распределения радиальной нагрузки между рядами шариков или роликов в двухрядных (сдвоенных) подшипниках качения (kа = 1-2), для однорядного подшипника kа = 1.
Для нашего случая, принявперегрузки до 150 %, получим:
 = 304684 Н/м» 304,7 кН/м.
= 304684 Н/м» 304,7 кН/м.
По таблице 9 приложения В поле допуска циркуляционно-нагруженного вала  , поэтому посадка (рис. 4.3) запишется так
, поэтому посадка (рис. 4.3) запишется так
 .
.
6. Обозначение посадок подшипниковых колец на эскизе подшипникового узла и допусков на эскизах сопрягаемых деталей. На рисунке 4.4 представлен эскиз узла подшипника качения и выбранные посадки наружного и внутреннего колец.
На рисунке 4.5 приведен эскиз вала и требования к поверхности под внутреннее кольцо подшипника.
| 
|
| Рис.4.2. Посадка наружного местно-нагруженного кольца в корпус
| Рис.4.3. Посадка внутреннего циркуляционно-нагруженного кольца на вал
|
На рисунке 4.6 показан эскиз корпуса и требования к поверхности под наружное кольцо подшипника.
Требования к параметрам шероховатости поверхностей валов и корпусов определяем по таблице 6 приложения В. Требования к допускам и отклонениям формы и расположения поверхностей выбираем по таблице 7 приложения В.
Вывод. Выбранная посадка циркуляционно–нагруженного кольца обеспечит отсутствие проворачивания. Посадка местно-нагруженного кольца позволит быстро и качественно проводить разборочно–сборочные работы.
 Рис. 4.4. Эскиз узла
Рис. 4.4. Эскиз узла
|

Рис. 4.5. Эскиз вала

Рис. 4.6. Эскиз корпуса
Задание 4.2. Расчет вероятного процента брака
Продолжение примера. При изготовлении элементов посадки циркуляционо-нагруженного кольца подшипника качения, рассеяние действительных размеров отверстий (индекс D) характеризуется коэффициентами точности КТD и точности настройки КНD технологического процесса обработки, а рассеяние действительных размеров валов (индекс d) – соответственно коэффициентами КТd и КНd. Рассеяние действительных размеров подчиняется закону нормального распределения. Исходные данные приведены в таблице 4.2.
Требуется:
‒ построить схемы расположения полей допусков с теоретическими кривыми рассеивания действительных размеров;
‒ определить вероятный процент бракованных отверстий;
‒ определить вероятный процент бракованных валов;
‒ определить вероятный процент бракованных соединений;
‒ определение предельных вероятных натягов (зазоров).
Рассмотрим методику решения задачи на примере.
1. Построение схемы расположения полей допусков с теоретическими кривыми рассеивания действительных размеров.
Расшифровываем посадку:  .
.
Допуск отверстия TD = ES – EI = + 0 - (–12) = 12 мкм.
Допуск вала Td = es – ei = +21 - (+2) = 19 мкм.
Таблица 4.2
Исходные данные
| Параметры
| Обозначение
| Значение
|
| Условное обозначение посадки
| 
| –
|
| Коэффициенты точности технологических процессов обработки:
отверстия
вала
|
КТD
КТd
|
1,2
1,5
|
| Коэффициенты точности настройки технологических процессов обработки:
отверстия
вала
|
КНD
КНd
|
+ 0,12
|
Зоны рассеяния размеров отверстия и вала определяем по формуле
w = КТ×T; (4.4)
w D = 1,2 × 12 = 14,4 мкм;
w d = 1,5 × 19 = 28,5 мкм.
Определяем величины смещения средних действительных размеров отверстия и вала относительно середины допуска:
С = КН×T. (4.5)
Получим значения:
СD = + 0,12×12 = + 1,44 мкм;
Сd = 0×19 = 0 мкм.
2. Определение вероятного процента бракованных отверстий.
Определяем среднее квадратическое отклонение размеров
s = w/ 6. (4.6)
Для отверстийs D = 14,4 / 6 = 2,40 мкм.
Величины интервалов от центра группирования размеров до границ допуска определяем исходя из рисунка 4.7:
Х1 = T / 2 -½ C ½; (4.7)
Х2 = T / 2 +½ C ½. (4.8)
Получим значения:
Х1D = 12 / 2 - 1,44 = 4,56 мкм;
Х2D = 12 / 2 + 1,44 = 7,44 мкм.
Коэффициенты риска определяем по зависимостям:
t1 = Х1 / s; (4.9)
t2 = Х2 / s. (4.10)
Получим значения:
t1D = 4,56 / 2,4 = 1,90;
t2D = 7,44 / 2,4 = 3,10.















Рис. 4.7. Схема к расчету вероятного процента брака отверстий и валов
Значение функции Лапласа Ф (t) определяем по таблице 10 прил. В:
Ф (t1) = Ф (1,90) = 0,4713;
Ф (t2) = Ф (3,10) = 0,49898 (определяем интерполированием).
Вероятный процент исправимого и неисправимого брака размеров отверстия определяем по формуле
Qбр = [0,5 - Ф (t)] ×100 %; (4.11)
QбрD (не) = [0,5 - 0,49898]×100 = 0,102 %;
QбрD (и) = [0,5 - 0,4713]×100 = 2,87 %.
Суммарный процент брака
Qбр = Qбр (u) + Qбр (не). (4.12)
Для отверстий QбрD = 2,87 + 0,102 = 2,972 %.
3. Определение вероятного процента бракованных валов. Определяем среднее квадратическое отклонение размеров валов по формуле (4.6):
sd = 28,5 / 6 = 4,75 мкм.
Величины интервалов от центра группирования размеров до границ допуска определяем исходя из рисунка 4.7 по формулам (4.7) и (4.8):
Х1d = 19 / 2 + 0 = 9,5 мкм;
Х2d = 19 / 2 - 0 = 9,5 мкм.
Коэффициенты риска определяем по зависимостям (4.9) и (4.10):
t1d = 9,5 / 4,75 = 2,00;
t2d = 9,5 / 4,75 = 2,00.
Значение функции Лапласа Ф (t) определяем по таблице 10 прил. В:
Ф (t1) = Ф (2,00) =0,4772;
Ф (t2) = Ф (2,00) =0,4772.
Вероятный процент исправимого и неисправимого брака размеров валов определяем по зависимости (4.11):
Qбрd (не) = [0,5 - 0,4772]×100 = 2,28 %.
Qбрd (и) = [0,5 - 0,4772]×100 = 2,28 %;
Суммарный брак валов на основании зависимости (4.12)
Qбрd = 2,28 + 2,28 = 4,56 %.
4. Определение вероятного процента бракованных соединений.
Среднее квадратическое отклонение зазоров (натягов) определяем по выражению
 ; (4.13)
; (4.13)
 = 5,32 мкм.
= 5,32 мкм.
Средний действительный натяг определяем по формуле
 , (4.14)
, (4.14)
где  – средний действительный размер отверстия;
– средний действительный размер отверстия;  – средний действительный размер вала.
– средний действительный размер вала.
Определяем эти размеры:
 = Dn + ЕСе = Dn + (ES + EI) / 2 + cD; (4.15)
= Dn + ЕСе = Dn + (ES + EI) / 2 + cD; (4.15)
= dn + есе= dn + (es + ei) / 2 + cd, (4.16)
где ЕСе и есе – соответственно действительные средние отклонения размеров отверстий и вала.
Получим:
= 70 + (0 – 0,012) / 2 + 0,00144 = 69,99544 мм;
= 70 + (0,021+0,002) / 2 + 0 = 70,0115 мм.
Тогда
 = 70,0115 - 69,99544 = 0,01606 мм = 16,06 мкм.
= 70,0115 - 69,99544 = 0,01606 мм = 16,06 мкм.
Определяем предельные натяги в соединении:
Nmax= dmax - Dmin = es –EI; (4.17)
Nmin = dmin - Dmax = ei –ES; (4.18)
Nmax = + 0,021 - (–0,012) = 0,033 мм = 33 мкм;
Nmin = + 0,002 - 0 = 0,002 мм = 2 мкм.
Строим схему рассеяния действительных натягов в посадке (рис. 4.8).
Определяем величины интервалов от центра группирования до границ предельных натягов (зазоров) исходя из рисунка 4.8:
Х1N = - Nmin; (4.19)
Х2N = Nmax –  ; (4.20)
; (4.20)
Х1N = 16,06 - 2 = 14,06 мкм;
Х2N = 33 - 16,06 = 16,94 мкм.

Рис. 4.8. Схема к расчету брака при сборке соединения
Коэффициенты риска:
t1N = Х1N / sS; (4.21)
t2N = Х2N / sS. (4.22)
Получим значения:
t1N = 14,06 / 5,32 = 2,64; t2N =16,94 / 5,32 = 3,18.
Функцию Лапласа Ф (t) определяем по таблице 4.12:
Ф (t1) = Ф (2,64) = 0,4959; Ф (t2) = Ф (3,18) = 0,499244.
Вероятный процент бракованных соединений
QбрN = [1 - (Ф (t1) + Ф (t2))]×100 %; (4.23)
QбрN = [ 1 - (0,4959 + 0,499244)]×100 % = 0,4856 %.
5. Определение предельных вероятных натягов (зазоров).
Предельные вероятные зазоры определяем по выражениям:
NВ min =  - 3×s å; (4.24)
- 3×s å; (4.24)
NВ max =  + 3×s å. (4.25)
+ 3×s å. (4.25)
В результате расчета получим:
SВ min = 16,06 - 3 × 5,32 = 0,1 мкм;
SВ max= 16,06 + 3 × 5,32 = 32,02 мкм.
Вывод. Проведенная оценка вероятного процента брака показывает, что технологический процесс обработки отверстий в целом удовлетворителен (вероятный процент брака – 2,972 %). Технологический процесс обработки валов дает 4,56 % брака. В целом вероятный процент бракованных соединений составляет всего 0,4856 %.
Задание 4.3. Выбор универсальных средств измерений











