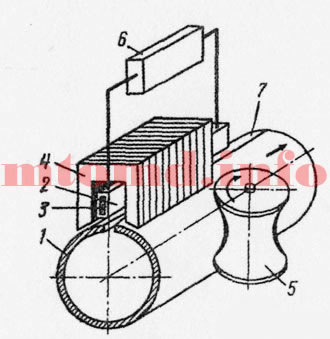
При индукционной сварке (ИС) детали нагревают или вихревыми токами, наводимыми магнитным полем, создаваемым близко расположенным к изделию индуктором, подключенным к генератору токами высокой частоты (индукционная схема), или протекаемым током в случае, когда изделие включено непосредственно в цепь высокочастотного генератора (кондукционная схема токоподвода). Этим методом можно соединять черные и цветные металлы и их сплавы, а также пластмассы и синтетические ткани.
Преимущества индукционной сварки с индукционным подводом следующие:
- быстрый нагрев;
- продолжительный срок службы индуктора;
- отсутствие на свариваемых деталях под индуктором рисок, царапин и др.
К недостаткам индукционной сварки следует отнести:
- сложность поддержания равномерного зазора между индуктором и поверхностью свариваемых деталей;
- сравнительно высокую потребляемую мощность из-за растекания тока по поверхности трубы вне зоны сварки и трудность сосредоточения разогрева в зоне сварки.
Под сваркой давлением понимают все виды сварки (контактная, трением, холодная и т.д.), при которых происходит пластическая деформация металлов в зоне контакта, в результате чего образуется сварное соединение. Для образования сварного соединения поверхности деталей сближают между собой настолько, что происходит взаимодействие атомов металла, расположенных на одной поверхности с атомами металла другой поверхности.
При различных методах сварки давлением неразъемные соединения металлов, металлов с неметаллическими материалами и неметаллов друг с другом осуществляются в твердом состоянии в результате, как правило, деформационного или термодеформационного воздействия на соединяемые материалы в зоне контакта. Поэтому основными технологическими параметрами процессов сварки являются давление P и температура T.
Под действием этих параметров соединяется большинство конструкционных одноименных и разноименных металлов. Под действием давления Р качественные соединения металлов формируются при холодной (ХС), взрывом (СВз), магнитоимпульсной сварках (МИС) и вакуумно-термической магнито-импульсной обработке (ВТМИО). При этих методах определяющим фактором образования таких соединений является взаимное деформационное взаимодействие в зоне контакта. Эти процессы можно отнести к Р-процессам.
При ударной сварке в вакууме (УСВ) и индукционной сварках (ИС) соединения металлов образуются за счет уже термодеформационного воздействия, так как металлы перед контактированием нагреваются до пластического состояния в зоне контакта. Отнесем эти методы сварки к Р, Т-процессам. ИС успешно применяется также для сварки пластмасс с синтетических тканей.
Газовая сварка в ремонтном производстве. Номенклатура деталей, восстанавливаемых этим способом.
Газовая, или газоплавильная сварка, также газосварка — сварка плавлением с применением смеси кислорода и горючего газа, преимущественно ацетилена; реже — водорода, пропана, бутана, блаугаза, бензина и т. д. Тепло, выделяющееся при горении смеси кислорода и горючего газа, оплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны — металла свариваемого шва, находящегося в жидком состоянии. Пламя может быть окислительным или восстановительным, это регулируется количеством кислорода. В зависимости от состава основного металла выбирают состав присадочных прутков; а в зависимости от толщины основного металла — диаметр.
Газовая сварка характеризуется плавным и медленным нагревом металла, что обусловливает основные области его применения для сварки:
- стали толщиной 0,2—5 мм (с увеличением толщины металла, в связи с медленным нагревом, снижается производительность);
- цветных металлов;
- инструментальных сталей, требующих постепенного мягкого нагрева и замедленного охлаждения;
- чугуна и некоторых специальных сталей, требующих подогрева при сварке;
А также для ремонтных работ, твердой пайки и некоторых видов наплавочных работ.






