Задания выбираются из табл. 31 по номеру студента в журнале группы. Пример оформления текстовой и расчётной части работы приводится ниже.
Необходимо рассчитать режим резания для обработки отверстия рассверливанием с диаметра Æ 15 мм до диаметра Æ 30 мм на проход (рис. 2, б), заготовки – полоса толщиной 20 мм и шириной 70 мм из стали 45 с твёрдостью НВ 269.
Режущий инструмент – сверло спиральное из быстрорежущей стали Р6М5, 2 j = 120°, стойкость сверла Т = 25 мин (табл. 30).
Станок – вертикально-сверлильный мод. 2А135 приложение (П1).
Расчёты режимов резания производятся в следующей последовательности:
1. Глубина резания рассчитывается по формуле:

2. Осевая подача инструмента s о принимается по таблицам с учётом поправочных коэффициентов
s о = s о(табл)· k 1, мм/об,
где s о(табл) – табличное значение скорости подачи, мм/об (табл. 1, 3, 20);
k 1 – коэффициент, зависящий от обрабатываемого материала (табл. 2). При рассверливании, а также сверлении чугуна не применяется.
При рассверливании с D = 30 мм до d = 15 мм жёсткой пластины толщиной 20 мм подача принимается по табл. 20 – s о(табл) = 0,5 мм/об, а коэффициент k 1 не применяется.
s о = 0,5 мм/об.
По паспортным данным станка мод. 2А135 (П1) принимается ближайшая меньшая подача к расчётной s ст = 0,43 мм/об.
3. Скорость резания определяется по таблице с учётом поправочных коэффициентов:
V = V та6л· k 1· k 2· k 3, м/мин,
где V та6л ‒ табличная скорость резания (табл. 4, 5, 6, 10, 13, 17, 21, 22);
k 1 ‒ коэффициент, зависящий от обрабатываемого материала (табл. 7, 11, 18, 21);
k 2 ‒ коэффициент, зависящий от стойкости и марки инструмента (табл. 8, 11, 15, 18, 21); k 3 ‒ коэффициент зависящий от глубины сверления (табл. 9, 11, 16, 18, 21).

е) ж) з) и) к)
Рис. 1. Виды обработки отверстий и применяемый инструмент:
а, б – сверление и рассверливание сверлом спиральным; в – зенкерование зенкером цельным; г – развёртывание отверстия цилиндрической развёрткой; д – развёртывание отверстия конической развёрткой; е, ж, з – зенкование торцевой и конической зенковкой; и – нарезание резьбы метчиком; к – зенкерование комбинированным инструментом
а) б) в) г)

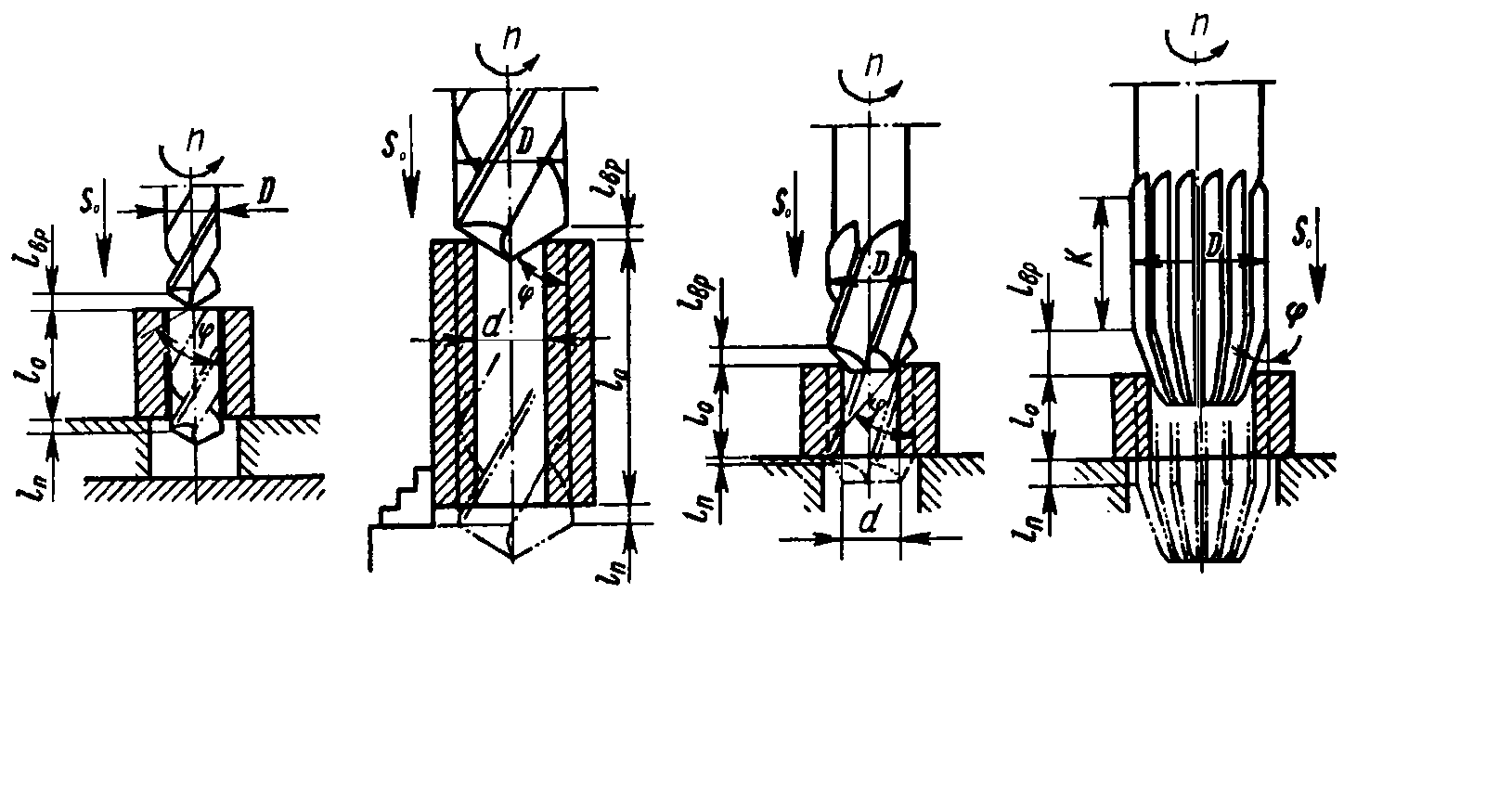
Рис. 2. Схемы обработки и элементы режимов резания:
а – при сверлении;
б – при рассверливании;
в – при зенкеровании;
г – при развёртывании
V = 31·0,8·1,2 = 29,76 м/мин
4. Частота вращения шпинделя n, определяется по формуле:
 , мин-1,
, мин-1,
где D ‒ диаметр обрабатываемой поверхности отверстия детали, мм.
 мин-1.
мин-1.
По паспортным данным станка мод. 2А135 (П1) выбирается ближайшее число оборотов шпинделя к расчётному по станку n = 275 мин-1.
5. Фактическая скорость резания определяется по формуле:
 .
.
6. Выбранные режимы проверяются по мощности, потребляемой на резание по формуле:
‒ для свёрл  ;
;
‒ для зенкеров 
которая должна быть меньше мощности двигателя главного привода станка с учётом его к.п.д.:
 ,
,
где N табл – табличная мощность резания выбирается из табл. 23, 24, 25, 26, 28, 29. При рассверливании стали по табл. 28 – N табл= 1,4 кВт;
V ф ‒ фактическая скорость резания, м/мин;
п ‒ число оборотов шпинделя по станку, мин-1.
k N – коэффициент на мощность резания в зависимости от обрабатываемого материала (табл. 27, 28, 29). Для стали 45 с твёрдостью НВ 269 – k N = 1,35;
N дв – мощность двигателя главного привода станка. По паспорту станка мод. 2А135 (П1) мощность двигателя N дв = 4,5 кВт;
η – к.п.д. главного привода станков с механическим приводом, η ≈ 0,8.

0,52 < 4,5 · 0,8 = 3,6 кВт.
Требование условия обработки по мощности выполняется.
Таблица 1
Подачи s о(табл) при обработке стали, латуни и дюралюминия
| Вид
обработки
| Глубина обработки отверстия
| s о(табл), мм/об при обрабатываемом диаметре D, мм
|
| 2,5
|
|
|
|
|
|
|
|
|
|
|
|
| Сверление
| До 3 D
От 4 D …до 8 D
| 0,04 0,03
| 0,08
0,06
| 0,12 0,1
| 0,16 0,14
| 0,22
0,18
| 0,28
0,22
| 0,32
0,28
| 0,4
0,32
| 0,45
0,36
| 0,5
0,4
|
|
|
| Зенкерование
| До 3 D
От 4 D …до 8 D
|
|
|
| 0,4
0,3
| 0,4 5 0,32
| 0,5 0,35
| 0,6
0,4
| 0,65
0,45
| 0,75
0,5
| 0,85
0,6
| 1,0
0,7
| 1,2
0,85
|
| Развёртывание
| До 3 D
От 4 D …до 8 D
|
|
|
| 0,5
0,35
| 0,6
0,45
| 0,75
0,5
| 0,9
0,6
| 1,0
0,75
| 1,1
0,8
| 1,35
1,0
| 1,5
1,1
| 2,0
1,5
|
| Зенкование
|
|
|
|
|
| 0,06
| 0,08
| 0,1
| 0,13
| 0,15
| 0,18
| 0,25
| 0,3
|
Примечания: 1. Таблица дана для сталей НВ 229…270. Для сталей НВ < 229 подачу умножать на 1,3, а для сталей НВ > 270 – на 0,8.
2. При зенкеровании и развёртывании глухих отверстий подачи s о принимать не более 0,5 мм/об.
3. Подачи при зенковании даны для инструментов, имеющих четыре-шесть зубьев, в остальных случаях подачи на оборот следует изменять пропорционально числу зубьев.
Таблица 2
Коэффициент k 1, зависящий от обрабатываемого материала*
| Обрабаты-
ваемый
материал
| Марка стали
| Латунь
| Дюралю-
миний
|
| А 12, А20
| Ст3,
15, 20,
30, 35
| 40, 45
| 15 Г,
15 X, 20X
| 30X
| 40Х; У8…У12
| 15 НМ, 20ХНМ
| ШX15
|
| k 1
| 1,0
| 0,9
| 0,8
| 0,8
| 0,73
| 0,7
| 0,75
| 0,5
| 1,0
| 1,5
|
* При рассверливании коэффициент k 1 не применяется.
Таблица 3
Подачи s о(табл) при обработке чугуна*
| Вид
обработки
| Глубина обработки отверстия
| s о, мм/об при обрабатываемом диаметре D, мм
|
| 2,5
|
|
|
|
|
|
|
|
|
|
|
|
| Сверление
| До 3 D
От 4 D …до 8 D
| 0,06
0,05
| 0,12
0,1
| 0, 18 0,15
| 0,24
0,2
| 0,3
0,25
| 0,35
0,3
| 0,45
0,35
| 0,5
0,4
| 0,55
0,45
| 0,6
0,5
|
|
|
| Зенкерование
| До 3 D
От 4 D …до 8 D
|
|
|
| 0,45
0,3
| 0,5
0,4
| 0,6
0,45
| 0,7
0,5
| 0,8
0,6
| 0,9
0,65
| 1,0
0,75
| 1,2
0,9
| 1,5
1,2
|
| Развёртывание
| До 3 D
От 4 D …до 8 D
|
|
|
| 1,0
0,60
| 1,1
0,75
| 1,3
0,85
| 1,5
1,0
| 1,8
1,2
| 2,1
1,4
| 2,4
1,6
| 2,8
1,7
| 3,6
2,3
|
| Зенкование
|
|
|
|
|
| 0,1
| 0,15
| 0,2
| 0,25
| 0,3
| 0,35
| 0,4
| 0,5
|
Примечания: 1. Таблица составлена для серого чугуна НВ 170…229 и ковкого чугуна НВ < 170. Для серого чугуна с пределом твёрдости НВ > 229 табличные значения умножать на 0,8.
2. При зенкеровании и развёртывании глухих отверстий подачи s о принимать не более 0,5 мм/об.
3. Для твёрдосплавных развёрток табличные значения брать по нижней строке и умножать на 0,7.
* Коэффициент k 1 при обработке чугуна не применяется.
Таблица 4
Скорость резания V табл.
Сверление и центрование стали
| s о, мм/об
| V табл, м/мин при обрабатываемом диаметре D, мм
|
| 2,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,04
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,06
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,08
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,12
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,14
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,16
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,18
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,25
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,3
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,35
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,4
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 5
Скорость резания V табл.
Зенкерование стали
| s о, мм/об
| V табл при обрабатываемом диаметре D, мм
|
| до 10
|
|
|
|
|
| ≥ 36
|
| До 0,2
|
|
|
|
|
|
|
|
| 0,25
|
|
|
|
|
|
|
|
| 0,3
|
|
|
|
|
|
|
|
| 0,35
|
|
|
|
|
|
|
|
| 0,4
|
|
|
|
|
|
|
|
| 0,45
|
|
|
|
|
|
|
|
| 0,5
|
|
|
|
|
|
|
|
| 0,6
|
|
|
|
|
|
|
|
| 0,7
|
|
|
|
|
|
|
|
| 0,8
|
|
|
|
|
|
|
|
Таблица 6
Скорость резания V табл.
Развёртывание стали*
| s о, мм/об
| V табл при обрабатываемом диаметре D, мм
|
| до 6
|
|
|
|
|
|
|
|
| ≥ 40
|
| До 0,2
|
|
|
|
|
|
|
|
|
|
|
| 0,3
|
|
|
|
|
|
|
|
|
|
|
| 0,4
|
|
|
|
|
|
|
|
|
|
|
| 0,5
|
|
|
|
|
|
|
|
|
|
|
| 0,6
|
|
|
|
| 1 1
|
|
|
|
|
|
| 0,7
|
|
|
|
|
|
|
|
|
|
|
| 0,8
|
|
|
|
|
|
|
|
|
|
|
| 0,9
|
|
|
|
|
|
|
|
|
|
|
| 1,0
|
|
|
|
|
|
|
|
|
|
|
| 1,5
|
|
|
|
|
|
|
|
|
|
|
* В таблице даны технологические скорости резания (на коэффициент k 2 не умножать).
Таблица 7
Коэффициент k 1, учитывающий марку обрабатываемой стали
| Вид обработки
| Марка стали
|
| А12; А20
| Ст3; 15
|
|
| 35;
|
| 15Г
| 15Х;
15НМ
| 20Х
| 30X
| 40X; У8…У12
| 20ХНМ
|
| НВ
|
| 150…235
| 135…200
| 150…210
| 170…230
| 170…230
| 190…230
| 150…210
| 150…220
| 170…230
| 170…240
| 190…270
| 170…230
|
| Сверление, зенкерование
| 1,0
| 0,75
| 0,9
| 0,8
| 0,75
| 0,7
| 0,8
| 0,8
| 0,8
| 0,65
| 0,65
| 0,8
|
| Развёртывание
| 1,0
| 0,8
| 1,0
|
| | | | | | | | | | | | | | |
Таблица 8
Коэффициент k 2, учитывающий стойкость инструмента
| Вид обработки
| k 2 при стойкости инструмента Т, мин
|
| До 30
|
|
|
|
|
|
|
| Сверление
| 1,25
| 1,1
| 1,0
| 0,95
| 0,9
| 0,85
| 0,8
|
| Зенкерование
| 1,35
| 1,15
| 1,0
| 0,95
| 0,85
| 0,8
| 0,75
|
Таблица 9
Коэффициент k 3, учитывающий глубину сверления, зенкерования, развёртывания
| Глубина обработки отверстия
| До 2 D
| 3 D
| 4 D
| 5 D
| 6 D
| 7 D
|
| k 3
| 1,0
| 0,9
| 0,8
| 0,7
| 0,65
| 0,6
|
Таблица 10
Скорость резания V табл.
Сверление и зенкерование серого чугуна
| Подача
s o,
мм/об
| V табл, м/мин
|
| Сверление
| Зенкерование
| Зенкование
|
| Обрабатываемый диаметр D, мм
|
| 2,5
|
|
|
|
|
|
|
|
|
|
| До 20
| 20…40
| ˃ 40
|
| До 0,06
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,15
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,3
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,4
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,6
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,8
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 1,0
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 1,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечания: 1. При сверлении и зенкеровании твёрдосплавными инструментами скорости резания повышать в 3 раза, при зенковании – в 2 раза.
2. При зенкеровании по корке скорости резания понижать на 25%.
3. При применении смазочно-охлаждающих жидкостей скорости резания увеличивать на 15…20%.
Таблица 11
Коэффициент k 1, зависящий от твёрдости серого чугуна
| НВ
| 143…207
| 163…229
| 170…241
| 235…295
|
| k 1
| 1,2
| 1,0
| 0,9
| 0,7
|
| Коэффициент k 2, учитывающий стойкость инструмента
|
| Материал
инструмента
| k 2 при стойкости Т, мин
|
| До 15
|
|
|
|
|
|
|
|
|
|
|
| Быстрорежущая сталь Твёрдый сплав
| 1,5
2,0
| 1,3
1,6
| 1,15 1,2
| 1,0
1,0
| 0,9 0,85
| 0,85
0,75
| 0,75
0,65
| 0,7
0,6
| 0,6
| 0,58
| 0,55
|
| Коэффициент k 3, учитывающий глубину сверления, зенкерования и развёртывания
|
| Глубина резания
| До 5 D
| 8 D
| 10 D
|
| k 3
| 1,0
| 0,8
| 0,7
|
| Примечание. При горизонтальном сверлении коэффициент k 3 не учитывать.
|
| | | | | | | | | | | | | | | | | | | |
Таблица12
Развёртывание чугуна
| Обрабатываемая поверхность
| Скорость резания V, м/мин развёртками
|
| Квалитет
точности
| Шероховатость Ra
| из быстрорежущейстали
| твёрдосплавными
|
| Без охлаждения
| С применением
эмульсии
| НВ < 229
| НВ > 229
|
| 8…9
| 1,6…3,2
| 0,8…1,6
|
|
|
|
| 10…11
|
|
|
|
Таблица 13
Скорость резания V табл.
Сверление и зенкерование ковкого и высокопрочного чугуна
| Подача
s o,
мм/об
| V табл, м/мин
|
| Сверление
| Зенкерование
| Зенкование
|
| Обрабатываемый диаметр D, мм
|
| 2,5
|
|
|
|
|
|
|
|
|
|
| До 20
| 20…40
| > 40
|
| До 0,06
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,15
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,3
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,4
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,6
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,8
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 1,0
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 1,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечания: 1. Для инструментов из быстрорежущих сталей повышенной производительности табличные значения умножать на 1,2.
2. При сверлении и зенкеровании твёрдосплавными инструментами скорости резания повышать в 2…2,5 раза, при зенковании – в 2 раза.
3. При зенкеровании по корке скорости резания понижать на 25%.
Таблица 14
Коэффициент k 1, зависящий от твёрдости чугуна
| Тип чугуна
| НВ
| k 1
|
| Ковкий
| 120…140
| 1,15
|
| 130…170
| 1,0
|
| Высокопрочный
| 207…229
| 0,7
|
| 265…285
| 0,55
|
Таблица 15
| Коэффициент k 2, учитывающий стойкость инструмента
|
| Материал
инструмента
| k 2 при стойкости Т, мин
|
| До 15
|
|
|
|
|
|
|
|
|
|
|
| Быстрорежущая сталь Твёрдый сплав
| 1,5 2,0
| 1,3 1,6
| 1,15 1,2
| 1,0 1,0
| 0,9 0,85
| 0,85 0,75
| 0,75 0,65
| 0,7 0,6
| 0,6
| 0,58
| 0,55
|
|
Таблица 16
Коэффициент k 3, учитывающий глубину сверления, зенкерования, развёртывания
|
| Глубина обработки отверстия
| До 5 D
| 8 D
| 10 D
|
| k 3
| 1,0
| 0,8
| 0,7
|
| Примечание. При горизонтальном сверлении коэффициент k 3 не учитывать.
|
| | | | | | | | | | | | | | | |
Таблица 17
Скорость резания V табл.
Сверление и зенкерование алюминиевых сплавов
| Подача
s o,
мм/об
| V табл, м/мин
|
| Сверление
| Зенкерование
|
| Обрабатываемый диаметр D, мм
|
| До 2,5
|
|
|
|
|
|
|
|
|
|
| До 20
| 20…40
| > 40
|
| До 0,06 0,1
0,15
0,2
0,3
0,4
0,6
0,8
1,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Примечания: 1. Для свёрл из стали 9ХС табличные значения умножать на 0,6.
2. Для твёрдосплавных зенкеров скорости резания повышать в 1,5…2 раза.
3. При работе без охлаждения табличные значения скоростей умножать на 0,8.
|
Таблица 18
Коэффициент k 1, зависящий от обрабатываемого алюминиевого сплава
| Алюминиевые сплавы
| k 1
|
| Литейные сплавы σ В = 200…300 Н/мм2, НВ ≥ 65 (закалённые)
Дюралюминий σ В = 400…500 Н/мм2, НВ ≥ 100 (закалённый)
| 1,0
|
| Литейные сплавы σ В = 10…20 Н/мм2, НВ ≤ 65
Дюралюминий σ В = 30…40 Н/мм2, НВ ≤ 100
| 1,25
|
| Дюралюминий σ В = 20…30 Н/мм2
| 1,5
|
| Коэффициент k 2, учитывающий стойкость инструмента
|
| Инструмент
| k 2 при стойкости Т, мин
|
| До 15
|
|
|
|
|
|
|
|
|
|
|
|
| Сверло
Зенкер
| 1,45
1,7
| 1,25
1,4
| 1,1
1,15
| 1,0
1,0
| 0,9
0,9
| 0,85
0,8
| 0,8
0,75
| 0,8
0,75
| 0,75
0,7
| 0,7
0,6
| 0,65
0,55
| 0,6
0,5
|
| Коэффициент k 3, учитывающий глубину сверления, зенкерования и развёртывания
|
| Глубина обрабатываемого отверстия
| До 5 D
| 8 D
| 10 D
|
| k 3
| 1,0
| 0,8
| 0,7
|
| Примечание. При горизонтальном сверлении коэффициент k 3 не применять.
|
| | | | | | | | | | | | | | | | |
Таблица 19
Скорость резания V, м/мин при развёртывании алюминиевых сплавов
| Квалитет точности
| Шероховатость Ra
| Скорость резания V, м/мин развёртками из быстрорежущей стали
|
|
| 0,8…1,6
| 25…50
|
|
| 0,8…1,6
| 15…20
|
|
| 0,4…0,8
| 8…12
|
| Примечание. Для твёрдосплавных развёрток применять эти же скорости резания,
при этом стойкость повышается не менее чем в 3 раза.
|
Таблица 20
Подача s o, мм/об при рассверливании деталей из стали, алюминиевых сплавов и чугуна
| Диаметр
рассверли-
вания
D, мм
| Диаметр
просвер-
ленного
отверстия
d, мм
| Материал деталей
|
| Сталь и алюминиевые сплавы
| | Чугун
| |
| Группа подач*
|
| I
| II
| III
| I
| II
| III
|
| | | s o, мм/об
| | |
|
|
| 0,4…0,65
| 0,3…0,4
| 0,2…0,3
| 0,5…0,65
| 0,4…0,5
| 0,25…0,35
|
|
| 0,6…0,7
| 0,45…0,55
|
|
| 0,45…0,7
| 0,35…0,45
| 0,3…0,4
| 0,65…0,75
| 0,35…0,45
|
|
|
| 0,3…0,4
| 0,2…0,3
| 0,6…0,7
| 0,35…0,45
| 0,25…0,35
|
|
| 0,5…0,75 0,6…0,8
| 0,35…0,45 0,4…0,5
| 0,3…0,4
| 0,65…0,75
| 0,4…0,55
0,45…0,6
| 0,35…0,45
|
|
|
| 0,4…0,65
| 0,35…0,45
| 0,6…0,7
| 0,4…0,5
|
|
| 0,5…0,7
| 0,4…0,5
|
| 0,7…0,8
| 0,45…0,55
|
|
|
| 0,6…0,8
| 0,45…0,55
| 0,4…0,5
| 0,5…0,6
| 0,45…0,6
|
|
|
| 0,45…0,65
| 0,4…0,5
| 0,3…0,4
| 0,6…0,7
| 0,45…0,6
| 0,35…0,45
|
|
| 0,5…0,7
| 0,45…0,55
| 0,8…0,9
| 0,55…0,65
| 0,4…0,5
|
|
| 0,4…0,5
| 0,9…1,0
| 0,5…0,6
|
| * I группа подач применяется при рассверливании отверстий в жёстких деталях с точностью до 12-го квалитета; II группа – соответственно в нежёстких деталях под последующую обработку несколькими инструментами; III группа – под последующую обработку одним зенкером или одной разверткой.
|
| | | | | | | | | | | | | |
Таблица 21
Скорость резания V табл при рассверливании деталей из стали, алюминиевых сплавов и чугуна
| Диаметр
рассверли-
вания
D, мм
| Диаметр
просвер-
ленного
отверстия
d, мм
| Обрабатываемый металл
|
| Сталь
| Чугун
| Алюминиевые
сплавы
|
| s o, мм/об
|
| 0,2
| 0,3
| 0,4
| 0,5
| 0,6
| 0,8
| 0,2
| 0,3
| 0,4
| 0,6
| 0,8
| 1,0
| 0,3
| 0,5
| 0,8
|
| V табл*, м/мин
|
| До 30
| До10
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| —
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| —
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| —
|
|
|
|
|
|
| —
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| * При рассверливании отверстий твёрдосплавными свёрлами V табл увеличивать в 2 раза.
|
| Коэффициент на скорость резания k 1, учитывающий твёрдость обрабатываемого металла**
|
| НВ
| 143…207
| 163…229
| 170…241
| > 241
|
| k 1
| 1,15
| 1,0
| 0,9
| 0,8
|
| ** При рассверливании отверстий в литье по корке табличные значения V табл умножать на 0,8.
|
| Коэффициент на скорость резания k 2, учитывающий стойкость инструмента
|
| Материал
инструмента
| Период стойкости Т, мин
|
|
|
|
|
|
|
|
|
|
|
|
|
| k 2
|
| Быстрорежущая сталь
| 1,2
| 1,1
| 1,0
| 0,95
| 0,95
| 0,9
| 0,85
| 0,8
| 0,7
| 0,6
| 0,5
|
| Твёрдый сплав
| 1,65
| 1,25
| 1,0
| 0,85
| 9,75
| 0,7
| 0,65
| 0,55
| 0,5
| 0,45
| 0,4
|
| | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | |
Примечание. При рассверливании коэффициент k 3 не применять.
Таблица 22
Скорости резания V, м/мин при нарезании резьбы машинным метчиком*
| Диаметр резьбы
D, мм
| Шаг резьбы Р н.р., мм
|
| 0,5
| 0,75
| 1,0
| 1,25
| 1,5
| 2,0
|
|
| Скорость резания V, м/мин
|
| 3…6
|
|
|
| —
| —
| —
|
| 8…10
|
|
|
|
|
| 12…16
|
|
|
|
|
|
| 18…24
| —
| —
|
| —
|
|
|
| 27 и более
|
|
|
|
|
*Шаг резьбы и диаметр сверла под резьбу приведены в таблице П2.
Мощность резания
Мощность резания рассчитывается по формулам:
‒ для сверления  ;
;
‒ для зенкерования 
где  ‒ табличные значения мощности (табл. 22, 23, 24, 25, 28, 29), кВт; k N ‒ коэффициент, зависящий от обрабатываемого материала (табл. 26);
‒ табличные значения мощности (табл. 22, 23, 24, 25, 28, 29), кВт; k N ‒ коэффициент, зависящий от обрабатываемого материала (табл. 26);
V ф ‒ фактическая скорость резания, м/мин; п ‒ число оборотов шпинделя по станку, мин-1.
При развёртывании и нарезании резьбы метчиком  не определяют т. к. она имеет малую величину.
не определяют т. к. она имеет малую величину.
Таблица 23
Значения мощности N табл при сверлении стали
| Обрабатываемый диаметр
D, мм
| N табл, кВт при подаче s о, мм/об
|
| 0,06
| 0,1
| 0,14
| 0,16
| 0,2
| 0,3
| 0,4
| 0,5
| 0,6
| 0,8
|
| До 3
| 0,03
|
|
|
|
|
|
|
|
|
|
|
| 0,06
| 0,09
|
|
|
|
|
|
|
|
|
|
| 0,13
| 0,2
| 0,25
| 0,29
|
|
|
|
|
|
|
|
| 0,22
| 0,35
| 0,45
| 0,52
| 0,60
|
|
|
|
|
|
|
| 0,35
| 0,55
| 0,7
| 0,8
| 0,94
|
|
|
|
|
|
|
| 0,5
| 0,8
|
| 1,2
| 1,4
| 1,9
|
|
|
|
|
|
| 0,9
| 1,4
| 1,8
| 2, I
| 2,4
| 3,4
| 4,3
|
|
|
|
|
| 1,4
| 2,2
| 2,8
| 3,2
| 3,8
| 5,3
| 6,7
|
|
|
|
|
| 2,2
| 3,5
| 4,4
| 5,0
| 5,9
| 8,3
| 10,5
| 12,4
| 14,4
|
|
|
| 3,6
| 5,7
| 7,4
| 8,2
| 9,9
| 13,5
| 17,2
| 20,5
|
|
|
Таблица 24
Значения мощности N табл при сверлении чугуна
| Обрабатываемый диаметр
D, мм
| N табл, кВт при подаче s о, мм/об
|
| 0,06
| 0,1
| 0,14
| 0,16
| 0,2
| 0,3
| 0,4
| 0,5
| 0,6
| 0,8
|
| До 3
| 0,02
| 0,03
|
|
|
|
|
|
|
|
|
|
| 0,03
| 0, 05
| 0,07
|
|
|
|
|
|
|
|
|
| 0,08
| 0,12
| 0,15
| 0,18
| 0,21
|
|
|
|
|
|
|
| 0,14
| 0,22
| 0,27
| 0,32
| 0,37
| 0,5
|
|
|
|
|
|
| 0,21
| 0,34
| 0,43
| 0,5
| 0,58
| 0,8
| 1,0
|
|
|
|
|
| 0,31
| 0,49
| 0,62
| 0,7
| 0,83
| 1,2
| 1,5
|
|
|
|
|
| 0,55
| 0,86
| 1,1
| 1,3
| 1,5
| 2,1
| 2,6
| 3,1
|
|
|
|
| 0,9
| 1,4
| 1,7
|
| 2,3
| 3,3
| 4,1
| 4,9
| 5,6
|
|
|
| 1,3
| 2,1
| 2,7
| 3,1
| 3,6
| 5,1
| 6,4
| 7,6
| 8,8
|
|
|
| 2,2
| 3,4
| 4,5
|
| 5,9
| 8,2
| 10,5
| 12,5
|
|
|
Таблица 25
Значения мощности N табл при сверлении алюминиевых сплавов
| Обрабатываемый диаметр
D, мм
| N табл, кВт при подаче s о, мм/об
|
|
|
|






