Задания выбираются из табл. 13 по номеру студента в журнале группы. Пример оформления текстовой и расчётной части работы приводится ниже.
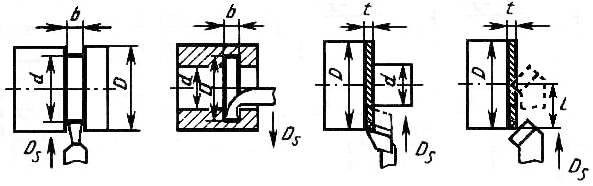
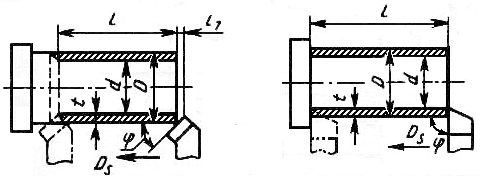
Необходимо рассчитать режим резания для токарной обработки цилиндрической поверхности с диаметра Æ 35 мм до диаметра Æ 30 мм на длине 70 мм (рис. 1, в), заготовки из стали 45 с твёрдостью НВ 269.
Режущий инструмент – резец токарный проходной с твёрдосплавной пластинкой Т15К6, правый, j = 45°, γ = 10°, стойкость резца Т = 90 мин.
Станок токарно-винторезный мод. 16К20 (П1).
Расчёты резания производятся в следующей последовательности:
1. Глубина резания рассчитывается по формуле:
2. Подача принимается по табл. 1. При t = 2,5 мм, с учётом нежёсткой системы (примечание табл.1), подача принимается меньше табличной на 30%
s = s табл ‒ 30%· s табл = 0,6 ‒ 30/100 · 0,6 = 0,42 мм/об.
По паспортным данным станка мод. 16К20 (П1) принимается ближайшая меньшая подача к расчётной s = 0,40 мм/об.
3. Скорость резания определяется по таблице с учётом поправочных коэффициентов:
V = V та6л· k 1· k 2· k 3, м/мин,
где V та6л ‒ табличная скорость резания (табл. 2, 3, 4); k 1 ‒ коэффициент, зависящий от обрабатываемого материала (табл. 5); k 2 ‒ от стойкости и марки твёрдого сплава (табл. 6); k 3 ‒ от вида обработки. При продольном точении не применяется (табл. 7).
V = 125·1,0·0,8 = 100 м/мин.
4. Частота вращения шпинделя n, определяется по формуле:
 , мин-1,
, мин-1,
где D ‒ диаметр обрабатываемой поверхности детали, мм.

| Рис. 1. Схемы обработки на токарных станках: а, б – наружное точение и растачивание на проход; в, г – наружное точение в упор; д, е – растачивание в упор; ж, з – точение и растачивание канавки; и, к – подрезка торца
|

 об/мин.
об/мин.
По паспортным данным станка мод. 16К20 (П1) принимается ближайшая меньшая частота вращения шпинделя к расчётной n = 800 мин-1.
5. Фактическая скорость резания по принятой частоте вращения шпинделя n = 800 мин-1 определяется по формуле:
 .
.
6. Выбранные режимы резания проверяются по мощности, потребляемой на резание при продольной подаче по формуле:
 ,
,
где N табл – условная мощность резания выбирается из табл. 11. N табл = 4,2 кВт;
k N – коэффициент на мощность резания в зависимости от обрабатываемого материала (табл.12). Для стали 45 с твёрдостью НВ 269 – k N = 0,8.
 .
.
Мощность резания должна быть меньше мощности двигателя главного привода станка с учётом его к.п.д.:

где N дв – мощность двигателя главного привода станка. По паспорту станка мод. 16К20 (П1) мощность двигателя N дв = 11 кВт;
η – к.п.д. главного привода станков с механическим приводом, η ≈ 0,8.
2,95 < 11 · 0,8 = 8,8 кВт.
Условие требования обработки выполняется.
Таблица 1
Подачи при точение стальных и чугунных деталей
| Обрабатываемый материал
| Подача суппорта s, мм/об при глубине t (ширине b), мм
|
| До 3
|
|
|
|
|
| Сталь
| 0,6
| 0,4
| 0,3
| 0,25
| 0,2
|
| Чугун
| 0,8
| 0,6
| 0,45
| 0,35
| 0,25
|
| Примечание. При высоких требованиях к точности обработки подачу устанавливать в пределах 0,2...0,3 мм/об. При обработке деталей жёсткой системы станок ‒ деталь ‒ инструмент подачу увеличивать до 50 %, а нежёсткой системы ‒ снижать до 30 %.
|
Скорость резания
V = V та6л· k 1· k 2· k 3, м/мин,
где V та6л ‒ табличная скорость резания (табл. 2, 3, 4); k 1 ‒ коэффициент, зависящий от обрабатываемого материала (табл. 5); k 2 ‒ от стойкости и марки твёрдого сплава (табл. 6); k 3 ‒ от вида обработки (табл. 7).
Таблица 2
Скорость резания V табл.
Точение проходными, подрезными и расточными резцами
|
|
| Обрабатываемый материал
|
|
|
| Сталь
| Чугун серый
| Чугун ковкий и высокопрочный
| Алюминиевые сплавы
|
|
|
| Материал инструмента
|
| t,
мм
| s,
мм/об
| Быстрорежущая
сталь
| Твёрдый сплав
| Быстро-
режущая
сталь
|
|
|
| V та6л, м/мин, при угле в плане φ
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 45-90
| 45-90
|
| До 1
| До 0,2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,3
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,4
|
|
| 4 2
|
|
|
|
|
|
|
|
|
|
|
|
| 0,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,6
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,8
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 2,5
| До 0,2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,3
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,4
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,6
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,8
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| До 0,2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,3
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,4
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,6
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,8
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | | | | | | | | | | | | | | | | | | | |
Таблица 3
Точение твёрдосплавными резцами с дополнительной режущей кромкой (φ 1 = 0°)
| s,
мм/об
| Обрабатываемый материал
|
| Сталь
| Чугун серый
| Чугун ковкий и высокопрочный
| Алюминиевые
сплавы
|
| V табл, м/мин при глубине резания t, мм
|
| 0,5
|
| 1,5
|
| 0,5
|
| 1,5
|
| 0,5
|
| 1,5
|
| 0,5
|
| 1,5
|
|
|
1,5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | | | | | | | | | | | | | | | | | | |
Таблица 4
Точение фасонными, прорезными, отрезными и широкими резцами
| Обрабатывае-
мый
материал
| Резец
| V табл, м/мин при подаче s, мм/об
|
| Тип
| Материал
| 0,03
| 0,04
| 0,06
| 0,08
| 0,1
| 0,15
| 0,2
| 0,3
| 0,4
| 0,5
|
| Сталь
| Фасонный
| Быстрорежущая сталь
|
|
|
|
|
|
| —
| —
| —
| —
|
| Широкий прорезной
и отрезной
| ‒
| ‒
|
|
|
|
|
|
|
|
|
| Твёрдый
сплав
| ‒
| ‒
| ‒
|
|
|
|
|
|
|
|
| Чугун
| серый
| ‒
| ‒
| ‒
|
|
|
|
|
|
|
|
| ковкий
| ‒
| ‒
| ‒
|
|
|
|
|
|
|
|
| Примечание. Скорости резания для точения сталей и ковкого чугуна даны с учётом применения охлаждающей эмульсии, для серых чугунов ‒ при работе без охлаждения. В случае охлаждения эмульсией при обработке чугунов скорости резания могут быть повышены на 15…20%. При скоростном точении стальных деталей эти же данные остаются неизменными и в случае работы без охлаждения.
|
| | | | | | | | | | | | | | | | |
Таблица 5
Коэффициент k 1, учитывающий марку обрабатываемого материала
| Марка стали
|
| Материал инструмента
| 10; Ст3,15; 20; 25;
30; 35; 40; 45; 50
| 15Х; 20X; 30X;
35Х; 38ХА; 40Х; У8…У12
| 45Г2;
50Г
| 12Х2НЗА
| 12Х2Н4А
| 20ХНМ
| 40ХНМА
| 35 X ГС
| 18ХГТ
| ЗОХГТ;
25ХГТ
|
| НВ
|
| < 156
| 156…207
| 170…229
| 207…269
| 269…302
| 285…321
| 170…229
| 229…269
| 269…285
| 207…255
| 255…285
| 286…332
| 170…229
| 229…269
| 269…285
| 156…217
| 179…255
| 156…207
| 197…269
| 170…241
| 269…321
| 321…375
| 149…187
| 170…197
|
| Быстрорежущая сталь
| 1,55
| 1,0
| 0,85
| 0,65
| 0,55
| 0,5
| 1,05
| 0,85
| 0,75
| 0,6
| 0,5
| 0,4
| 0,7
| 0,55
| 0,5
| 0,75
| 0,6
| 0,8
| 0,55
| 0,55
| 0,35
| 0,3
| 0,9
| 0,6
|
| Твёрдый сплав
| 1,35
| 1,11
| 0,9
| 0,75
| 0,7
| 0,65
| 1,1
| 0,95
| 0,9
| 0,75
| 0,7
| 0,6
| 0,8
| 0,7
| 0,65
| 0,85
| 0,75
| 0,9
| 0,7
| 0,7
| 0,5
| 0,45
| 0,95
| 0,8
|
| Условия
обработки
| Чугун и его твёрдость, НВ
| Алюминиевые сплавы
σ В, Н/мм2
|
| Серый
| Ковкий
и высокопрочный
|
| 143…207
| 163…229
| 170…241
| 235…295
| 120…140
| 130…170
| 207…229
| 265…285
| | 100…200
| 200…300
| 300…400
| 400…500
|
|
|
|
|
|
|
|
|
|
| Силумин н литейные
| 1,2
| 1,0
| ‒
| ‒
|
| Без корки
| 1,2
| 1,0
| 0,9
| 0,7
| 1,3
| 1,0
| 0,65
| 0,45
| сплавы
|
| По корке
| 1,0
| 0,8
| 0,7
| 0,6
| 0,85
| 0,7
| 0,55
| 0,40
| Дюралюминий
| ‒
| 1,5
| 1,2
| 1,0
|
|
|
|
|
|
|
|
|
|
|
| | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | |
Таблица 6
Коэффициент k 2, характеризующий стойкость и марку твёрдого сплава
проходных, подрезных, расточных и канавычных резцов
| Обрабатываемый материал
| Материал
инструмента
| k 2 при стойкости инструмента Т, мин
|
| До 30
|
|
|
|
|
|
|
|
|
|
| Сталь
| Быстрорежущая
сталь
| 1,3
| 1,13
| 1,0
| 0,8
| 0,7
| 0,05
| 0,55
| 0,5
| 0,45
| 0,35
|
| Т15К6
| 2,0
| 1,55
| 1,25
| 0,9
| 0,75
|
|
|
|
|
|
| Т14К8
| 1,6
| 1,25
| 1,0
| 0,7
| 0,6
|
|
|
|
|
|
| Т5К10
| 1,25
| 1,0
| 0,8
| 0,55
| 0,5
|
|
|
|
|
|
| Чугун серый
| ВКЗМ, ВК2,
| 1,6
| 1,4
| 1,2
| 0,05
| 0,85
| 0,7
| 0,6
| 0,55
| 0,5
|
|
| ВК4, ВК6,
| 1,35
| 1,15
| 1,0
| 0,8
| 0,7
| 0,6
| 0,5
| 0,45
| 0,4
|
|
| ВК8
| 1,15
| 1,0
| 0,85
| 0,7
| 0,6
| 0,5
| 0,45
| 0,4
| 0,35
|
|
| Чугун ковкий и высокопрочный
| ВКЗМ, ВК2,
| 2,1
| 1,75
| 1,45
| 1,1
| 0,9
| 0,8
| 0,65
| 0,5
| 0,45
|
|
| ВК4, ВК6,
| 1,75
| 1,45
| 1,2
| 0,9
| 0,7
| 0,63
| 0,55
| 0,45
| 0,4
|
|
| ВК8
| 1,45
| 1,2
| 1,0
| 0,75
| 0,6
| 0,55
| 0,45
| 0,35
| 0,3
|
|
| Алюминиевые
сплавы
| Быстрорежущая
сталь
| 1,3
| 1,1
| 1,0
| 0,55
| 0,8
|
|
|
|
|
|
| ВК4, ВК6
| 1,5
| 1,2
| 1,0
| 0,8
| 0,7
|
|
|
|
|
|
Таблица 7
Коэффициент k 3, характеризующий вид обработки*
| Растачивание
| Поперечное точение
| Фасонное точение
|
| Профиль резца
| Предварительное
| Чистовое
|
| Диаметр обработки d
| Отношение диаметров D / d
| Простой
| 1,0
| 0,8
|
| < 75
| > 75
| 0…0,4
| 0,5…0,7
| 0,8…1,0
| Глубокий и сложный
| 0,85
| 0,7
|
| 1,0
| 0,85
| 1,35
| 1,2
| 1,05
|
* Коэффициент k 3 при продольном наружном точении не применяется
Сила резания
Рz = Рz табл· k 1· k 2, H,
где k 1 – коэффициент, зависящий от обрабатываемого материала (табл. 9); k 2 – коэффициент, зависящий от скорости резания и переднего угла γ при точении сталей твёрдосплавным инструментом (табл. 10).
Мощность резания
 (табл. 8, 9, 10)
(табл. 8, 9, 10)
или (табл. 11, 12).
Таблица 8
Сила резания Рz табл
| Подача
s, мм/об
| Р zтабл, Н при глубине резания t, мм
|
| 0,25
| 0,5
|
| 1,5
|
| 2,5
|
|
|
|
|
|
|
| До 0,06
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,08
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,1
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,12
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,16
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,2
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,25
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,3
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,4
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,5
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,0
|
|
|
|
|
|
|
|
|
|
|
|
|
| 0,8
|
|
|
|
|
|
|
| 6800.
|
|
|
|
|
| 1,0
|
|
|
|
|
|
|
|
|
|
|
|
|
| 1,2
|
|
|
|
|
|
|
|
|
|
|
|
|
| Примечания: 1. Силы резания Рz для прорезных, отрезных и фасонных резцов принимать по Рz табл для глубины резания 1 мм и умножать на ширину резца b, мм.
2. Для фасонных резцов сложных профилей Рz дополнительно увеличивать на 30% в зависимости от сложности, а для отрезных резцов – на 20%.
|
Таблица 9
Коэффициент k 1, зависящий от обрабатываемого материала
| Материал инструмента
| Обрабатываемый материал
|
| Сталь
| Чугун
| Алюминиевые сплавы
|
| серый
| ковкий и высокопрочный
|
| НВ
|
| До 156
| 143…207
| 170…229
| 207…268
| 229…285
| 269…302
| 285…321
| 321…375
| 163…229
| 235…295
| 130…170
| 207…229
| 265…285
|
| Быстрорежущая сталь
| 0,75
| 0,9
| 1,0
| 1,15
| 1,2
| 1,3
| 1,4
| 1,5
| 0,6
| 0,7
| 0,55
| 0,65
| 0,75
| 0,3
|
| Твёрдый сплав
| 0,7
| 0,75
| 0,8
| 0,85
| 0,85
| 0,9
| 0,95
| 1,0
|
| | | | | | | | | | | | | | | | |
Таблица 10
Коэффициент k 2, зависящий от скорости резания и переднего угла при точении сталей твёрдосплавным инструментом
| Скорость резания
V, м/мин
| Передний угол γ в град
|
| +10
|
| ‒ 10
|
| До 100
| 1,0
| 1,1
| 1,2
|
|
| 0,9
| 1,0
| 1,1
|
Таблица 11
Условная расчётная мощность резания N табл, кВт
при точении проходными, подрезными и расточными резцами
| s, мм/об
| N табл, кВт
|
| Глубина резания t, мм
|
| 0,5
| 1,0
| 1,5
| 2,0
| 2,5
| 3,0
| 4,0
| 5,0
| 6,0
| 8,0
| 10,0
|
| 0,06
| 0,25
| 0,5
| 0,75
| 1,0
| 1,25
| 1,5
| 2,0
| 2,5
| 3,0
| 4,0
| 5,0
|
| 0,08
| 0,27
| 0,55
| 0,8
| 1,1
| 1,3
| 1,6
| 2,2
| 2,7
| 3,2
| 4,3
| 5,4
|
| 0,1
| 0,3
| 0,6
| 0,9
| 1,2
| 1,5
| 1,8
| 2,3
| 3,0
| 3,6
| 4,7
| 5,8
|
| 0,12
| 0,35
| 0,7
| 1,1
| 1,4
| 1,8
| 2,1
| 2,8
| 3,5
| 4,2
| 5,6
| 7,1
|
| 0,16
| 0,4
| 0,8
| 1,4
| 1,6
| 2,1
| 2,5
| 3,4
| 4,2
| 5,1
| 6,7
| 8,4
|
| 0,2
| 0,5
| 0,9
| 1,5
| 1,8
| 2,5
| 3,0
| 4,0
| 4,9
| 5,9
| 7,8
| 9,8
|
| 0,25
| 0,6
| 1,2
| 1,8
| 2,4
| 2,9
| 3,5
| 4,7
| 5,8
| 7,0
| 9,3
| 11,6
|
| 0,3
| 0,7
| 1,3
| 2,0
| 2,6
| 3,3
| 4,0
| 5,3
| 6,7
| 8,0
| 10,6
| 13,6
|
| 0,4
| 0,8
| 1,7
| 2,5
| 3,4
| 4,2
| 5,0
| 6,6
| 8,3
| 10,0
| 13,2
| 16,6
|
| 0,5
| 1,0
| 2,0
| 3,0
| 4,0
| 4,9
| 5,9
| 7,8
| 9,8
| 12,0
| 15,6
| 19,5
|
| 0,6
| 1,1
| 2,2
| 3,4
| 4,5
| 5,6
| 6,7
| 8,9
| 11,0
| 13,4
| 18,8
| 22,3
|
| 0,8
| 1,4
| 2,8
| 4,2
| 5,6
| 6,9
| 8,3
| 11,0
| 14,0
| 16,6
| 22,5
| 27,7
|
| 1,0
| 1,6
| 3,3
| 5,0
| 6,6
| 8,2
| 10,0
| 13,2
| 16,5
| 19,7
| 26,0
| 33,0
|
| 1,2
| 1,9
| 3,8
| 5,6
| 7,5
| 9,4
| 11,0
| 15,0
|
| 22,6
| 30,2
| 37,8
|
Примечания: 1. При работе отрезными, прорезными и фасонными резцами N табл, принятую для глубины резания 1 мм, умножить на ширину резца b и на коэффициент k = 1,3.
2. При подрезки торца проходными и подрезными резцами N табл умножить на глубину резания t.
Таблица 12
Коэффициент k N на мощность резания в зависимости от обрабатываемого материала
| Материал рабочей части режущего инструмента
| Обрабатываемый материал
|
| Сталь
| Чугун
| Алюминиевые
сплавы
|
| НВ
|
|
|
|
|
|
|
|
|
|
|
| –
|
| Быстрорежущая
сталь
| 0,75
| 0,9
| 1,0
| 1,15
| 1,2
| 1,3
| 1,4
| 0,45
| 0,5
| 0,55
| 0,3
|
| Твёрдый сплав
| 0,6
| 0,7
| 0,75
| 0,8
| 0,8
| 0,85
| 0,9
|
| | | | | | | | | | | | | |
Таблица 13
Варианты заданий для практической работы №1
| №
варианта
| Схема и размеры обработки поверхности
| Материал заготовки
| Инструмент
| Станок
|
|
| Рис.1, а; D = 300 мм,
d = 294 мм, L = 100 мм
| Сталь 45, НВ 197
| Резец с твёрдосплавной пластинкой Т15К6, φ = 45°
| 16К20
|
|
| Рис.1, б; D = 100 мм,
d = 94 мм, L = 50 мм
| Ст 3, НВ 125
| Резец с твёрдосплавной пластинкой Т15К6, φ = 45°
| 16К20
|
|
| Рис.1, в; D = 80 мм,
d = 74 мм, L = 50 мм
| Сталь 40Х, НВ 200
| Резец с твёрдосплавной пластинкой Т15К6, φ = 45°
| 16К20
|
|
| Рис.1, г; D = 100 мм,
d = 98 мм, L = 400 мм
| Сталь 40Г, НВ 207
| Резец с твёрдосплавной пластинкой Т15К6, φ = 90°
| 16К20
|
|
| Рис.1, д; D = 80 мм,
d = 74 мм, L = 50 мм
| Чугун СЧ15,
НВ 200
| Резец с твёрдосплавной пластинкой ВК8, φ = 45°
| 16К20
|
|
| Рис.1, е; D = 250 мм,
d = 248 мм, L = 50 мм
| Чугун СЧ30,
НВ 250
| Резец с твёрдосплавной пластинкой ВК3, φ = 105°
|
|
|
| Рис.1, ж; D = 80 мм,
b = 5 мм, d = 74 мм
| Ст 3, НВ 125
| Резец из быстрорежущей стали Р6М5, γ = 10°
| 16К20
|
|
| Рис.1, к; D = 100 мм,
t = 3 мм, L = 50 мм
| Сталь 45, НВ 197
| Резец с твёрдосплавной пластинкой Т5К10, φ = 45
| 16К20
|
|
| Рис.1, а; D = 300 мм,
d = 298 мм, L = 50 мм
| Дюралюминий Д16, σ В= 400 Н/мм2
| Резец с твёрдосплавной пластинкой ВК4, φ = 45°
|
|
|
| Рис.1, б; D = 100 мм,
d = 94 мм, L = 50 мм
| Чугун КЧ50-5,
НВ 230
| Резец с твёрдосплавной пластинкой ВК8, φ = 45°
| 16К20
|
|
| Рис.1, в; D = 80 мм,
d = 74 мм, L = 50 мм
| Сталь У8, НВ 300
| Резец с твёрдосплавной пластинкой Т15К6, φ = 45°
| 16К20
|
|
| Рис.1, г; D = 100 мм,
d = 98 мм, L = 50 мм
| Сталь 40Х, НВ 200
| Резец с твёрдосплавной пластинкой Т15К6, φ = 90°
| 1К62
|
|
| Рис.1, д; D = 80 мм,
d = 74 мм, L =50 мм
| Дюралюминий Д16, σ В= 400 Н/мм2
| Резец из быстрорежущей стали Р6М5, φ = 45°
| 1К62
|
|
| Рис.1, е; D = 150 мм,
d = 148 мм, L = 50 мм
| Сталь 45, НВ 197
| Резец с твёрдосплавной пластинкой Т15К6, φ =105°
|
|
|
| Рис.1, ж; D = 80 мм,
b = 5 мм, d = 0 мм
| Чугун СЧ15,
НВ 200
| Резец с твёрдосплавной пластинкой ВК8, γ = 0°
| 16К20
|
|
| Рис.1, к; D = 50 мм,
t = 4 мм, L = 25 мм
| Ст 3, НВ 125
| Резец с твёрдосплавной пластинкой Т15К6, φ = 45°
|
|
|
| Рис.1, а; D = 84 мм,
d = 82 мм, L = 225 мм
| Чугун КЧ30-6,
НВ 130
| Резец с твёрдосплавной пластинкой ВК3, φ = 45°
| 16К20
|
|
| Рис.1, б; D = 120 мм,
d = 94 мм, L = 50 мм
| Сталь 40Х, НВ 200
| Резец с твёрдосплавной пластинкой Т15К6, φ = 45°
| 16К20
|
|
| Рис.1, в; D = 50 мм,
d = 44 мм, L = 25 мм
| Дюралюминий Д16, σ В= 400 Н/мм2
| Резец с твёрдосплавной пластинкой ВК8, φ = 45°
| 16К20
|
|
| Рис.1, г; D = 75 мм,
d = 70 мм, L = 50 мм
| Ст 3, НВ 125
| Резец с твёрдосплавной пластинкой Т15К6, φ = 90°
| 16К20
|
|
| Рис.1, д; D = 80 мм,
d = 74 мм, L = 50 мм
| Сталь У8, НВ 300
| Резец с твёрдосплавной пластинкой Т15К6, φ = 45°
| 1К62
|
|
| Рис.1, е; D = 150 мм,
d = 148 мм, L = 50 мм
| Чугун СЧ35,
НВ 240
| Резец с твёрдосплавной пластинкой ВК8, φ = 105°
|
|
|
| Рис.1, ж; D = 30 мм,
b = 3 мм, d = 25 мм
| Сталь У8, НВ 300
| Резец с твёрдосплавной пластинкой Т15К6, γ = 10°
| 16К20
|
|
| Рис.1, к; D = 130 мм,
t = 1 мм, L = 65 мм
| Сталь 45, НВ 197
| Резец с твёрдосплавной пластинкой Т5К10, φ = 45
| 16К20
|
Практическая работа №2





