Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Задания выбираются из табл. 15 по номеру студента в журнале группы. Пример оформления текстовой и расчётной части работы приводится ниже.
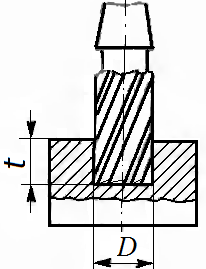
Необходимо рассчитать режим резания для обработки плоскости 80 × 200 мм на проход (рис. 1, а и 2, а), заготовки – высотой H¢ = 22 мм до размера H = 20 мм из стали 45 с твёрдостью НВ 269.
Режущий инструмент – фреза цилиндрическая из быстрорежущей стали Р6М5, Dфр = 80 мм; zфр = 10; α = 20°; γ = 12°; w = 120°, стойкость фрезы Т = 170 мин (табл. 4).
Расчёты режимов резания производятся в следующей последовательности:
1. Глубина резания рассчитывается по формуле:
t = H¢ ‒ H = 22 ‒ 20 = 2 мм.
2. Скорость подачи при фрезеровании sz принимается по таблицам с учётом примечаний sz = sz(табл), мм/зуб, где sz(табл) – табличное значение скорости подачи, мм/зуб (табл. 1, 2, 3).
При ширине фрезерования b = 80 мм, цилиндрической фрезой из быстрорежущей стали Р6М5 и глубине резания t = 2 мм, соответствующей получистовой обработке, подача принимается sz(табл) = 0,2 мм/зуб.
Особенностью привода подач фрезерных станков является то, что он осуществляется от отдельного электродвигателя и поэтому на станке настраивается минутная скорость подачи sм, мм/мин, которая связана с подачей sz, мм/зуб зависимостью:
sм = sz· z·n, мм/мин,
где z – число зубьев фрезы; n – частота вращения шпинделя главного движения станка, мин-1, которая будет определена ниже.
3. Скорость резания определяется по таблице с учётом поправочных коэффициентов:
V = Vта6л· k1· k2· k3, м/мин,
где Vта6л ‒ табличная скорость резания (табл. 5, 8, 11);
k1 ‒ коэффициент, зависящий от размеров обработки (табл. 5, 8);
k2 ‒ коэффициент, зависящий от состояния обрабатываемой поверхности и её твёрдости (табл. 6);
k3 ‒ коэффициент, зависящий от стойкости и материала инструмента (табл. 7).
а)
в)
г)
а)
б)
д)
е)
з)
л)
о)
и)
к)
д)
м)
н)
ж)
а)
Рис. 1. Основные виды фрез и работы, выполняемые на фрезерных станках:
а – цилиндрическая; б, в, д – торцевые; г, з – концевые; е – угловая; ж – набор фрез; и – дисковая трёхсторонняя; к, л – фасонные; м, н – пазовые; о – шпоночная
б)
Рис. 2. Схемы фрезерования:
а – цилиндрической фрезой; б – торцевой фрезой
V = 30·1,4·0,55·0,75 = 17,3 м/мин;
4. Частота вращения шпинделя n, определяется по формуле:
, мин-1,
где D ‒ диаметр фрезы, мм.
мин-1.
По паспортным данным станка мод. 6М82 (П1) выбирается ближайшее число оборотов шпинделя к расчётному по станку n = 63 мин-1.
5. Минутная подача таким образом будет равна:
sм = sz· z·n = 0,2 ·12 · 63 = 151,2 мм/мин.
По паспортным данным станка мод. 6М82 (П1) принимается ближайшая меньшая подача к расчётной sм= 125 мм/мин.
6. Фактическая скорость резания определяется по формуле:
7. Выбранные режимы проверяются по мощности, потребляемой на резание в зависимости от типа фрезы:
‒ для торцовых и дисковых двусторонних фрез мощность резания определяется по формуле:
‒ для дисковых трёхсторонних, цилиндрических, концевых (для обработки плоскостей), радиусных, прорезных и угловых фрез по формуле:
где Е – величина, определяемая по табл. 12; Vф – фактическая скорость резания, м/мин; zфр – число зубьев фрезы; t – глубина резания, мм; bmax – максимальная ширина фрезерования, мм; k1 – коэффициент, зависящий от обрабатываемого материала (табл. 13). Для стали 45 с твёрдостью НВ 269 – k1 = 1,2; k2 – зависит от типа фрезы и скорости резания (табл. 14). Для цилиндрической фрезы из быстрорежущей стали k2 = 1,0.
Мощность резания Nрез должна быть меньше мощности двигателя главного привода станка с учётом его к.п.д.:
где Nдв – мощность двигателя главного привода станка. По паспорту горизонтально-фрезерного станка мод. 6М82 (П1) – Nдв = 7,5 кВт;
η – к.п.д. главного привода станка с механическим коробкой, η ≈ 0,8.
2,8 < 7,5 · 0,8 = 6 кВт.
Условие требования обработки по мощности выполняется.
Таблица 1
Подачи sz при фрезеровании чугуна
Глубина резания
t, мм
Фреза торцевая с пластинками
из твёрдого сплава
Фреза дисковая из быстрорежущей стали
и твёрдого сплава для обработки
плоскостей
пазов
НВ чугуна
до 229
> 229
до 229
> 229
до 229
> 229
Подача на зуб фрезы sz, мм/зуб
До 2
0,2…0,35
0,15…0,3
0,15…0,25
0,12…0,2
2…5
0,15…0,3
0,12…0,2
0, 12…0,2
0,1…0,15
0,07*…0,15
0,08*…0,12
> 5
0,12…0,2
0,1…0,15
0,1…0,15
0,08…0,12
* Применять при обработке узких глубоких пазов и при работе фрезами небольших размеров.
Фреза прорезная (отрезная) из быстрорежущей стали
Ширина фрезерования b, мм
До 2
2…3
3…6
sz, мм/зуб
0,03…0,05
0,05…0,06
0,06…0,08
Глубина резания
t, мм
Фреза концевая из быстрорежущей стали
Диаметр фрезы D, мм
До 6
≥ 30
Подача на зуб фрезы sz, мм/зуб
До 5
0,01…0,02
0,02…0,04
0,07…0,1
0,006…0,01
0,015…0,03
0,05…0,1
> 20
0,03…0,04
Глубина резания
t, мм
Фреза цилиндрическая крупнозубая из быстрорежущей стали
Ширина фрезерования b, мм
До 50
>50
Подача на зуб фрезы sz, мм/зуб
До 2
0,3…0,45
0,25…0,35
3…5
0,25…0,35
0,2…0,3
6…10
0,1…0,2
0,1…0,15
Примечания: 1. Большие значения подачи применять прижёсткой системе станок – деталь, приспособление, меньшие при невысокой жёсткости.
2. В случае весьма жёсткой системы подачи могут быть увеличены, при весьма нежёсткой уменьшены.
3. Для чистовой обработки фрезами, не имеющими зачистных ножей, подачи принимать до 0,12 мм/зуб.
4. При обработке прорезными фрезами пазов повышенной точности (до 0,1 мм) подачу на зуб уменьшать в пределах 30%.
5. Для концевых фрез, обеспечивающих лучший отвод стружки вследствие большого объема впадины и более крутой спирали, подача может быть увеличена до 0,15…0,25 мм/зуб.
6. Для цилиндрических мелкозубых фрез подачи уменьшать в 2 раза.
Таблица 2
Подачи sz при фрезеровании стали
Глубина резания
t, мм
Фреза торцевая
Фреза дисковая
пазовая трёхсторонняя*
из быстрорежущей стали
с пластинками
из твёрдого сплава
из быстрорежущей стали
с пластинками
из твёрдого сплава
НВ
> 229
229…287
> 287
> 229
229…287
> 287
229…287
> 287
> 229
229…287
> 287
Подача на зуб фрезы sz, мм/зуб
До 2
0,2 - 0,3
0,15 - 0,25
0,12 - 0,2
0,15 - 0,2
0,1 - 0,15
0,08 - 0,1
0,05 - 0,1
0,03- 0,08
0,07- 0,1
0,06 - 0,08
0,05- 0,07
2…5
0,13 - 0,25
0,12 - 0,2
0,1 - 0,15
0,12 - 0,18
0,08 - 0,12
0,06 - 0,1
> 5
0,12 - 0,2
0,1 - 0,15
0,07- 0,12
0,1- 0,15
0,08 - 0,1
0,06- 0,08
Твёрдость стали
Фреза отрезная из быстрорежущей стали
Ширина фрезерования b, мм
До 2
2…3
3…6
Подача на зуб фрезы sz, мм/зуб
НВ < 226
0,02…0,035
0,035…0,045
0,04…0,055
НВ > 229
0,01…0,025
0,025…0,03
0,03…0,04
* Меньшие значения принимать при обработке узких глубоких пазов и при работе фрезами небольших размеров
Глубина резания
t, мм
Фреза концевая из быстрорежущей стали
Диаметр концевой фрезы D, мм
До 6
> 30
Подача на зуб фрезы sz, мм/зуб
До 5
0,005…0,01
0,01…0,025
0,05…0,07
0,003…0,006
0,008…0,015
0,03...0,05
> 20
0,02…0,04
Фреза из быстрорежущей стали
Ширина фрезерования
b, мм
цилиндрическая крупнозубая
радиусная вогнутая
радиусная выпуклая и угловая
Глубина резания t, мм
До 2
3…5
6…10
До 3
До 6
> 12
До 3
До 6
> 12
Подача на зуб фрезы sz, мм/зуб
До 50
0,25…0,4
0,2…0,3
0,1…0,2
0,04…0,08
0,03…0,06
0,02…0,04
0,06…0,12
0,04…0,08
0,03…0,06
> 50
0,15…0,25
0,1…0,2
0,1…0,15
Примечания: I. Большие подачи принимать при жестких станках, деталях и оснастке, меньшие – при невысокой жесткости.
2. При весьма жёсткой системе станок – деталь – приспособление подачи могут быть увеличены, при весьма нежёсткой системе – уменьшены.
3. При чистовой обработке подачи принимать до 0,1 мм/зуб.
4. При обработке прорезными фрезами пазов повышенной точности (до 0,1 мм) подачу на зуб уменьшать в пределах 30%.
5. При работе концевыми фрезами, обеспечивающими лучший отвод стружки вследствие большого объема впадины и более крутой спирали, подача может быть увеличена до 0,08…0,12 мм/зуб.
6. При обработке цилиндрическими мелкозубыми фрезами подачи уменьшать в 2 раза.
Таблица 3
Подачи sz при фрезеровании алюминиевых сплавов
Материал
фрезы
Фреза торцевая
Фреза дисковая для обработки
плоскостей
пазов
плоскостей
пазов
со вставными ножами
цельная
Подача на зуб фрезы sz, мм/зуб
Быстрорежущая
сталь
0,10…0,15
0,08…0,12
Твёрдый сплав
0,2…0,3
0,15…0,2
0,10…0,15
Таблица 4
Стойкость фрезы Т, мин
Материал
фрезы
Тип фрезы
Стойкость Т при диаметре фрезы D, мм
Быстрорежущая сталь
Торцевая и дисковая
Отрезная
Концевая
Цилиндрическая
Радиусная
Двухугловая
Твёрдый
сплав
Торцевая н дисковые
двусторонние
Дисковая трёхсторонняя
Скорость резания
V = Vтабл · k1· k2· k3, м/мин,
где k1 – коэффициент, зависящий от размеров обработки; k2 – от состояния обрабатываемой поверхности и её твердости; k3 – от стойкости и материала инструмента.
Таблица 5
Обработка серого чугуна
Скорость резания Vтабл, м/мин и коэффициент k1
Тип фрезы
Материал
инструмента
t,
мм
V табл, м/мин при подаче sz, мм/зуб
Коэффициент k1
До
0,02
0,04
0,06
0,1
0,15
0,2
0,3
0,4
0,5
Торцевая
Твёрдый сплав
До 1
D/b ср
1,25
k 1
1,1
1,3
Дисковая трёхсторонняя
Быстро-
режущая
сталь
До 1
D/b ср
k 1
0,95
1,0
1,1
Твёрдый сплав
До 1
по
D/b ср
k 1
0,9
1,0
1,15
Окончание табл. 5
Концевая
Быстро-
режущая
сталь
До 5
D
k 1
1.0
1.1
Цилиндрическая и концевая
Быстро-
режущая
сталь
b = 40
b = 60
D/t
k 1
0,7
1,0
1,2
b =100
Дисковая односторонняя
Быстро-
режущая
сталь
До 3
D/b
k 1
1,0
1,1
1,2
1,25
Твёрдый сплав
До 3
D/b
k 1
1,0
1,15
1,25
Отрезная
Быстро-
режущая
сталь
До 1,5
D/b
k 1
1,0
1,1
1,2
1,4
Таблица 6
Коэффициент k2, зависящий от состояния обрабатываемой поверхности
и её твердости для чугуна ковкого и высокопрочного
Условия обработки
k 2 при НВ
120…140
130…170
207…229
265…285
Без корки
1,2
1,0
0,65
0,50
С коркой
0,85
0,7
0,55
0,45
Таблица 7
Коэффициент k3, зависящий от стойкости и материала инструмента
Тип фрезы
Материал инструмента
k 3 при стойкости фрезы Т, мин
до 30
Торцевая и дисковая
Твёрдый сплав
ВК8
1,2
1,0
0,85
0,75
0,6
0,5
0,4
ВК4; ВК6
1,4
1,2
1,0
0,9
0,7
0,6
0,5
Торцевая, дисковая, прорезная
Быстрорежущая сталь
1,5
1,15
1,0
0,9
0,8
0,7
0,55
0,5
Цилиндрическая, концевая
1,5
1,2
1,0
0,85
0,8
Таблица 8
Обработка стали
Скорость резания Vтабл, м/мин и коэффициент k1
Тип фрезы
Материал
инструмента
t, мм
V табл, м/мин при подаче sz, мм/зуб
Коэффициент k1
До
0,02
0,04
0,06
0,1
0,15
0,2
0,3
0,4
0,5
Торцевая
Быстро-
режущая
сталь
До 1
D/b ср
1,25
k 1
1,0
1,1
1,23
Твёрдый
сплав
До 1
D/b ср
1,25
k 1
1,0
1,1
1,3
Дисковая трёхсторонняя
Быстро-
режущая
сталь
До I
D/b ср
k 1
0,95
1,0
1,1
Твёрдый
сплав
До 1
D/b ср
k 1
0,9
1,0
1,15
Дисковая односторонняя
Быстро-
режущая
сталь
До 3
D/b ср
k 1
1,0
1,2
1,3
1,4
Твёрдый
сплав
До 3
4 60
D/b ср
k 1
1,0
1,15
1,25
Отрезная
Быстро-
режущая
сталь
До 1,5
D/b ср
k 1
1,0
1,1
1,2
1,5
Концевая
Быстро-
режущая
сталь
До 5
D
k 1
1,0
1,1
Цилиндрическая и концевая
Быстро-
режущая
сталь
b = 40
b = 60
D/t
k 1
1,0
1,2
1,4
b = 100
Таблица 9
Коэффициент k2, зависящий от состояния обрабатываемой поверхности и её твёрдости
Материал
инструмента
Марка стали
10; Ст3, 15; 20; 25;
30; 35; 40; 45; 50
15Х; 20X; 30X;
35Х; 38ХА; 40Х
45Г2; 50Г
12Х2НЗА
12Х2Н4А
20ХНМ
40ХНМА
35 X ГС
18ХГТ
ЗОХГТ
25ХГТ
НВ
< 156
156…207
170…229
207…269
269…302
285…321
170…229
229…269
269…285
207…255
255…285
286…332
170…229
229…269
269…285
156…217
179…255
156…207
197…269
170…241
269…321
321…375
149…187
170…197
Быстрорежущая
сталь
1,35
1,0
0,9
0,7
0,55
0,5
1,0
0,85
0,8
0,65
0,55
0,4
0,7
0,55
0,5
0,75
0,6
0,8
0,55
0,6
0,35
0,25
0,9
0,6
Твёрдый сплав
1,35
1,0
0,9
0,75
0,7
0,65
1,1
0,95
0,9
0,75
0,7
0,6
0,8
0,7
0,65
0,85
0,75
0,9
0,7
0,7
0,5
0,45
0,95
0,8
Таблица 10
Коэффициент k3, зависящий от стойкости и материала инструмента
Примечание. Меньшие значения рекомендуются при больших подачах.
Мощность резания
Для торцовых и дисковых двусторонних фрез мощность резания определяется по формуле:
для дисковых трёхсторонних, цилиндрических, концевых (для обработки плоскостей), радиусных, прорезных и угловых фрез по формуле:
где Е – величина, определяемая по таблице; V – скорость резания, м/мин; t – глубина резания, мм; zфр – число зубьев фрезы; bmax – максимальная ширина фрезерования; k1 – коэффициент, зависящий от обрабатываемого материала; k2 – от типа фрезы и скорости резания (для твёрдосплавных фрез).
Таблица 12
Подача sz, мм/зуб
Значение Е для фрез
Торцовые и дисковые двусторонние
Дисковая трёхсторонняя, цилиндрическая, концевая, прорезная, радиусная и угловая
D/b max
D / t
1,5
1,5
Сталь, чугун ковкий и высокопрочный
0,02
0,01
0,02
0,04
0,06
0,1
0,2
0,3
0,4
0,007
0,01
0,02
0,03
0,05
0,08
0,11
0,17
0,3
0,4
0,5
0,04
0,02
0,04
0,07
0,1
0,17
0,3
0,5
0,7
0,01
0,02
0,03
0,05
0,08
0,12
0,2
0,25
0,4
0,6
0,7
0,06
0,03
0,05
0,09
0,15
0,24
0,4
0,7
0,9
0,02
0,03
0,04
0,06
0,11
0,17
0,25
0,35
0,6
0,8
1,0
0,10
0,04
0,08
0,14
0,2
0,35
0,6
1,0
1,4
0,025
0,04
0,06
0,09
0,16
0,25
0,35
0,5
0,8
I,1
1,5
0,12
0,05
0,09
0,16
0,25
0,4
0,7
1,1
1,5
0,03
0,05
0,07
0,I
0,18
0,3
0,4
0,6
0,9
1,3
1,6
0,16
0,06
0,12
0,2
0,3
0,5
0,9
1,4
1,9
0,033
0,06
0,09
0,13
0,23
0,35
0,5
0,8
1,1
1,6
2,0
0,20
0,07
0,14
0,24
0,4
0,6
1,1
1,7
2,3
0,04
0,07
0,1
0,15
0,26
0,4
0,6
0,9
1,3
1,9
2,4
0,30
0,09
0,2
0,3
0,5
0,85
1,5
2,4
3,2
0,05
0,09
0,13
0,2
0,35
0,5
0,8
1,2
1,7
2,4
3,2
0,40
0,11
0,24
0,4
0,6
1,0
1,9
2,9
4,0
0,06
0,1
0,16
0,24
0,42
0,7
0,9
1,5
2,1
3,0
3,8
0,50
0,13
0,3
0,5
0,8
1,2
2,2
3,4
4,7
0,07
0,12
0,19
0,27
0,5
0,8
1,0
1,7
2,4
3,4
4,4
0,60
0,15
0,32
0,6
0,9
1,4
2,6
4,0
5,4
0,08
0,14
0,22
0,3
0,6
0,9
1,2
1,9
2,8
3,9
5,0
Чугун серый
0,02
0,009
0,02
0,03
0,046
0,07
0,12
0,18
0,24
0,005
0,01
0,015
0,02
0,04
0,05
0,07
0,1
0,16
0,2
0,3
0,04
0,015
0,03
0,05
0,076
0,12
0,20
0,30
0,40
0,008
0,014
0,02
0,03
0,05
0,08
0,11
0,18
0,25
0,3
0,4
0,06
0,02
0,04
0,06
0,10
0,16
0,26
0,40
0,53
0,01
0,02
0,03
0,04
0,07
0,1
0,15
0,22
0,33
0,5
0,6
0,10
0,03
0,06
0,10
0,17
0,24
0.39
0,60
0,78
0,013
0,024
0,04
0,05
0,09
0,14
0,2
0,3
0,43
0,6
0,8
0,12
0,035
0,07
0,11
0,18
0,28
0,40
0,70
0,92
0,016
0,03
0,045
0,06
0,1
0,16
0,22
0,35
0,5
0,7
0,9
0,16
0,04
0,08
0,14
0,22
0,35
0,57
0,86
1,14
0,02
0,035
0,05
0,07
0,13
0,18
0,26
0,4
11,6
0,8
1,0
0,20
0,05
0,10
0,16
0,25
0,40
0,66
1,00
1,30
0,022
0,04
0,06
0,08
0,15
0,22
0,3
0,5
0,7
1,0
1,2
0,30
0,07
0,14
0,22
0,34
0,55
0,90
1,36
1,80
0,03
0,05
0,08
0,1
0,2
0,28
0,4
0,6
0,9
1,2
1,6
0,40
0,09
0,17
0,27
0,42
0,68
1,12
1,70
2,23
0,035
0,06
0,09
0,12
0,22
0,35
0,45
0,7
1,1
1,5
1,8
0,50
0,10
0,19
0,30
0,50
0,78
1,30
2,00
2,60
0,04
0,07
0,1
0,14
0,25
0,4
0,5
0,8
1,2
1,7
2,0
0,60
0,12
0,23
0,37
0,58
0,92
1,50
2,26
3,00
0,045
0,08
0,12
0,16
0,3
0,45
0,6
1,0
1,5
1,9
2,4
Таблица 13
Коэффициент k1 на мощность, зависящий от обрабатываемого материала
Материал
инструмента
Обрабатываемый материал
Сталь
Чугун
серый
ковкий и высокопрочный
НВ
До
143…207
170…229
207…269
229…285
269…302
285…321
321…375
163…229
235…295
130…170
207…229
265…285
Быстрорежущая сталь
0,7
0,9
1,0
1,15
1,2
1,3
1,4
1,6
1,0
1,2
0,6
0,8
0,9
Твёрдый сплав
1,15
1,25
1,3
1,35
1,4
1,45
1,5
1,55
1,25
1,4
0,75
1,0
1,1
Примечание. Для алюминиевых сплавов принимать 0,3…0,4 значений для стали НВ 170…229.
Таблица 14
Коэффициент k2 на мощность, зависящий от типа фрезы и скорости резания
(для твёрдосплавных фрез)
Тип фрезы
Для фрез из
быстрорежущей стали
Для твёрдосплавных фрез при скорости резания
V, м/мин





 , мин-1,
, мин-1, мин-1.
мин-1.




 Торцевая
Торцевая

 Концевая
Концевая

 Дисковая односторонняя
Дисковая односторонняя
 Отрезная
Отрезная



