Изготовление отливок в разовых песчано-глинистых формах при ма-шинной и особенно при ручной формовке имеет ряд существенных недос-татков: невысокая точность и недостаточная чистота поверхности отливок; необходимость оставлять значительные припуски на механическую обра-ботку; образование крупнозернистой литой структуры и пр. Повышение точности и чистоты поверхности отливок достигают, используя специальные методы литья, к которым относят кокильное, под давлением, по выплавляе-мым моделям, по выжигаемым (газифицируемым) моделям, в оболочковые формы, центробежное и др. виды. В данном разделе прежде всего рассмот-рим технологию литья в постоянные формы, т.е. такие формы, которые не разрушаются после каждой отливки, а используются многократно.
Литье в кокиль.
Кокиль – (coquille, француз. – раковина, скорлупа) – металлическая ли-тейная многократно используемая форма. В кокиле можно отлить достаточно большое количество отливок, прежде чем его будет необходимо подвергнуть ремонту или утилизации. Обладая по сравнению с песчано-глинистыми фор-мами приблизительно в 60 раз более высокой теплопроводностью, кокили обе-спечивают мелкозерниструю структуру отливок, что повышает их прочность. При кокильном литье отпадает необходимость в модельно-опочной оснастке, в формовочных и стержневых смесях, что не только дает большую экономию, но и снижает количество пыли и улучшает экологические условия труда; по-вышается точность и чистота поверхности отливки. Обслуживание кокилей не требует рабочих высокой квалификации; значительно повышается производи-тельность и уменьшаются необходимые производственные площади.
Технологический процесс кокильного литья можно легко механизи-ровать. Механизированные кокили имеют устройство, позволяющее закры-вать и раскрывать их с помощью пневматического или гидравлического при-вода. При массовом производстве несколько кокильных машин устанавлива-ют на вращающиеся карусели, поворачивающиеся на необходимый угол че-рез определенное время, за которое производится заливка кокиля.
Наряду с преимуществами у кокильного литья есть и недостатки: высокая стоимость кокилей позволяет использовать их только в серийном и массовом производствах, как правило, при изготовлении несложных по кон-фигурации отливок из чугуна, стали и цветных металлов. Изготавливают кокили из серого чугуна, стали, а также из цветных сплавов литьем с последующей механической обработкой.
По конструкции кокили различают неразъемные (вытряхные) и разъе-
мные с горизонтальным и вертикальным разъемами. Разъемные кокили сос-тоят из двух половин, центрирующихся направляющими штырями. Чтобы избежать коробления, кокиль снабжают ребрами жесткости, либо делают коробчатой формы. Отверстие или внутреннюю полость в отливке делают с помощью стержня – песчаного или металлического. Металл заливают в лит-никовую чашу и по стоякуи питателямон заполняет полость формы.
Изготовление отливок в кокиле состоит из следующих операций (рис. 4): очистка кокиля от старой облицовки; нанесение огнеупорного защитного покрытия или покраска рабочей поверхности кокиля; сборка формы с устано-вкой стержней; заливка кокиля; выдержка отливки в форме; раскрытие коки-ля и удаление из него отливки.
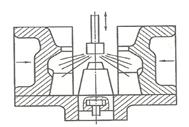


а б в


г д
Рис. 4. Технологический процесс литья в кокиль.
а – окраска кокиля; б – установка стержней; в – сборка и заливка
формы; г – затвердевание отливки; д – разборка кокиля
Литье под давлением.
Изготовление отливок литьем под давлением ( ЛПД) занимает одно из ведущих мест в литейном производстве. Этим способом изготавливают ли-тые заготовки самой различной конфигурации, массой от нескольких грам-мов до нескольких десятков килограммов. Сущность метода состоит в том, что жидким металлом принудительно заполняют металлическую пресс-фо-рму под давлением, которое поддерживают до полной кристаллизации отли-вки. Давление обеспечивает быстрое и хорошее заполнение формы, высокую точность и малую шероховатость поверхности отливки. Принудительное пи-тание отливки жидким металлом исключает, возможность образования уса-дочных раковин, пористости и не требует установки прибылей. Ускоренная кристаллизация металла в металлической пресс-форме под давлением обус-лавливает образование мелкозернистой структуры. Благодаря внешнему дав-лению растворенные в металле газы остаются в твердом растворе, что сни-жает газовую пористость металла. Отливки, полученные этим методом, как правило, не имеют припусков на механическую обработку и после удаления из формы являются готовыми деталями. Литьем под давлением можно полу-чать отливки с толщиной стенки до 0,5 мм (!), сложной конфигурации и с от-верстиями диаметром до 1 мм. Чистота поверхности на необрабатываемых поверхностях, позволяет придать отливке товарный эстетический вид.
Высокая стоимость пресс-форм, имеющих сложную конфигурацию и требующих высокой точности изготовления, обуславливает целесообраз-ность применения литья под давлением только в крупносерийном и массовом производствах.
Оборудование и технология литья под давлением.
Литье под давлением осуществляют на компрессорных и поршневых машинах высокой производительности, дающих 200-460 отливок в час. По-ршневые машины выпускают с горячей или холодной камерой сжатия, рас-положенной горизонтально или вертикально. Машины с горячей камерой сжатия, в которых камера находится непосредственно в расплаве, применяют для получения отливок из сплавов с низкой температурой плавления на ос-нове цинка, олова и свинца. Машины с холодной камерой сжатия, в которых камера вынесена за пределы расплава, используют для получения отливок из более тугоплавких цветных сплавов на основе меди, алюминия и магния. На рис. 3 показана схема машины с вертикальной холодной камерой сжатия.
Расплав 4 заливают в камеру сжатия 5 (положение I). Верхний поршень 1, опускаясь, давит на расплав и на нижний поршень 10, который при движе-нии вниз открывает литниковый канал 3. Металл заполняет полость 2 пресс-формы, состоящей из двух половин 6 и 7 (положение II). Объем жидкого ме-талла должен быть больше объема полости формы, чтобы между верхним и нижним поршнем оставался избыток металла. Давление верхнего поршня поддерживают до полной кристаллизации отливки, после чего пресс-форму раскрывают и отливку 9 вместе с литником 12 выталкивают из формы толка-телями 5. Нижний поршень выталкивает наружу избыток металла 11 (поло-жение III) и его отправляют в переплав.

Рис. 5. Схема поршневой машин для литья под давлением
с вертикальной камерой сжатия.
В машинах с холодной камерой сжатия поршень контактирует с расп-лавом в течение короткого промежутка времени и поэтому мало изнашива-ется. Здесь можно значительно повысить давление, что гарантирует высокую плотность и прочность отливок. В таких машинах при литье алюминиевых и медных сплавов давление может достигать от 100 до 300 МПа.






