Исходный материал для прокатного производства – слитки и литые заготовки квадратного, прямоугольного и круглого поперечного сечений. Качество проката во многом определяется качеством слитка. Так, неоднородность химического состава, плотности и строения слитка, возникающие при его разливке и затвердевании, ухудшают качество и являются причиной брака при прокатке. Усадочная раковина, газовые пузыри и неметаллические включения характеризуют физическую неоднородность слитка. Все это относится к внутренним дефектам слитка.
Кроме того слитки имеют и поверхностные (наружным) дефекты, кото-рые также вызывают брак при прокатке. К ним относятся продольные и попе-речные трещины, плены, поверхностные шлаковые включения и другие де-фекты сталеплавильного производства, зависящие от качества и формы изло-жниц, скорости разливки и охлаждения стали.
1. Стандартная схема получения проката.
Стандартная схема технологического процесса прокатки состоит из двух стадий: прокатки слитка в полупродукт и прокатки полупродукта в готовый прокат (рис. 8).

Рис. 8. Последовательность производства проката из обычного слитка.
В соответствии с этими стадиями прокатные станы тоже можно подразделить на две группы. Первая группа (слябинги, блюминги, заготовочные станы) используется для производства полупродукта. Слябинги и блюминги являются самыми крупными обжимными станами с валками диаметром до 1000-1400 мм. На них прокатывают слитки в заготовки различной формы (блюмы – заготовки квадратного поперечного сечения для дальнейшей прокатки сортовых профилей, слябы – заготовки прямоугольного поперечного сечения для дальнейшей прокатки листа различной толщины, фасонные заготовки). На заготовочном стане, который обычно располагают в непосредственной близости к блюмингу, прокатывают блюмы в заготовку меньшего размера. Вторая группа (сортовые и листовые станы) предназначена для получения готового проката из заготовок.
2. Технология получения проката с использованием МНЛЗ.
В настоящее время получило развитие производство полупродукта (заготовки) методом непрерывной разливки на специальных установках - машинах непрерывного литья заготовок (МНЛЗ). Жидкую сталь непрерывно подают из ковша в медные водоохлаждаемые кристаллизаторы с квадратным или прямоугольным отверстием. Перед началом заливки в кристаллизатор вводится специальное устройство с замковым захватом («затравка»), как дно для первой порции металла. Затвердевший металл вытягивается из кристаллизатора роликами, охлаждается водой и разрезается на мерные длины по 6-12 м.
Отметим, что в кристаллизаторе затвердевают лишь поверхностные слои металла, образуя твердую оболочку слитка, сохраняющего жидкую фазу по центральной оси. Поэтому за кристаллизатором располагают зону вторич-ного охлаждения, называемую также второй зоной кристаллизации. В этой зоне в результате форсированного поверхностного охлаждения заготовка за-твердевает по всему сечению. Этот процесс слиткообразования является спо-собом получения слитков неограниченной длины. В этом случае по сравне-нию с разливкой в изложницы резко уменьшаются потери металла на обрезку концов слитков, которые, например, при литье стали в изложницы составля-ют 15-25 %. Кроме того, благодаря непрерывности литья и кристалллизации, достигается полная равномерность структуры слитка по всей его длине.
Применение непрерывной разливки позволяет исключить из технологической схемы производства проката крупные обжимные станы и таким образом существенно изменить структуру прокатного производства. Естественно это дает существенную экономию и, как оказалось, повышает качество получаемых изделий.
На рис. 9 представлена схема МНЛЗ конструкции ВНИИМЕТМАШ, из которой понятна технология получение непрерывнолитых заготовок. В зависимости от геометрии получаемого слитка МНЛЗ делятся на слябовые, блюмовые и сортовые. Различают 4 вида МНЛЗ: вертикальные, криволинейные, горизонтальные и радиальные. Количество ручьев может быть от 1 до 7. В настоящее время около 60% МНЛЗ являются слябовыми.
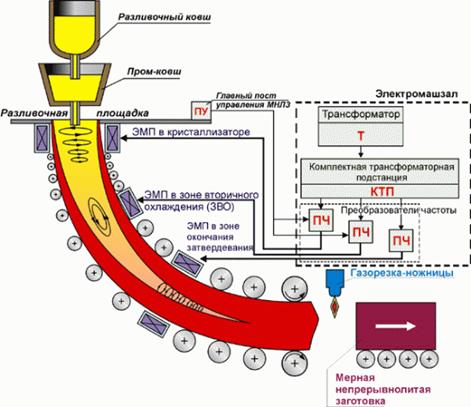
Рис. 9. Схема криволинейной МНЛЗ для получения блюмов с системой электромагнитного перемешивания (ЭМП) конструкции ВНИИМЕТМАШ.
Таким образом, получение полуфабрикатов – заготовок непрерывным литьем и получение изделий реализуется по схеме, представленной на рис. 10, в ко-торой отсутствуют операции получения блюмов и слябов на блюмингах и слябингах соответственно, а также получения заготовок перед этапами сор-товой прокатки различного типа.
Рис. 10. Последовательность производства проката с использованием МНЛЗ.
В заключение отметим, что для некоторого использования в художест-венных целях «прокатные полуфабрикаты» получают на небольших прокат-ных станах (вальцах) с маломощным, а иногда даже ручным приводом. Они были рассмотрены ранее, однако здесь имеет смысл напомнить о них еще раз.
Вальцы ( происходит от немецкого слова Walze - валок, каток) - рабочий инструмент машин, имеющий 2 валка, которые вращающаются в противопо-ложных направлениях, что обеспечивает захват и обработку (прокатку) ма-териала, проходящего между ними. Поверхность дробильных вальцов рифлё-ная, в ковочных вальцах имеется ручей, соответствующий конфигурации де-тали.
Ниже на рис. 11 - 13 представлены различные варианты вальцов.
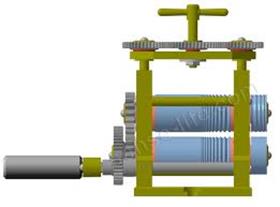

Рис.11. Вальцы с валками для прокатки листа Рис.12. Вальцы для прокатки тонкого листа и профиля (привод электрический). (привод ручной).

Рис. 13. Профилированные валки вальцов.
Из представленных рисунков видно, что привод валков осуществляется как с помощью электродвигателя, так и ручным способом. Слева на рис. 11 видна шестеренная передача, служащая для передачи вращения на второй (верхний) валок. Сверху имеется нажимное устройство, которое перемещает верхний валок и тем самым задает необходимое обжатие.
Вальцы широко используются для получения исходных материалов при изготовлении художественных изделий в целом и, в частности, в ювелирной промышленности. Так, например, проволоку для скани и других видов художественной техники, а также фольгу для изготовления тонких трубок делают в вальцах. Имеются и многие другие примеры использования вальцов.





