Технология литья по выплавляемым моделям является многооперацион-ной. Основными операциями являются (в порядке их следования):
· изготовление разовой неразъемной модели самой отливки, а также разовой модели литниковой питающей системы (они изготавливаются из легкоплавких материалов на основе воска);
· сборка, если это необходимо, этих моделей в единые блоки;
· приготовление суспензии из связующего и пылевидного огне-упорного наполнителя;
· формирование (нанесение) на модельных блоках огнеупорной оболочки;
· удаление моделей из оболочки без нарушения ее целостности;
· упрочнение оболочки прокаливанием;
· заливка металла в оболочку через литниковую систему и ее затвердевание;
· удаление оболочки с отливки и ее очистка;
· термообработка отливки (в случае необходимости).
Способ литья по газифицируемым моделям обладает рядом преимуществ – он позволяет:
§ резко уменьшить затраты на оборудование;
§ сократить число технологических операций;
§ благодаря использованию в качестве формовочного материала оборотного кварцевого песка и упрочнения формы вакуумом исключается использование стержней и оборудования для их изготовления;
§ сократить операции финишной обработки отливок;
§ снизить до минимума количество отходов производства;
§ сократить трудозатраты в 2—4 раза;
§ снизить потребление электроэнергии в 2—3 раза;
§ сократить и оптимально использовать производственные площади;
§ уменьшить затраты на вспомогательные материалы в 3—5 раз.
Вакуумно-пленочная формовка была изобретена в 1976 г. в Японии. Коротко
рассмотрим технологический процесс, его основные принципы и особенности:
1. В процессе производства используется специальная вакуумная форма с вытяжной камерой и с отверстиями для откачки воздуха (рис. 7 а).
2. Нагретую до размягченного пластичного состояния пленку из полимерного материала помещают на заранее подготовленную модель. Затем вакуумный насос откачивает воздух. Это приводит к тому, что под действием приложенной силы вакуумного насоса полимерная пленка плотно прижимается к модели и оформляется в готовое изделие (см. рис. 7 а).

Рис. 7. а – стадия пластификации пленки на модели.
3. Затем на уже прижатую к модели пленку из полимерного материала накла-дывается опока, оборудованная трубой для откачки воздуха со специальным фильтром (рис. 7 б).
4. Внутренняя часть опоки заполняется специальным сухим формовочным песком, не имеющим спаивающих (вяжущих) веществ и других дополнитель-ных примесей. Мелкими встряхиваниями вибростола достигается уплотнение заполнителя опоки, удаляются излишки засыпного материала, а сверху опока накрывается полимерной пленкой, необходимой для уплотнения заполните-ля. После этого открывается клапан трубы для откачки воздуха, что приводит к возникновению вакуума в формовочном песке. В результате этого возни-кает разница внешнего и внутреннего давления на форме (приблизительно 300~400 миллиметров ртутного столба). Благодаря указанной разнице дав-лений получается форма для литья, обладающая достаточно высокой жесткостью (см. рис. 8 б).
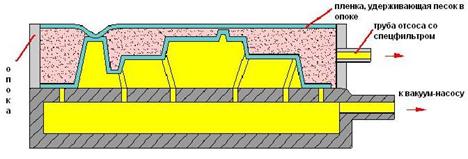
Рис. 7. б – стадия формования песком без связующего.
5. После полного окончания приложения усилия вакуума, указанную модель необходимо извлечь, чтобы получилась полость. Усилие должно прилагаться к модели до тех пор, пока ее можно будет извлечь без особых усилий и без ущерба для полученной полости для заливки. Нижнюю часть опоки изготав-ливают точно также, как и описано выше для верхней части опоки. В резуль-тате получаются верхняя и нижняя части формы для заливки металла.
6. В форму устанавливаются при необходимости литейные стержни, нижняя и верхняя части опоки совмещаются и затем происходит заливка формы ме-таллом через литниковую систему (рис. 7 в).

Рис. 7. в – заливка формы металлом и получение отливки.
7. Усилие вакуумного насоса должно прилагаться вплоть до полного затвер-девания изделия. После полного затвердевания изделия, прекращается откач-ка воздуха из формы. И когда давление внутри формы начнет приближаться к атмосферному, нижняя и верхняя части формы автоматически распадутся (рассыпятся).
Преимущества V(вакуумно-пленочной)-формовки:
• Повышается качество формовки изделий: поверхность формованного изделия гладкая и чистая, изделие обладает четкими краями и очертаниями, кроме того, размеры готового изделия строго соответствуют заданным. Готовое изделие обладает высокой степенью твердости, твердость изделия равномерна. Легкость извлечения модели будущего изделия из литейной формы.
• Простота используемого оборудования, низкие капиталовложения, невы-сокие расходы на техническое обслуживание и профилактический ремонт, связанные с функционированием и эксплуатацией указанного оборудования. Коэффициент использования отработанной формовочной смеси составляет приблизительно 95% и выше. Капиталовложения в оборудование умень-шается на 30%. Энергетические затраты при использовании данного обору-дования составляют 60% от оборудования, применяемого при литье «влаж-ного» типа. Затраты людских ресурсов уменьшаются на 35%.
• Долговечность эксплуатации литейной формы и опоки.
• Высокий коэффициент использования металла. При использовании формов-ки V - типа, металл обладает сравнительно хорошей активностью, хорошей способностью к заполнению формы. Можно производить тонкостенные де-тали с толщиной стенки всего 3мм. Готовые изделия обладают высокой сте-пенью жесткости, медленно охлаждаются. Повышается производительность, уменьшается припуск на обработку изделий.
· Улучшение санитарно-гигиенических условий труда, минимальный экологический ущерб.
Недостатки V(вакуумно-пленочной)-формовки:
• Сложный процесс изготовления литейной формы, трудно увеличить произ-водительность изделий малой формы.
• От начала и до конца технологического процесса используется вакуум, тя-жело механизировать труд.
• Проблема пыли и охлаждения формовочной смеси.
Накопленный производственный опыт ряда зарубежных и отечественных предприятий позволяет с уверенностью использовать эту технологию для широкого применения при мелкосерийном и массовом производстве отливок, как обеспечивающую получение максимального экономического эффекта при минимальных затратах материальных и трудовых ресурсов.
Предлагаемая технология вакуумно-пленочной формовки используется в следующих отраслях:
· машиностроение;
· транспорт;
· мебельная промышленность;
· городское хозяйство;
· реставрация;
· предметы интерьера;
· вывески;
· мелкая пластика.
Способ вакуумно-пленочной формовки примененяют и для получения различных художественных отливок из алюминиевых и медных сплавов. Этим способом делали декоративные решетки, ажурные поверхности, не заботясь о впадинах, углублениях, отрицательных углах и прочее. Можно воспроизвести даже ветку хвойных деревьев, используя в качестве модели саму ветку, и получить точную копию, выполненную в металле!!!





