На сортовых станах заготовка проходит через 7-15 калибров, т.е. профиль формулируется последовательно.
Особенности прокатки труб
Трубы подразделяются на бесшовные и сварные.
Бесшовные трубы получаются прокаткой на прошивочных и трубопрокатных станах методом поперечно винтовой прокатки.
В качестве заготовки выбирают круглые или многогранные слитки или катанный пруток круглого (большого) сечения.
Две стадии:
1. прошивка трубы, т.е. получение сквозного отверстия;
2. обработка гильзы с целью получения необходимого наружного диаметра и толщины стенки.
Первая стадия на прошивочных станах.
Вторая – на дуопрокатных станах с круглыми калибрами.
Бесшовные трубы имеют диаметр от 30-690 мм с толщиной стенки от 2 до 160 мм.
Сварные трубы имеют диаметр от 5 до 2,5 тыс. мм.
Два способа получения сварных труб:
| 1. из листа с применением прямого сварного шва
| 
|
| 2. из ленты с применением спирального сварного шва
| 
|
Особенности получения проката специального назначения
Специальный прокат получается методом поперечной или поперечно-винтовой прокатки. Формирование профиля происходит последовательно (шарики, ребристые трубы, диски колес, прокладки).
Профили, полученные прокаткой, иногда происходит дорабатывать с целью уменьшения толщины стенки. Поэтому применяются гнутые профили. Гнутые профили получают из полочы или ленты в холодном состоянии на роликовых листогибочных станах.
Волочение – способ получения машиностроительных профилей. Волочение заключается в протягивании заготовки через сужающие отверстия. При необходимости получить большую величину деформации производят многократное волочение, обработка происходит последовательно в нескольких волоках.
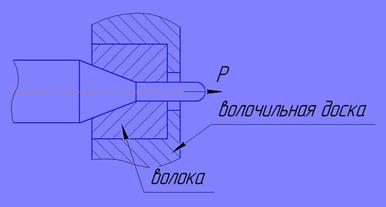
Инструментом волочения является волока. Волочением могут изготавливаться как сплошные, так и малые профили.
Волочение осуществляется на волочильных станах (машинах), которые могут быть с прямолинейным движением и барабанного типа (для проволоки).
Достоинства волочения:
ü обеспечивается высокая точность размеров;
ü малая шероховатость поверхности;
ü большая степень упрочнения;
ü изделия после волочения, как правило, не подвергаются дальнейшей механической обработке.
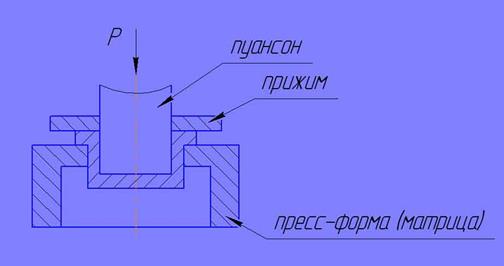
Прессование
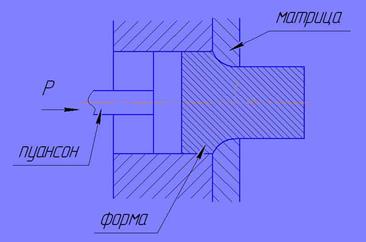
Виды прессования:
- прямое;
- обратное;
- совмещенное с прошивкой;
- вакуумное и др.
Достоинства:
1) возможность получения изделий сложной формы, не только из высокопластичных, но и малопластичных материалов;
2) универсальность оборудования, позволяющее легко менять форму и размеры продукции;
3) высокая точность размеров (достигает 13-17-го квалитетов)
4) малая шероховатость поверхности.
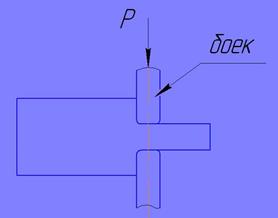
Ковка свободная – процесс горячей обработки металлов давлением, при котором путем многократного и прерывистого действия инструмента исходной заготовки придают требуемые размеры и форму.
В процессе ковки формоизменение происходит вследствие свободного течения металла в стороны, перпендикулярно движению инструмента.
Воздействие ударное, возрастающее с достаточно большой скоростью.
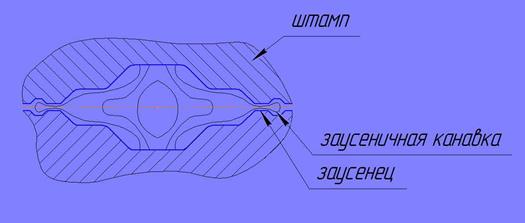
Штамповка заключается в получении поковок в закрытой полости специальной формы, которая называется штампом.
Полости в верхней и нижней частях штампа называют ручьями штампа. Штамповку разделяют на листовую и горячую объемную штамповку, при которой происходит принудительное значительное перераспределение металла, что возможно лишь при его высокой пластичности.
1. Объемная
2. Листовая – получают тонкостенные изделия из листового металла (толщина не более 10мм).
Лекция № 11





